Курсач. Пояснительная записка курсового проекта содержит пять разделов
 Скачать 305.81 Kb. Скачать 305.81 Kb.
|

|
Аннотация Пояснительная записка курсового проекта содержит пять разделов. В разделе: «Литературный обзор» описываются теоретические основы процесса абсорбции, классификация абсорбционных аппаратов. В разделе: «Описание технологической схемы» приведено описание технологической схемы – процесса абсорбции. В разделе: «Основное оборудование» описано устройство и принцип работы основного оборудования. В разделе: «Технологические расчеты» проведены расчеты материального и теплового баланса процесса абсорбции. Содержание Введение Литературный обзор Описание технологической схемы Основное оборудование Технологический расчет Литература Заключение Введение Публичное акционерное общество «Крымский содовый завод» вносит значительный вклад в развитие промышленности Украины, поставляя на отечественный рынок важнейший продукт соду кальцинированную. Это современное высокорентабельное предприятие, которое в Украине является безусловным лидером, как по объемам, так и по качеству выпускаемой продукции. Несмотря на финансовый и экономический кризис предприятие динамично развивается, увеличивая темпы производства и объемы продаж. Это дает возможность диверсифицировать производство, улучшать природоохранную деятельность, развивать социальные программы. ОАО «Крымский содовый завод» стабильно и четко выполняет свои обязательства по перечислению платежей в социальные фонды, является бюджетообразующим предприятием г.Красноперекопска, одним из основных плательщиков бюджета автономии, Завод вырабатывает соду двух марок: тяжелую - марка А и легкую - марка Б. В Украине ОАО «Крымский содовый завод» единственный производитель и экспортер соды марки А. Тяжелая сода имеет такой же химический состав, как и легкая, такое же применение, но высокая плотность делает ее более выгодной при транспортировке, а гранулирование исключает слеживаемость и пылеобразование. Крымская сода марки А - лучшая на постсоветском пространстве. Но тенденция к повышению качества сохраняется всегда. Внедрение новых высокопроизводительных фильтров позволило получать соду с содержанием хлоридов менее 0,2% железа менее 0,002%. Более 60% ее отгружается в страны СНГ и дальнего зарубежья. Экспортные поставки осуществляются в страны Европы, Азии, Америки, Африки. На протяжении многих лет завод стабильно сотрудничает с известными компаниями мирового уровня.. Кроме основного продукта предприятие выпускает композицию для производства синтетических моющих средств «Сяйво», соду кальцинированную в потребительской упаковке, известь строительную, соль пищевую. Акционерное общество успешно внедряет широкомасштабные мероприятия по экономии энергоресурсов. В 2008 году была введена в эксплуатацию паровая турбина мощностью 6 МВт, что дало возможность вырабатывать собственную электроэнергию, и сократить на треть ее закупки на энергорынке Украины. Внедрение скоростных вакуум/фильтров, кроме улучшения качества соды, значительно снижает влажность бикарбоната натрия. Среди наиболее важных проблем предприятия - вопросы охраны окружающей среды. В процессе производства кальцинированной соды аммиачным методом не образуются соединения, которые можно отнести к веществам искусственного происхождения или веществам органической Эти соли имеют природное происхождение, так как образуются из природного сырья - поваренной соли и известняка. Ведутся технологические и маркетинговые исследования по переработке отходов в материалы, применяемые в народном хозяйстве. Производство кальцинированной соды осуществляется аммиачным методом путем взаимодействия насыщенного водного раствора хлористого натрия и углекислого газа в присутствии аммиака с образованием бикарбоната натрия и последующей его кальцинацией. Предприятие имеет лицензию на эксплуатацию сивашских рассолов на территории АР Крым и Херсонской области на площади более 2000 кв. км. В садочных бассейнах цеха соляного рассола происходит естественная садка соли. Затем пласт соли растворяется и рассол поступает в хранилище, откуда трубопроводом перекачивается на содовое производство после предварительной очистки. В силу особенностей исходного сырья - соляной рапы очистка рассолов от солей жесткости производится в две стадии, что дает высокую степень чистоты рассолов и низкое содержание нерастворимых примесей в соде кальцинированной. Путем обжига высококачественного известняка в шахтных печах происходит его разложение на углекислый газ и оксид кальция. При насыщении очищенного рассола углекислым газом, с использованием аммиака в качестве катализатора, образуется бикарбонат натрия, который в паровых кальцинаторах при высокой температуре превращается в кальцинированную соду. Соду тяжелую (марка А) на предприятии получают моногидратным способом из легкой соды. Тяжелая сода имеет такую химическую формулу как и легкая, но высокий насыпной вес и выпускается в гранулах. Это улучшает ее потребительские свойства, благодаря чему она пользуется преимущественным спросом на внешнем рынке. В 2008 году начат выпуск пищевой соли "Экстра", в том числе йодированной и с противослеживающей добавкой. Соль получают из морской воды Азова естественным упариванием ее в Сивашском месторождении. Получаемый сырой рассол проходит две стадии очистки от солей кальция и магния, затем поступает на выпаривание, центрифугирование соляной суспензии и сушку влажной соли. Завод располагает потенциальными возможностями по организации производства пищевой соды, хлористого кальция, расширения объемов производства и ассортимента продукции из садочной морской соли. Управление технологическим процессом и регулировка параметров осуществляется с использованием современных контроллеров производства Siemens (Германия), АВВ (Швеция, Швейцария), ЗАО "ВОЛМАГ" (Россия). Система управления контролирует текущие параметры по всем стадиям производства. Все показатели текущего процесса, а также неисправности отражаются на экранах дисплеев. Углекислая сода (карбонат натрия) была известна ещё в глубокой древности. Издавна соду получали из залы морских и солончаковых растений и извлекали из рапы природных содовых озёр. Её использовали в стеклоделии и в качестве моющего средства. Содовые заводы стали центрами зарождавшейся химической промышленности. В немалой степени содовые заводы содействовали также развитию серьевых баз по добыче таких видов сырья, как серный колчедан, мел, известняк, поваренная соль, сульфат натрия, чилийская селитра, из которой в те годы готовили азотную кислоту. В 1865 г. бельгийским инженером Сольве был разработан и осуществлён в промышленном масштабе аммиачный способ получения соды отличавшийся следующими преимуществами. Более высоким качеством получаемого продукта, непрерывностью процесса, лучшими условиями труда и меньшим расходом рабочей силы, снижением расхода тепла, а следовательно, и топлива, возможностью применения растворов NaCL, более дешёвых, чем твёрдая поваренная соль. Необходимая при способе Леблана. В целом :аммиачная сода: получалась более дешёвой и лучшего качества. Аммиачный способ утвердился в России с 1883 г. когда, был построен содовый завод в Березниках на базе месторождения поваренной соли. Затем в 1892 г. построен второй - Донецкий содовый завод и наконец, в 1898 г. в Славянске был построен содовый завод. 1. Литературный обзор абсорбция хлористый натрий кальцинация Аппараты, в которых осуществляются абсорбционные процессы, называют абсорберами. Как и другие процессы массопередачи, абсорбция протекает на поверхности раздела фаз. Поэтому абсорберы должны иметь развитую поверхность соприкосновения между жидкостью и газом. По способу образования этой поверхности абсорберы можно условно разделить на следующие группы: 1) поверхностные; 2) насадочные; 3) барботажные (тарельчатые); 4) распыливающие. Поверхностные абсорберы. Эти абсорберы используют для поглощения хорошо растворимых газов (например, для поглощения хлористого водорода водой). В указанных аппаратах газ проходит над поверхностью неподвижной или медленно движущейся жидкости (рис.1).  Рис.1. Поверхностный абсорбер. Так как поверхность соприкосновения в таких абсорберах мала, то устанавливают несколько последовательно соединенных аппаратов, в которых газ и жидкость движутся противотоком друг к другу. Для того чтобы жидкость перемешалась по абсорберам самотеком, каждый последующий походу жидкости аппарат располагают несколько ниже предыдущего. Для отвода тепла, выделяющегося при абсорбции, в аппаратах устанавливают змеевики, охлаждаемые водой ила другим охлаждающим агентом, либо помещают абсорберы в сосуды с проточной водой. Пластинчатый абсорбер состоит из двух систем каналов: по каналам 1 большого сечения движутся противотоком газ и абсорбент, по каналам 2 меньшего сечения - охлаждающий агент (как правило, вода). Пластинчатые абсорберы обычно изготавливаются из графита, так как он является химически стойким материалом, хорошо проводящим тепло. Поверхностные абсорберы имеют ограниченное применение вследствие их малой эффективности и громоздкости(рис.2).  Рис.2. Пластинчатый абсорбер. Пленочные абсорберы. Эти аппараты более эффективны и компактны, чем поверхностные абсорберы. В пленочных абсорберах поверхностью контакта фаз является поверхность текущей пленки жидкости. Различают следующие разновидности аппаратов данного типа: 1) трубчатые абсорберы; 2) абсорберы с плоско-параллельной или листовой насадкой; 3) абсорберы с восходящим движением пленки жидкости(рис.3).  Рис.3. Пленочный абсорбер. Трубчатый абсорбер сходен по устройству с вертикальным кожухотрубчатым теплообменником. Абсорбент поступает на верхнюю трубную решетку 1, распределяется по трубам 2 и стекает по их внутренней поверхности в виде тонкой плёнки(рис.4). 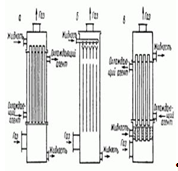 Рис. 4. Трубчатый абсорбер. Насадочные абсорберы. Широкое распространение в промышленности в качестве абсорберов получили колонны, заполненные насадкой – твердыми телами различной формы. В насадочной колонне (рис.) насадка 1 укладывается на опорные решетки 2, имеющие отверстия или щели для прохождения газа и стока жидкости. Последняя с помощью распределителя 3 равномерно орошает насадочные тела и стекает вниз. По всей высоте слоя насадки равномерного распределения жидкости по сечению колонны обычно не достигается, что объясняется пристеночным эффектом – большей плотностью укладки насадки в центральной части колонны, чем у ее стенок. Вследствие этого жидкость имеет тенденцию растекаться от центральной части колонны к ее стенкам. Поэтому для улучшения смачивания насадки в колоннах большого диаметра насадку иногда укладывают слоями (секциями) высотой 2-3 м и под каждой секцией, кроме нижней, устанавливают перераспределители жидкости 4. В насадочной колонне жидкость течет по элементу насадки главным образом в виде тонкой пленки, поэтому поверхностью контакта фаз является в основном смоченная поверхность насадки, и насадочные аппараты можно рассматривать как разновидность пленочных. Однако в последних пленочное течение жидкости происходит по всей высоте аппарата, а в насадочных абсорберах - только по высоте элемента насадки. При перетекании жидкости с одного элемента насадки на другой пленка жидкости разрушается и на нижележащем элементе образуется новая пленка. При этом часть жидкости проходит через расположенные ниже слои насадки в виде струек, капель и брызг. Часть поверхности насадки бывает смочена неподвижной (застойной) жидкостью.  Рис. 5. Эмульгационная насадочная колонна. Выбор насадок. Для того чтобы насадка работала эффективно, она должна удовлетворять следующим основным требованиям: 1) обладать большой поверхностью в единице объема; 2) хорошо смачиваться орошающей жидкостью; 3) оказывать малое гидравлическое сопротивление газовому потоку; 4) равномерно распределять орошающую жидкость; 5) быть стойкой к химическому воздействию жидкости и газа, движущихся в колонне; 6) иметь малый удельный вес; 7) обладать высокой механической прочностью; 8) иметь невысокую стоимость. Насадок, полностью удовлетворяющих всем указанным требованиям, не существует, так как, например, увеличение удельной поверхности насадки влечет за собой увеличение гидравлического сопротивления аппарата и снижение предельных нагрузок. В промышленности применяютразнообразные по форме и размерам насадки (рис.), которые в той или иной мере удовлетворяют требованиям, являющимся основными при проведении конкретного процесса абсорбции. Насадки изготавливают из разнообразных материалов (керамика, фарфор, сталь, пластмассы и др.), выбор которых диктуется величиной удельной поверхности насадки, смачиваемостью и коррозионной стойкостью. Барботажные (тарельчатые) абсорберы. Тарельчатые абсорберы представляют собой, как правило, вертикальные колонны, внутри которых на определенном расстоянии друг от друга размещены горизонтальные перегородки - тарелки. С помощью тарелок осуществляется направленное движение фаз и многократное взаимодействие жидкости и газа. В настоящее время в промышленности применяются разнообразные конструкции тарельчатых аппаратов. По способу слива жидкости с тарелок барботажные абсорберы можно подразделить на колонны: 1) с тарелками сосливными устройствами и 2) с тарелками без сливных устройств. 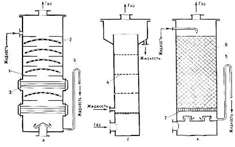 Рис.6. Барботажные (тарельчатые) абсорберы. Тарельчатые колонны со сливными устройствами. В этих колоннах перелив жидкости тарелки на тарелку осуществляется при помощи специальных устройств - сливных трубок, карманов и т. п. Нижние концы трубок погружены в стакан на нижерасположенных тарелках и образуют гидравлические затворы, исключающие возможность прохождения газа через сливное устройство. 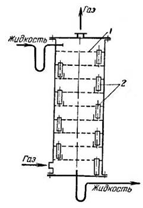 Рис. 7. Тарельчатая колона со сливными устройствами: 1 – тарелка; 2 – сливные устройства. Принцип работы колонн такого типа виден из рис.7, где в качестве примера показан абсорбер с ситчатыми тарелками. Жидкость поступает на верхнюю тарелку 1, сливается с тарелки на тарелку через переливные устройства 2 и удаляется из нижней части колонны. Газ поступает в нижнюю часть аппарата, проходит последовательно сквозь отверстия или колпачки каждой тарелки. При этом газ распределяется виде пузырьков и струй в слое жидкости на тарелке, образуя на ней слой пены, являющийся основной областью массообмена и теплообмена на тарелке. Отработанный газ удаляется сверху колонны. Переливные трубки располагают на тарелках таким образом, что жидкость на соседних тарелках протекала во взаимнопротивоположных направлениях. За последнее время все шире применяют сливные устройства в виде сегментов, вырезанных в тарелке и ограниченных порогом - переливом. К тарелкам со сливными устройствами относятся: ситчатые, колпачковые, клапанные и балластные, пластинчатые. Распыливающие абсорберы. В абсорберах этого типа тесный контакт между фазами достигается путем распыливания или разбрызгивания различными способами жидкости в газовом потоке.  Рис.8. Распыливающие абсорберы. Полый распыливающий абсорбер представляет собой колонну, в верхней части корпуса 1 которой имеются форсунки 2 для распыливания жидкости (главным образом механические). В распыливающих абсорберах объемные коэффициенты массопередачи быстро снижаются по мере удаления от форсунок вследствие коалесценции капель и уменьшения поверхности фазового контакта. Поэтому оросители (форсунки) в этих аппаратах обычно устанавливают на нескольких уровнях. 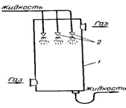 Рис.9. Полый распыливающий абсорбер. К достоинствам полых распыливающих абсорберов относятся: простота устройства, низкое гидравлическое сопротивление, возможность работы с загрязненными газами, легкость осмотра, очистки и ремонта. Недостатки этих аппаратов: невысокая эффективность, значительный расход энергии на распыливание жидкости, трудность работы с загрязненными жидкостями, необходимость подачи больших количеств абсорбента для увеличения количества капель и соответственно - поверхности контакта фаз, низкие допустимые скорости газа, значения которых ограничены уносом капель жидкости. Распыливающие абсорберы применяются главным образом для поглощения хорошо растворимых газов, так как вследствие высокой относительной скорости фаз и турбулизации газового потока коэффициенты массоотдачи в газовой фазе в этих аппаратах достаточно высоки. Значительно более эффективными аппаратами являются прямоточныераспыливающие абсорберы, в которых распыленная жидкость захватывается и уносится газовым потоком, движущимся с большой скоростью (20-30 м/сек и более), а затем отделяется от газа в сепарационной камере. К аппаратам такого типа относится абсорбер Вентури. 2. Описание технологической схемы Процесс абсорбции осуществляется последовательно в две стадии с получением слабоаммонизированного и аммонизированного рассола. Получение слабоаммонизированного рассола достигается за счет абсорбции NН3 и СО2 из отходящих газов карбонизации, фильтрации. Согласно регламенту принято рассол на промыватели распределять следующим образом: на ПВФл – 20%, на СПВФл – 10%, на СПГКл – 25%, на ПГКл-II – 45%. Санитарные промыватели получают только «свежий» рассол, а технологические промыватели получают часть свежего и часть слабоаммонизированного рассола. 20% очищенного рассола из гребенки подается во вторую сверху барботажную бочку промывателя воздуха фильтров (ПВФл), во вторую бочку снизу подается воздух после сепараторов вакуум-фильтров, в ПВФл происходит отмывка воздуха фильтров от NН3 и СО2. Частично отмытый воздух выводится из верхней части ПВФл и направляется на вторичную отмывку в СПВФл, а рассол из нижней бочки по сифону поступает во вторую сверху бочку промывателя газа абсорбции (ПГАБ). Газ поступает во вторую снизу бочку ПГАБ из АБ-I. В ПГАБ происходит отмывка от NН3 и частично СО2 газа, выходящего из АБ- I. Газ, выходящий из ПГАБ, проходит сепаратор, предназначенный для отделения брызг рассола, и вакуумнасосами, расположенными на участке газовой компрессии, направляется в цех кальцинации в общий коллектор газа после холодильников газа паровых кальцинаторов (ХГПК). Из ПГАБ рассол поступает в верхнюю часть АБ-I. Основная часть очищенного рассола 45% подается из распредгребенки в верхнюю часть ПГКл-II. В ПГКл-II происходит поглощение NН3 и СО2 из газов после ПГКл-I поз.37 участка карбонизации. Газ после ПГКл- II элементов 1,2,3 через сепараторы поступает в СПГКл, в него же поступает газ после ПГКл-II эл.7,8. Рассол из ПГКл- II по глубокому сифону поступает в верхнюю часть АБ-I, где смешивается с потоком слабоаммонизированного рассола, поступающего из ПГАБ. В АБ-I происходит поглощение NН3 и СО2 из газов, поступающих из АБ-II по наружному газоходу. Рассол из АБ-I через внутренний гидрозатвор перетекает на распределительную тарелку АБ-II. Газ после АБ-I направляется в нижнюю часть ПГАБ. В нижнюю часть АБ-II подаются газы основной и малой дистилляции, которые предварительно охлаждаются в холодильниках газа дистилляции (ХГДС) и в холодильниках газа дистиллера слабой жидкости (ХГДСЖ). ХГДС и ХГДСЖ охлаждаются оборотной водой, которая подается центробежными насосами. Образующаяся при охлаждении газов флегма ХГДС для дальнейшей переработки может быть направлена в напорный бак и далее в дистиллер слабой жидкости (ДСЖ) , в теплообменник дистилляции (ТДС) , или в линию перелива слабой жидкости из напорного бака в сборник фильтровой жидкости (СФЖ) . Флегма ХГДС эл.7, 8 может быть направлена в верхнюю часть ДСЖ, минуя напорный бак. Тепло, выделившееся в АБ-II в результате экзотермической реакции растворения NН3 и СО2 в рассоле, отводится охлаждающей оборотной водой, которая подается в трубное пространство холодильных бочек противотоком ходу рассола. Аммонизированный рассол из АБ-II поступает на всас насосов, которыми прокачивается через пластинчатые теплообменники, кожухотрубные холодильники в сборники аммонизированного рассола. Сернистые соединения в производство вводятся следующим образом: сернистые соединения со склада-хранилища периодически закачиваются в расходную емкость, из которой насосом-дозатором подаются во всасывающий трубопровод центробежных насосов фильтровой жидкости . При неисправности насоса-дозатора сернистые соединения в производство можно брать через напорный сборник на всас насосов фильтровой жидкости. Дозировка сернистых соединений в этом случае производится регулирующим клапаном дистанционно со щита управления. Для восполнения потерь NН3 в процессе производства вводится аммиачная вода со склада-хранилища через расходный сборник аммиачной воды на всас центробежных насосов фильтровой жидкости. Дозировка осуществляется дистанционно регулирующим клапаном. В процессе производства на внутренних стенках аппаратов и обвязочных трубопроводов участка АБ происходит кристаллизация углеаммонийных солей, в результате уменьшается проходимость и ухудшается работоспособность. Углеаммонийные соли при температуре 60°С и выше разлагаются на NН3, СО2, Н2О, для этого предусмотрена пропарка аппаратов и трубопроводов паром давлением 4кгс/см2, поступающим из участка газовой компрессии давлением 12 кгс/см2, или от коллектора пара 5 кгс/см2 от эстакады через редуцирующий клапан. 3. Основное оборудование Таблица 1.
4. Технологический расчет Целью расчетов абсорберов является определение расхода поглотителя, температуры процесса и количество отводимой теплоты, выбор скорости подачи газа и поглотителя, подбор типа тарелок, размеров аппарата. При проектировании абсорбционных установок, из которых газ отводится в атмосферу, необходимо учитывать вопросы охраны окружающей среды. Концентрация поглощаемого компонента в газовой фазе на выходе из абсорбера не должна превышать предельно - допустимой. Если это не достигается в одном аппарате, необходимо устанавливать дополнительные аппараты. Материальный расчет абсорбера Начальные относительные массовые склады газовой и жидкой фаз:  Концентрация аммиака в газовой смеси на выходе из абсорбера: Для определения равновесной концентрации аммиака и построения линии равновесия выполняем расчет в такой последовательности. Задаем ряд Х значений - конечных концентраций аммиака в жидкости, вытекающей из абсорбера, рассчитываем температуру жидкости t2 и соответствующие величины ψ. Далее перечисляем относительные массовые концентрации Х в мольные доли х и находим значение р* и определяем. Результаты расчета сведены в таблице 2. Таблица 2.
 При парциальном давлении NH3 в поступающем газе рн= 1,013 • 105 • 0,11 = 0,111 • 105 Па = 11,1 кПа равновесная концентрация NH3 в жидкости составит:  При степени насыщения воды аммиаком ή = 0,72 конечная концентрация аммиака в жидкости равна:  Принимаем, что газовая смесь, которая поступает из колонны синтеза, перед подачей в колонну охлаждается в холодильнике до t = 20 C. В этом случае объем газовой смеси, которая поступает в абсорбер, равна:  Количество аммиака, который поступает в колонну:  где 0,717 - плотность аммиака при 20 С, кг/м3; Количество воздуха, поступающего в колонну:  где 1,2 - плотность воздуха при 20 С, кг/м3, Плотность газа, который поступает на абсорбацію:  Количество поглощенного аммиака:  Расход воды в абсорбере:  Определение скорости газа и диаметра абсорбера Скорость газа в абсорбере:   где G = 0,04 кг - масса клапана; S0 - площадь отверстия под клапаном; ζ - коэффициент сопротивления, который принимаем 3. Диаметр абсорбера:  где V = объемные расход газа, м3/с. Принимаем стандартный диаметр абсорбера d = 1 м. При этом настоящая рабочая скорость газа в колонне будет составлять:  Характеристика стандартной клапаной тарелки: Тарелка ТКП - 1000 Рабочий сечение тарелки - 0,5 м2 Число клапанов - 48 Число рядов клапанов на поток - 6 Шаг клапанов - 50 мм Относительный свободный сечение тарелки - 7,69% Сечение перелива - 0,14 м2 Периметр слива - 0,84 м Масса тарелки - 80 кг Расчет высоты абсорбера Высота светлого слоя жидкости: h0 = 0, 787q0, 2hпер0, 56wгm [1 - 0, 31exp (-0, 11μx)], где hпер = 0,04 м - высота переливной перегородки; μх = 1,0 мПа∙с - вязкость воды при 20 ºС m = 0,05 - 4, 6hпер = 0,05 - 4,6∙0,04 = -0,134 q = L/Lc = 0,00614/0,84 = 0,0073 м3/м∙с Q = L/ρж = 3,436/998 = 0,0034 м3/с - объемный расход воды h0= 0,787∙0,00730,2∙0,040,56∙4,65-0,134[1 - 0,31exp (-0,11∙1,0)] = 0,03 г Плотность орошения: U = L/ρжSк где Sк = 0, 785d2 - площадь колонны; U= 6,14/1000∙0,785∙1,02 = 0,0078 м3/м2∙с Газосодержание барботажного слоя: ε = Fr0, 5/(1+Fr0, 5), где Fr - критерий Фруде: Fr = w2/gh0 = 4,652/9,8∙0,03 = 73,5 ε= 73,50,5/(1+73,50,5) = 0,9 В'язкість воздуха при 20C  , ,де 0 = 17,310-6 Пас – вязкость воздуха при 0 С , c = 124 – дополнительный коэффициент.  = 17,310-6(273+124)/(293+124)(293/273)3/2 = 18,310-6 Пас = 17,310-6(273+124)/(293+124)(293/273)3/2 = 18,310-6 ПасВязкость аммиака при 20 С  где 0 = 9,1810-6 Пас – вязкость воздуха при 0 С c = 626 – дополнительный коэффициент  = 9,1810-6(273+626)/(293+626)(293/273)3/2 = 9,9810-6 Пас = 9,1810-6(273+626)/(293+626)(293/273)3/2 = 9,9810-6 ПасВязкость газовой смеси находим из соотношения  , , МВ = 17 кг/моль – мол. масса NH3; МА = 29 кг/моль – мол. масса воздуха 27,68 / см = 170,11/9,9810-6 + 290,89/18,310-6, откуда ст = 17,310-6 Пас Коэффициент дифузии. Коэффициент диффузии аммиака в воздухе:  = 17,010-60,1(293/273)3/2/0,1 = 18,710-6 м2/с, = 17,010-60,1(293/273)3/2/0,1 = 18,710-6 м2/с,D0 = 17,010-6 м2/с – коэффициент диффузии при стандартних условиях . Коеффициент диффузии амиака в воде: Dж = 1,810-9 м2/с. Коеффициент массоотдачи в редкой фазе: βжf = 6,24∙105Dж0,5[U/(1–ε)]0.5h0[μг/(μг+μж)]0,5 =6,24∙105∙(1,810-9)0,5 х [0,0078/(1–0,9)]0.5∙0,03 [17,3/(17,3+1000)]0,5 = 0,029 м/с βжf = 0,029∙ρж = 0,029∙1000 = 29 кг/м2∙с. Коеффициент массоотдачи в газовой фазе: βгf = 6,24∙105Dг0,5(w/ε)0.5h0[μг/(μг+μж)]0,5 = 6,24∙105∙(18,710-6)0,5(4,65/0,9)0.5 х х 0,03[17,3/(17,3+1000)]0,5 = 24 м/с βгf = 24∙ρг = 24∙1,15 = 27,6 кг/м2∙с. Коеффициент масопередачи: Kyf = 1/(1/βгf + m/βжf) = 1/(1/27,6+1,97/29) = 9,62 кг/м2∙с где m = 1,97 – коеффициент распределения, равный тангенсу угла наклоналу равновесной линии. Движущая сила процесса масопередачи: Δ  м = к = 0,0036 кг/кг м = к = 0,0036 кг/кгΔ б = н – рн = 0,072 – 0,046 = 0,026 кг/кгΔ ср = ( б – м)/ln( б/ м) =(0,026 – 0,0036)/ln(0,026/0,0036) = 0,0113 кг/кгЧисло тарелок в абсорбере: Сумарная поверхность тарелок F = M/KyfΔ cp = 0,274/4,86∙0,0145 = 2,51 м2Рабочая площадь тарелки: f = φ0,785d2 = 0,0769∙0,785∙1,02 = 0,0604 м2 где φ = 7,69% - относительно свободный перерез тарелки. Необходимое число тарелок: n = F/f = 2,51/0,0604 = 42 шт. Висота колоны: Висота сепарационого пространства:  де f – поправочный множитель f = 0,0565(ρж/σ)1,1 0,1 = 8,5·10-5·0,565·(1000/72)1,1·4,652,15/hc2.5 hc = 0,223 Расстояние между тарелками h = h0 + hc = 0,03 + 0,223 = 0,253 м Вибираем расстояние между тарелками абсорбера h = 0,3 м. Тогда высота тарельчатой части абсорбера: Нт = h·(n-1) = (42 – 1)·0,3 = 12,3 м Принимаем расстояние между верхней тарелкой и крышкой абсорбера 1,6 м, расстояние между нижней тарелкой и дном абсорбера 2,8 м. Тогда общая высота абсорбера будет равна: На = Нт+Zв+Zн = 12,3 + 1,6 + 2,8 = 16,7 м Гидравличний расчет Гидравлическое сопротивление сухой тарелки: ΔРс = ζw2ρг/2φ2, де ζ = 3,6 – коеффициент сопротивления тарелки; φ = 0,0769 – относительно свободный переріз тарелки. ΔРс = 3,6∙4,652∙1,15/2∙0,07692 = 7460 Па Гидравлическое сопротивление газорідкого шара: ΔРм = ρжgh0 = 1000∙9,8∙0,03 = 294 Па Гидравлическое сопротивление обусловленное силами поверхностного натяжения: ΔРσ = 4σ/d = 4∙0,072/0,005 = 58 Па где σ = 0,072 Н/м – поверхностное натяжение воды; d = 0,005 м – диаметр отверстия. Полное сопротивление тарелки: ΔРт = ΔРс+ΔРσ+ΔРм = 7460+58+294 = 7812 Па Полное сопротивление колонны: ΔР = 7812∙42 = 17920 Па Конструкторский расчет Толщина обечайки:  = 1,00,1/21380,8 + 0,001 = 0,006 м, = 1,00,1/21380,8 + 0,001 = 0,006 м,де д = 138 МН/м2 – допустимое напряжение, = 0,8 – коеффициент ослабления из- за сварного шва, Ск = 0,001 м – поправка на корозию. Согласно рекомендациям принимаем толщину обечайки = 16 мм. Днище. Распространенные в химическом машиностроении элиптические отбортованые днища по ГОСТ 6533 – 78, толщина стенки днища 1 = = 16 мм.  Масса днища mд = 74,3 кг. Объем днища Vд = 0,162 м3. Фланцы. Соединения обечайки с днищами осуществляются с помощью плоских приварных фланцев по ОСТ 26–428–79:  Штуцера. Принимаем скорость жидкости в штуцере w = 1 м/с, а для газовой смеси w = 25 м/с, тогда диаметр штуцера для входа и выхода воды: d1,2 = (6,14/0,78511000)0,5 = 0,088 м, принимаем d1,2 = 100 мм. диметр штуцера для входа и выхода газовой смеси: d3,4 = (0,288/0,785251,15)0,5 = 0,113 м, принимаем d3,4 = 125 мм. Все штуцера снабжаються плоскими приварними фланцами по ГОСТ 12820-80. Расчет опоры. Аппараты вертикального типа с соотношением Н/D > 5, размещаются на открытых площадках и оснащаются юбочними цилиндрическими опорами. Ориентирована масса аппарата. Масса обечайки моб = 0,785 (Dн2-Dвн2) Нобρ, где Dн = 1,032 м - внешний диаметр колонны; Dвн = 1,0 м - внутренний диаметр колонны; Ноб = 17 м - высота цилиндрической части колонны; ρ = 7900 кг/м3 - плотность стали моб= 0,785(1,0322-1,02)17•7900 = 6853 кг Общая масса колонны. Принимаем, что масса вспомогательных устройств (штуцеров, измерительных приборов, люков и т.д.) составляет 10% от основной массы колонны, тогда мк = моб + мф + 2мд= 1,1(6853+42∙80+2•74,3) = 11398 кг 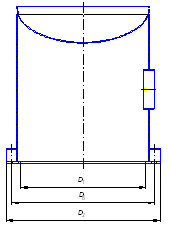 Масса колонны заполненной водой при гидроиспытании. Масса воды при гидровиспытании: мв = 1000 (0, 785D2Hц.об + 2Vд) = 1000(0,785•1,02•17 + 2•0,162) = 13669 кг Максимальный вес колонны: mmax = мк + мв = 11398 +13669 =25067 кг = 0,246 МН Принимаем внутренний диаметр опорного кольца D1 = 0,94 м, наружный диаметр опорного кольца D2 = 1,1 м. Площадь опорного кольца: А = 0,785 (D22 - D12) = 0,785(1,102 - 0,942) = 0,259 м2 Удельная нагрузка опоры на фундамент = Q/A = 0,216/0,256 = 0,97 МПа < [] = 15 МПа – для бетонного фундамента. Заключение В данной работе был рассчитан абсорбер с клапаними тарелками для извлечения аммиака из его смеси. Целью проекта является подбор контактных устройств, которые обеспечивают непрерывную взаимодействие стекающей вниз жидкости и поднимающегося вверх газа. Для извлечения аммиака из его смеси в качестве поглотителя использовалась вода, так как вода является наиболее выгодным с экономической и химической точки зрения поглотителем. В ходе проектирования был выполнен технологический расчет, а именно: - материальный баланс тарельчатой колонны; - конструктивный расчет аппарата. В материальном балансе данного абсорбера была определена расход поглотителя. В конструктивном расчета был осуществлен подбор стандартных элементов: выбор днища и крышки, расчет штуцеров, диаметр которых 100 и 125 мм, рассчитанная масса колонны и выбрана опора для нее, определен число тарелок, равна 42. А также определены основные габаритные розиіри аппарата: диаметр колонны - 1000 мм, высота цилиндрической части равна 16700 мм. Литература 1 Краткий справочник физико-химических величин. М., «Химия», 1967 г. 2 Основные процессы и аппараты химической технологии, пособие по проектированию под ред. Ю.И. Дытнерского. М., «Химия» 1991 г. 3 Расчет и проектирование массообменных аппаратов. Учебное пособие. В.Я. Лебедев и др. – Иваново, 1994 г. 4 А.А. Лащинский, А.Р. Толчинский. Основы конструирования и расчета химической аппаратуры. М, 1968 г. 5 К.Ф. Павлов, П.Г. Романков, А.А. Носков. Примеры и задачи по курсу процессов и аппаратов химической технологии. Л., «Химия», 1987 г. 6 П.Г. Романков, В.Ф. Фролов, О.М. Флисюк, М.И. Курочкина. Методы расчета процессов и аппаратов химической технологии (примеры и задачи). Л., Химия, 1993 г. 7 Г.Я. Рудов, Д.А. Баранов. Расчет тарельчато ректификационной колонны, методические указания. М., МГУИЭ, 1998 г. 8 Каталог «Емскостная стальная сварная аппаратура». М., «ЦИНТИХИМНЕФТЕМАШ», 1969 г. 9 Каталог «Кожухотрубчатые теплообменные аппараты общего и специального назначения». М., «ЦИНТИХИМНЕФТЕМАШ», 1991 г. 10 ГОСТ 12820-80 «Фланцы стальные плоские приварные на Ру от 0,1 до 2,5 Па (от 1 до25 кгс/см2). Конструкция и размеры». 11 ГОСТ 28759.4-90 «Фланцы сосудов и аппаратов стальные приварные встык под прокладку восьмиугольного сечения. Конструкция и размеры». Размещено на uniartic.ru |






