Практическая работа. Практичес-кая работа №11. Практическая работа 11 Название работы Ремонт валов Цель работы Изучение способов ремонта валов металлорежущих станков
 Скачать 225.22 Kb. Скачать 225.22 Kb.
|

|
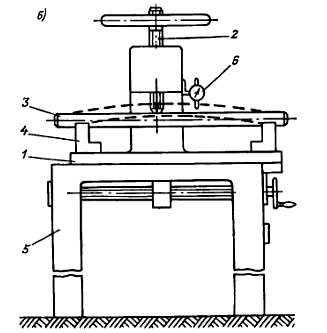
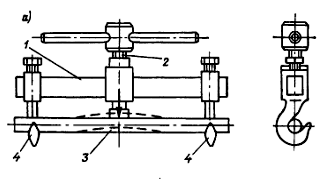
Практическая работа №11 Название работы: Ремонт валов Цель работы: 1. Изучение способов ремонта валов металлорежущих станков. 2. Получение практических навыков по ремонту валов. Общие сведения о ремонте валов В период эксплуатации у валов, осей и шпинделей изнашиваются поса-дочные шейки, шпоночные и шлицевые пазы, резьбовые поверхности, центро-вые отверстия и, кроме того, валы и оси могут быть изогнуты или скручены. Выбор способа ремонта этих деталей зависит от величины износа и имеющейся ремонтной базы. 1. Очищенный от грязи и смазки вал (ось) сначала выправляют от изгиба. Скрученные валы ремонту не подвергаются, а изготовляются заново. Meхани-ческие свойства таких валов резко ухудшены. Правку валов (осей) производят винтовыми скобами или на прессах (рис. 11.1). Валы и оси диаметром более 60 мм правят с местным нагревом.
2. После предварительной правки деталей у них зачищают центровые отверстия. Эту операцию осуществляют на токарном станке выглаживанием с помощью специального центра. Способ восстановления центровых отверстий выглаживанием эффективен и высокопроизводителен. Получаемая шерохова-тость Rа - 0,8-0,4 мкм. Однако при значительных скоростях вращения ремонти-руемой детали вследствие большого трения выделяется много тепла, из-за чего можно отжечь выглаживаемый конец вала. Поэтому при проведении этой операции торец вала нужно зачистить шкуркой и следить за нагревом его по цвету поверхности. Допустимый цвет побежалости - светло-желтый. Желтый, фиолетовый, а тем более красный цвет металла недопустимы, так как произойдут структурные превращения металла, ухудшающие механические свойства детали.
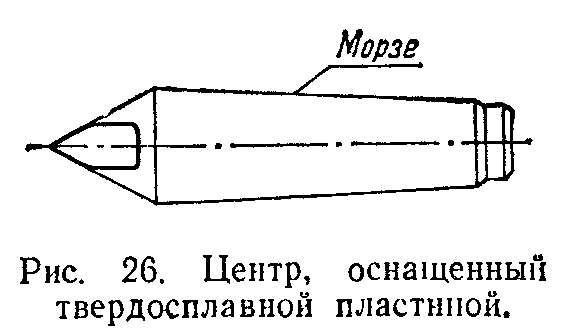
Специальные центры для выглаживания изготовляются из старых центров. Для этого рабочая часть центра отжигается и в ней фрезеруется паз. В изготовленный паз напаивается пластина из твердого сплава марки Т15К6 или другой подходящей марки. Пластина шлифуется под углом 60° вместе с основным металлом центра (рис. 11.2). Вал (ось) закрепляют одним концом в патроне токарного станка, а вторым устанавливают на люнет. В пиноль задней бабки вставляют центр с твердосплавной пластиной, включают вращение шпинделя станка и осторожно, без больших усилий, подают центр в центровое отверстие ремонтируемого вала или оси. Твердосплавная рабочая поверхность центра притирает забоины и царапины конической части центрового отверстия ремонтируемой детали, заглаживая ее поверхность. 3. После восстановления обоих центровых отверстий вал (ось) устанавливают в центра и с помощью индикатора определяют величину биения шеек детали, а затем производят окончательную ее правку. 4. Шейки валов (осей) ремонтируются различными способами, выбор которых зависит от величины их износа. У деталей со значительным износом шейки протачивают и шлифуют под очередной ремонтный размер или запрессовывают на них компенсационное кольцо, которое обтачивают и шлифуют на номинальный размер. 5. При износе шейки детали до 0,15 мм на диаметр исходный размер восстанавливают хромированием, предварительно выполнив операцию шлифования для вывода рисок и нецилидричности шейки. Шейки валов (осей) с износом более 0,2 мм на сторону восстанавливают вибродуговой наплавкой, осталиванием, электромеханическим способом, ферромагнитными порошками. При износе шеек валов (осей) более 0,3 мм на сторону применяют наплавку, металлизацию или осталивание. Выбор способа наращивания поверхностей зависит и от посадки - зазора или натяга. 6. Механическая обработка деталей после их восстановления ведется по обычной технологии, в зависимости от требований к точности и шероховатости обрабатываемых поверхностей. 7. Шпоночные пазы у валов и осей восстанавливаются различными способами. Их можно фрезеровать на следующий ремонтный размер или под нестандартную ступенчатую шпонку. Шпоночный паз можно заварить, затем надо повернуть деталь вокруг оси на 90° и фрезеровать новый паз с номинальными размерами. 8. Шлицы восстанавливают такими же способами. При малом износе шлицы хромируют. 9. Резьбы при ремонте валов и осей обычно выполняют заново с изготовлением к ним новых нестандартных гаек и болтов «по месту». Контрольные вопросы: 1. Как производят правку валов (осей)? 2. Как изготовляются специальные центры для выглаживания? 3. Как восстанавливают исходный размер при износе шейки вала до 0,15 мм на диаметр? 4. Как восстанавливают шпоночные пазы и шлицы у валов? 5. Как восстанавливают резьбовые поверхности при ремонте валов и осей? Задание №11 1. Изучить теоретическую часть практической работы. 2. Написать ответы на контрольные вопросы. 3. Выбирать способ восстановления изношенных поверхностей вала: износ резьбы, износ место под подшипник. |