Сварка под флагом 15. Практическая работа Внешние дефекты сварных соединений и определение причин их возникновения Цель работы
 Скачать 2.51 Mb. Скачать 2.51 Mb.
|

|
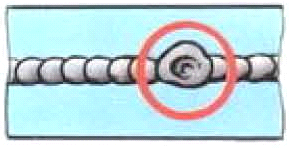
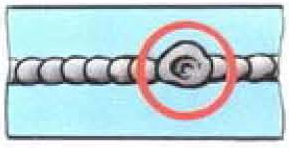
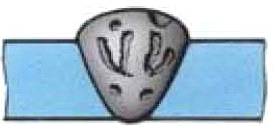
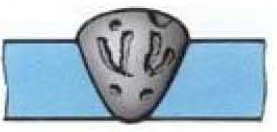
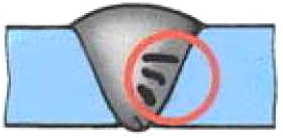
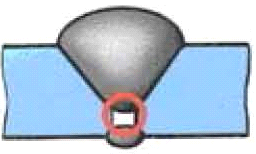
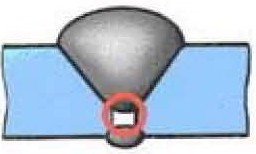
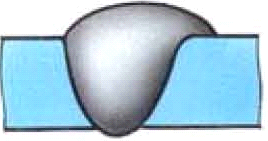
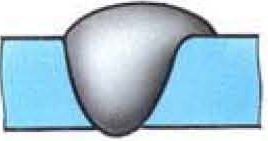
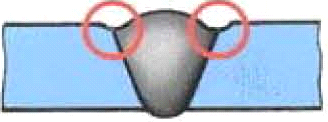
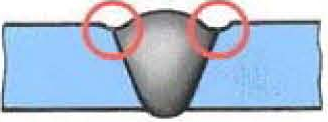
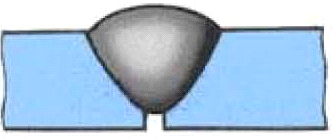
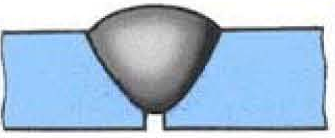
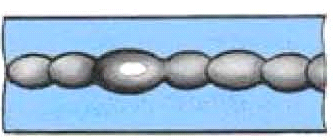
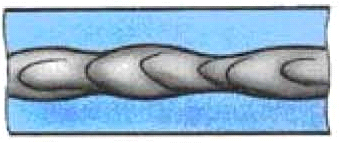
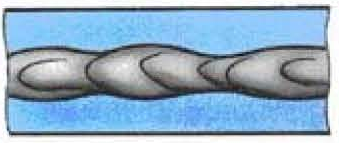
Практическая работа Внешние дефекты сварных соединений и определение причин их возникновения Цель работы: Формирование практических умений определение дефектов сварных соединений и причины их возникновения. В конце выполнения практической работы студенты будут: Знать внешние виды дефектов и причины их возникновения Теоретические основы Дефекты сварных соединений и причины их образования К дефектам сварных соединений относятся различные отклонения от установленных норм и технических требований, которые уменьшают прочность и эксплуатационную надежность сварных соединений и могут привести к разрушению всей конструкции. Наиболее часто встречающиеся дефекты сварных соединений можно разделить на следующие основные группы: дефекты формы и размеров сварных швов; дефекты макро- и микроструктуры; деформации и коробление сварных конструкций. Дефекты формы и размеров сварных швов Обычно форма и размеры швов устанавливаются стандартами, правилами и нормами, техническими условиями и указывается на рабочих чертежах. При сварке плавлением наиболее частыми дефектами сварных соединений являются: неполномерность шва; неравномерная его ширина и высота крупная чешуйчатость, бугристость, наличие седловин. При автоматической сварке дефекты возникают вследствие колебания напряжения в сети, проскальзывания проволоки в подающих роликах, неравномерной скорости сварки из-за люфтов в механизме передвижения, неправильного угла наклона электрода, протекания жидкого металла в зазор. При ручной и полуавтоматической сварках дефекты могут быть вызваны недостаточной квалификацией сварщика, нарушением технологических приемов, плохим качеством электродов и других сварочных материалов. Для сварки давлением (например, точечной) характерными дефектами является неравномерный шаг точек, глубокие вмятины, смещение осей стыкуемых деталей. Нарушение формы и размеров шва зачастую свидетельствует о наличии таких дефектов (образцы), как наплывы(натеки), подрезы, прожоги. Наплывы (натеки) образуются чаще всего при сварке горизонтальными швами вертикальных поверхностей в результате натекания жидкого металла на кромки холодного основного металла. Они могут быть местными, в виде отдельных застывших капель, или же иметь значительную протяженность вдоль шва. Причинами возникновения наплывов является: большая величина сварочного тока, длинная дуга, неправильное положение электрода, большой угол наклона изделия при сварке на подъем и спуск. В кольцевых швах наплывы образуются при недостаточном или излишнем смещении электрода от зенита. В местах наплывов часто выявляются непровары, трещины и другие дефекты. Подрезы представляют собой углубления (канавки), образующиеся в основном металле вдоль края шва при завышенном сварочном токе и длинной дуге, так как в этом случае увеличивается ширина шва и сильнее оплавляются кромки. При сварке угловыми швами подрезы возникают в основном из-за смещения электрода в сторону от вертикальной стенки, что вызывает значительный разогрев, плавление и стекание металла на горизонтальную полку. В результате на вертикальной полке появляются подрезы, а на горизонтальной – наплывы. При газовой сварке подрезы образуются из-за повышенной мощности сварочной горелки. Подрезы приводят к ослаблению сечения основного металла и могут явиться причиной разрушения сварного соединения. Прожоги – это проплавление основного или наплавленного металла с возможным образованием сквозных отверстий. Они возникают вследствие недостаточного притупления кромок, большого зазора между ними, завышенного сварного тока или мощности горелки при невысоких скоростях сварки. Особенно часто прожоги наблюдаются в процессе сварки тонкого металла и при выполнении первого прохода многослойного шва. Кроме того, прожоги могут иметь место в результате поджатия флюсовой подушки или медной прокладки (автоматическая сварка), а также при увеличении продолжительности сварки, малом усилии сжатия и наличии загрязнений на поверхностях свариваемых деталей или электродах (точечная и шовная контактные сварки). Незаваренные кратеры образуются в случае резкого обрыва дуги в конце сварки. Они уменьшают сечение шва и могут явиться очагами образования трещин. Дефекты макроструктуры. К дефектам макроструктуры, выявляемым при увеличении не более чем в 10 раз, относятся газовые поры, шлаковые включения, непровары, трещины. Газовые поры образуются в сварных швах вследствие быстрого затвердевания газонасыщенного расплавленного металла, при котором выделяющиеся газы не успевают выйти в атмосферу. Трещина сварного соединения - дефект сварного соединения в виде разрыва сварном шве и (или)прилегающих к нему зонах. Трещина являются наиболее опасными дефектами сварного шва и могут быть микро или макроскопическими, а в зависимости от условий их образования-горячими или холодными. Непровар – этот дефект в виде несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков сварного шва. Порядок выполнения работы Ознакомьтесь с теоретическим материалом Заполните таблицу
Сделайте вывод Оформление результатов работы Напишите отчет, в котором укажите название и цель работы. Сформулируйте выводы по результатам работы. КОНТРОЛЬНЫЕ ВОПРОСЫ Назовите основные виды дефектов сварных соединений. Что является причиной возникновения дефектов сварных соединений? В каких случаях могут образоваться дефекты и как их можно избежать? Литература В.И.Маслов «Сварочные работы» Г.Г.Чернышов «Сварочное дело» М.В.Ханапетов «Контроль качества сварных соединений» НК сварных швов, выполненных сваркой плавлением. Визуальный контроль.EN970:1997 . Таб. 1 Дефекты сварных швов и соединений
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||