Расчет и анализ длительности производственного процесса
 Скачать 165.66 Kb. Скачать 165.66 Kb.
|

|
МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ОБРАЗОВАНИЯ НОВОСИБИРСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ Кафедра менеджмента  Лабораторная работа №2 Вариант - 4 Тема: Расчет и анализ длительности производственного процесса
Новосибирск 2021 Цель: изучить принципы организации и управления движением предметов труда в пространстве и во времени; освоить методы расчета длительности производственного цикла. Задачи: - закрепление теоретических знаний по теме организация производственного процесса во времени и пространстве; - изучение методики и приобретение навыков расчета длительности производственного цикла; - приобретение навыков построения графиков длительности производственного цикла. Ход работы: Таблица 1 – Исходные данные
Также известно, что: 1) число календарных дней в плановом периоде – 31 дн. 2) число рабочих дней в плановом периоде – 22 дн. 3) режим работы односменный, продолжительность рабочей смены – 8 час. 4) средняя продолжительность одного межоперационного перерыва равна 30 мин. 5) время естественных процессов – 1,5 час. Последовательный вид движения  ч, ч, ч. ч. -длительность технологического цикла -длительность технологического циклаn – число (партия) обрабатываемых деталей, шт.; m – число операций технологического процесса; tштi – время обработки одной детали на операции, час. qi – количество рабочих мест (станков) на i–ой операции. 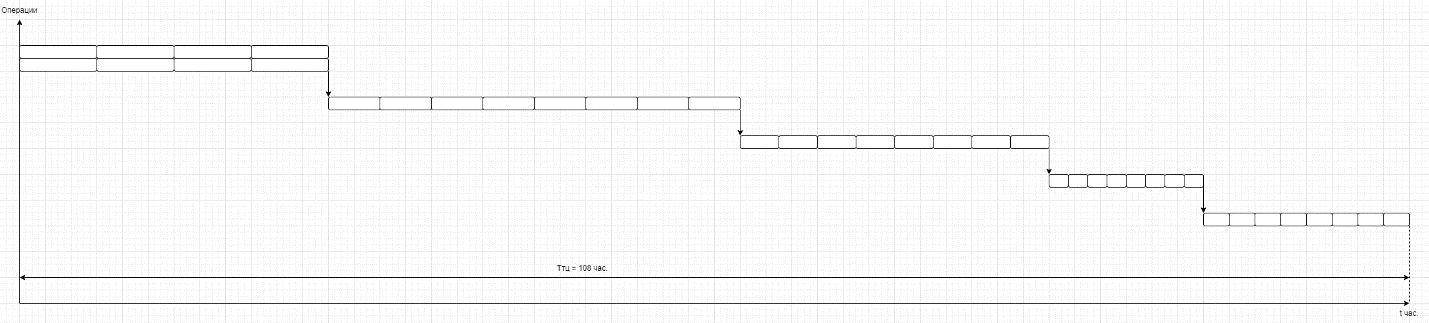 Рисунок 1 - График технологического цикла при последовательном движении предметов труда по операциям. (1 клетка = 2 часа) Параллельный вид движения   = 51 ч. = 51 ч.где - длительность технологического цикла;n – число (партия) обрабатываемых деталей, шт.; m – число операций технологического процесса; tштi – время обработки одной детали на операции, час.; qi – количество рабочих мест (станков) на i–ой операции; р – величина транспортной партии, шт. 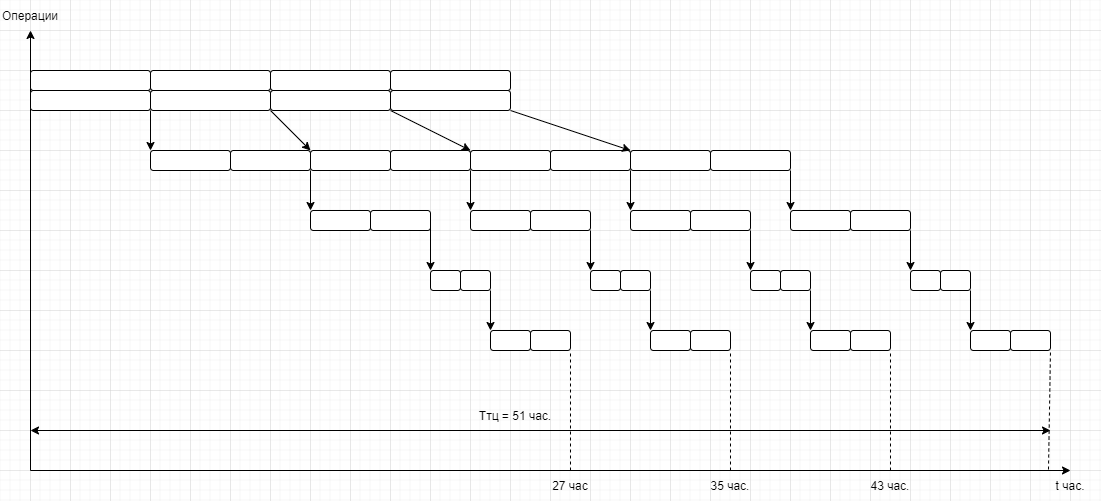 Рисунок 2 – График технологического цикла при параллельном виде движения предметов труда по операциям. (1 клетка = 2 часа) Параллельно-последовательный вид движения   54 ч. 54 ч.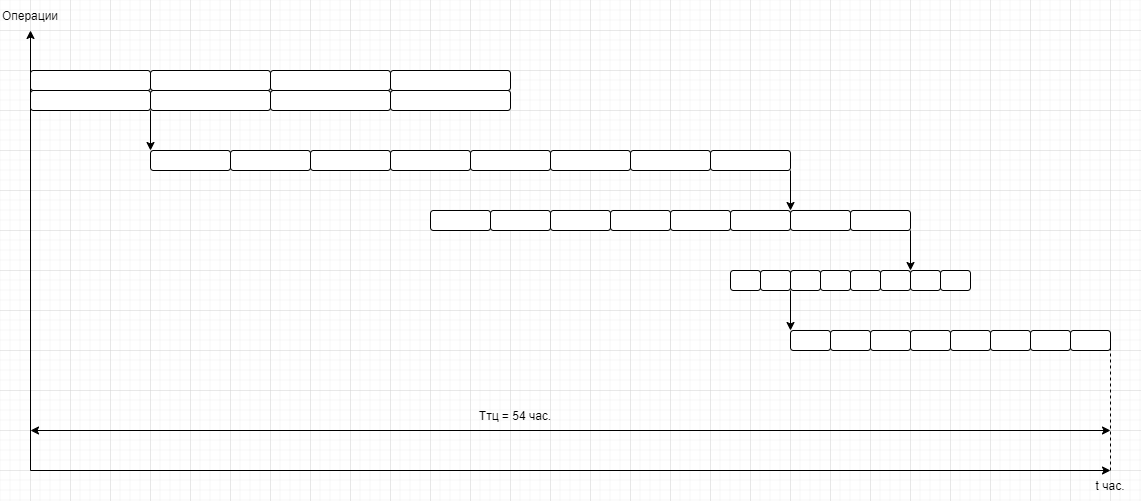 Рисунок 3 – График технологического цикла при параллельно-последовательном виде движения предметов труда по операциям. Длительность производственного цикла  ), где ), где Дк – число календарных дней в плановом периоде; Др – число рабочих дней в плановом периоде; Ксм – число рабочих смен в день; tсм – продолжительность рабочей смены, час. tмо – средняя продолжительность одного межоперационного перерыва, час. Те – время естественных процессов. Последовательный вид движения  Параллельный вид движения  Параллельно-последовательный вид движения  Наиболее быстрым является параллельный вид движения по операциям. На производство партии, состоящей из 5 операций, затрачивается 51 час. Контрольные вопросы Производственный процесс — это совокупность всех действий людей и орудий труда, осуществляемых на предприятии для изготовления конкретных видов продукции. Принцип дифференциации – разделение производственного процесса на отдельные части (процессы, операции) и их закрепление за соответствующими подразделениями предприятия. Принцип специализации – заключается в закреплении за каждым производственным подразделением — цехами, бригадами, отдельными рабочими местами выполнения однородных технологических процессов или ограниченной номенклатуры изделий с соблюдением их конструктивно-технологической однородности. Принцип пропорциональности - заключается в обеспечении относительно равной пропускной способности всех производственных подразделений цехов основного и вспомогательного производства, участков, линий, групп оборудования и рабочих мест на операциях Принцип параллельности – предполагает одновременное параллельное выполнение отдельных частей производственного процесса. Принцип прямоточности – прямолинейный и кратчайший путь движения каждой детали или сборочной единицы по рабочим местам, участкам и цехам. Принцип непрерывности – максимальное сокращение перерывов между операциями. Принцип ритмичности – все частичные процессы и производственный процесс в целом по изготовлению определенного количества изделий повторяется через строго установленные периоды времени. Принцип гибкости – мобильный переход на выпуск другой продукции, входящей в производственную программу предприятия или на выпуск новой продукции при освоении её производства. Принцип автоматичности – при которой все частичные процессы и производственный процесс в целом выполняется машинами и механизмами под контролем человека. Принцип профилактики – направлен на предотвращение отклонений от нормального хода производственного процесса. Длительность производственного цикла – отрезок времени между началом и окончанием производственного процесса и изготовления одного изделия/партии. Структура производственного цикла включает время трудовых, естественных процессов и время перерывов. Технологический цикл (ТЦ) – время выполнения тех. операций в производственном цикле. Операционный цикл (ОЦ) – время выполнения, затрачиваемое на подготовительно-заключительные работы и технологические операции. Транспортная партия – количество (объем) продукции, которая должна быть обработана на рабочем месте прежде, чем будет отправлена на следующее рабочее место. Передаточная партия – это небольшая часть всей партии или отдельные штуки, которые имеют независимое от всей партии движение в процессе обработки; При последовательном виде движения, каждая последующая операция начинается после окончания обработки всей партии на предыдущей операции. Длительность цикла изготовления партии деталей по всем операциям при последовательном виде движения равна сумме операционных циклов:  При параллельном виде движения отдельные изделия или одинаковые передаточные партии после их обработки на предыдущей операции немедленно передаются на последующую независимо от непрерывности работы на каждом рабочем месте. Длительность производственного цикла при параллельном виде движения можно определить продолжительностью максимального операционного цикла и добавлением к этой величине времени обработки одной передаточной партии (р) на всех операциях:  Параллельно-последовательный вид движения партии деталей по операциям характеризуется следующими признаками: 1) передача партии деталей с операции на операцию производится поштучно или частями (передаточными партиями); 2) начало обработки партии деталей на каждой операции планируется так, чтобы обеспечить непрерывность обработки всей партии на операции; 3) обеспечивается параллельность обработки партии деталей на отдельных операциях. 1. Последовательный Преимущества: - простота организации - широкое применение в единичном и серийном производстве при партионной обработке деталей и сборке узлов Недостатки - большая продолжительность технологического цикла 2. Параллельный Преимущества: - детали одной и той же партии изготавливаются параллельно на всех операциях. - самая короткая продолжительность производственного цикла при относительно простой организации Недостатки: - во всех операциях, кроме главной, возникают перерывы в работе оборудования и перерывы в работе персонала 3. Параллельно-последовательный Преимущества: - более короткая продолжительность по сравнению с циклом последовательным Недостатки: - Очень сложная организация Производственный цикл изделия или сборочной единицы называется сложным. При изготовлении сложной продукции в состав производственного цикла включается также время сборки изделия, его регулировки, обкатки, испытания, приемки. В сложном производственном процессе могут использоваться все рассмотренные выше виды движения предметов труда по операциям: последовательный, параллельный и последовательно-параллельный. Рассчитывается на основе циклового графика сборка изделия. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||