Разъемные и неразъемные соединения деталей
 Скачать 351.39 Kb. Скачать 351.39 Kb.
|

|
МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ ФГБОУ ВО «Рязанский государственный радиотехнический университет» имени В.Ф. Уткина Кафедра «Информационные технологии в графике и дизайне» ПОЯСНИТЕЛЬНАЯ ЗАПИСКА К КУРСОВОМУ ПРОЕКТУ на тему «Разъемные и неразъемные соединения деталей» Студенты: Кирюшкина Дарья Анатольевна, Способова Юлия Павловна Руководитель проекта: доцент Наумов Д.А. Рязань, 2022г. Задание проекта Введение 1 Разъемные и неразъемные соединения деталей. 1.1 Соединения разъёмные Разъемные соединения – соединения, повторная разборка и сборка которых возможна без повреждения составных частей (соединение при помощи резьбы, шпонок, шлицев, штифтов и др.). (см. прил. А) 1.2 соединения неразъёмные Неразъемные соединения – соединения, предназначенные для постоянной связи составных частей изделия, которые нельзя разобрать без повреждения составных частей (соединение при помощи сварки, пайки, заклепок, склеивания и т.д.). (см. прил. Б) 2 Общие сведения о резьбе В основе образования резьбы лежит винтовое движение некоторого профиля, совершающего одновременно поступательное и вращательное движение относительно прямой, называемой осью винтового движения. Если движение совершает точка, то ее пространственную траекторию называют винтовой линией или Цилиндрическая винтовая линия образуется равномерным движением точки вдоль образующей цилиндра вращения, равномерно вращающейся вокруг оси цилиндра. Коническая винтовая линия образуется равномерным движением точки вдоль образующей конической поверхности, равномерно вращающейся вокруг оси конуса. Винтовое движение может быт правым или левым, соответственно винтовая линия будет правой или левой. Резьбой называется поверхность, образованная при винтовом перемещении некоторого плоского контура по цилиндрической или конической поверхности, таким образом, что плоскость контура всегда проходит через ось поверхности вращения. Форма плоского контура, образующего резьбу, определяет профиль резьбы. В зависимости от формы профиля резьба может быть треугольной, квадратной, трапецеидальной, круглой. Часть резьбы, образованную при одном повороте профиля вокруг оси, называют витком. При этом все точки производящего профиля перемещаются параллельно оси на одну и ту же величину, называемую ходом резьбы. Резьбу, образованную движением одного профиля, называют однозаходной (рисунок 2, а), образованную движением двух, трех одинаковых профилей и более – многозаходной (рисунок 2, б). 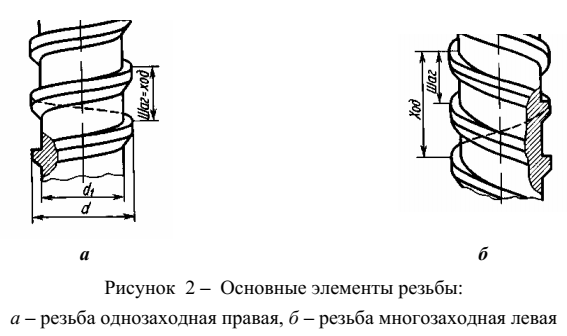 Рисунок 2 – Основные элементы резьбы: а – резьба однозаходная правая, б – резьба многозаходная левая Шагом резьбы Р называют расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы. У однозаходной резьбы ход равен шагу, а у многозаходной ход равен шагу, умноженному на число ходов. Винтовая линия бывает правой и левой, поэтому резьба образуется правой (рисунок 2, а) или левой (рисунок 2, б)). Размер резьбы определяется наружным диаметром профиля, который называют номинальным диаметром d резьбы. 2.1 Классификация резьбыРезьбы классифицируют: по форме профиля: треугольные, прямоугольные, трапецеидальные и др.; по форме поверхности, на которой нарезана резьба: цилиндрические, конические; по расположению резьбы на поверхности стержня или отверстия: наружные и внутренние; по направлению винтовой поверхности: левые и правые; по числу заходов: однозаходные и многозаходные; по назначению: крепежные, ходовые, специальные. Классификация резьбы приведена на рисунке 3. 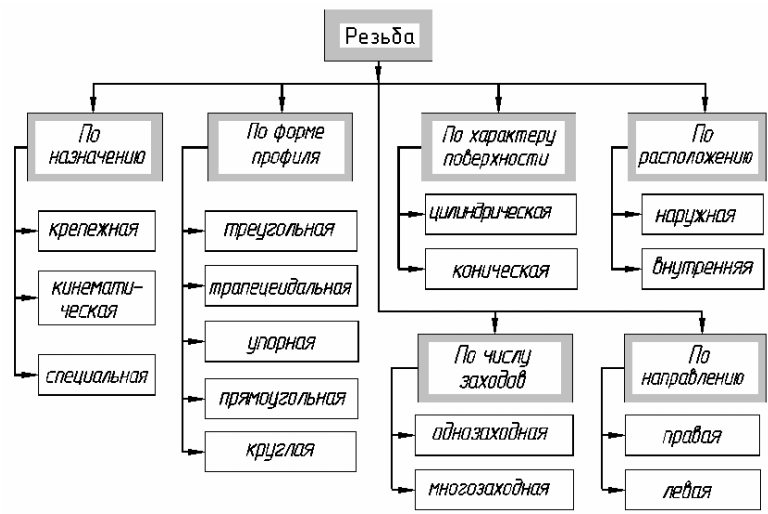 Рисунок 3 – Классификация видов резьбы 2.2 Основные виды резьбыВсе резьбы, используемые на практике, можно разделить: стандартные – резьбы с установленными стандартами параметрами (профилем, шагом, диаметром и соотношениями между ними); нестандартные (специальные) – резьбы, выполняемые по размерам, заданным конструктором (прямоугольная и квадратная). Цилиндрические и конические резьбы общего назначения стандартизованы. Для них в ГОСТ 11708-82 даны общие определения и определения основных параметров, приведены формы профилей, а также указаны номера стандартов на основные размеры. Резьбу на стержне изображают сплошными основными линиями по наружному диаметру резьбы и сплошными тонкими по внутреннему диаметру на всю длину резьбы, включая фаску. На видах, полученных проецированием на плоскость, перпендикулярную оси стержня, по внутреннему диаметру резьбы проводят дугу сплошной тонкой линией, приблизительно равную 3/4 окружности и разомкнутую в любом месте (рисунок 4, а). 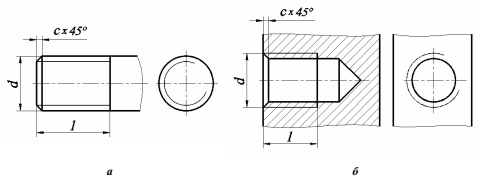 Рисунок 4 – Изображение резьбы на чертежах: а – наружная резьба, б – внутренняя резьба Резьбу в отверстии изображают сплошными толстыми основными линиями по внутреннему диаметру и сплошными тонкими по наружному диаметру (рисунок 4, б). Расстояние между линиями, изображающими наружный и внутренний диаметр резьбы не должно быть менее 0,8 мм и не более шага резьбы. Резьбу, показываемую как невидимую, изображают штриховыми линиями одной толщины по наружному и внутреннему диаметру (рисунок 5).  Рисунок 5 – Изображение резьбы, показываемой как невидимой Границу резьбы на стержне и в отверстии проводят в конце полного профиля резьбы сплошной основной линией (или штриховой, если резьба изображена как невидимая), которую проводят до наружного диаметра резьбы (рисунок 4). Штриховку в разрезах и сечениях проводят до линии наружного диаметра резьбы на стержнях (рисунок 6, а) и до линии внутреннего диаметра в отверстии (рисунок 6, б), т.е. в обоих случаях до сплошной основной линии. 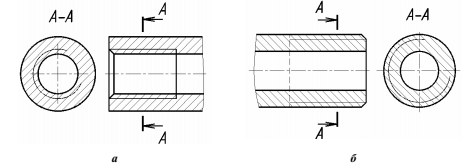 Рисунок 6 – Изображение резьбы в разрезах и сечениях: а – резьба в отверстии (внутренняя), б – резьба на стрежне (наружная) На торце резьбового стержня или отверстия выполняется фаска – срезанная в виде усеченного конуса кромка цилиндрического стержня или отверстия. Фаска способствует центрированию режущего инструмента при нарезании резьбы, облегчает соединение деталей. Фаску обозначают сх45° и выбирают ее размеры по ГОСТ 10549-80. Обычно линейный размер фаски примерно равен шагу резьбы. Размерную линию при простановке размера проводят параллельно оси детали. Фаски на стержне с резьбой и в отверстии с резьбой, не имеющие специального конструктивного назначения, в проекции на плоскость, перпендикулярную оси стержня или отверстия, не изображают. 2.3 Обозначение резьбыСтандарты, устанавливающие параметры той или иной резьбы, предусматривают также ее условное обозначение. Обозначение резьбы включает ее основные параметры: вид поверхности, тип резьбы, размер, число заходов, шаг, направление. Вид поверхности указывается только для конической резьбы (перед обозначением ставится буква К). Если вид не указан, резьба выполняется на цилиндрической поверхности. Резьба каждого типа имеет свое условное обозначение: М – метрическая; G – трубная цилиндрическая; R – наружная трубная коническая; Rc – внутренняя трубная коническая; S – упорная; Tr – трапецеидальная. Примеры обозначения резьб: метрической левой двузаходной с номинальным диаметром 24 мм и шагом 1,5 мм: 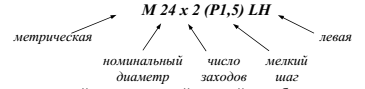 метрической однозаходной правой резьбы с мелким шагом 1,5 мм: М24х1,5; метрической однозаходной правой резьбы с крупным шагом: М24. 3 Соединение деталей с помощью крепежных изделийК крепежным резьбовым изделиям относятся болты, шпильки, гайки, винты и фитинги. С их помощью осуществляются неподвижные разъемные соединения деталей машин и механизмов. Болт представляет собой цилиндрический стержень с головкой на одном конце и резьбой для гайки на другом. Головки болтов бывают различной формы, которая устанавливается соответствующим стандартом. Наибольшее применение в машиностроении имеют болты с шестигранной головкой (нормальной точности) ГОСТ 7798 - 70. Гайка представляет собой призму или цилиндр со сквозным (иногда глухим) резьбовым отверстием для навинчивания на болт или шпильку. По своей форме гайки бывают шестигранные, квадратные, круглые, гайки-барашки и др. Шестигранные гайки подразделяются на обыкновенные, прорезные и корончатые; нормальные, низкие, высокие и особо высокие; с одной и двумя фасками. Наибольшее применение в машиностроении имеют обыкновенные шестигранные гайки (нормальной точности) по ГОСТ 5915-70. Шпилька представляет собой цилиндрический стержень с резьбой на обоих концах. Та часть шпильки, которая ввинчивается в резьбовое отверстие детали, называется ввинчиваемым (посадочным) концом, а часть, на которую надеваются присоединяемые детали, шайба и навинчивается гайка, называется стяжным концом. Длина ℓ1 ввинчиваемого конца шпильки зависит от материала детали, в которую она ввинчивается. Конструкция и размеры шпилек регламентированы ГОСТ 22032-76 ... ГОСТ 22043-76. Соединение болтом. Скрепление двух или большего количества деталей при помощи болта, гайки и шайбы называется болтовым соединением. Для прохода болта скрепляемые детали имеют гладкие, т.е. без резьбы, соосные цилиндрические отверстия несколько большего диаметра, чем диаметр болта. На конец болта, выступающий из скрепленных деталей, надевается шайба и навинчивается гайка. На сборочных чертежах допускается упрощенное изображение болтового соединения, вид которого приведен на рисунке 10. В этом случае изображение строится не по действительным размерам, а по приближенным относительным размерам в зависимости от номинального диаметра резьбы d. 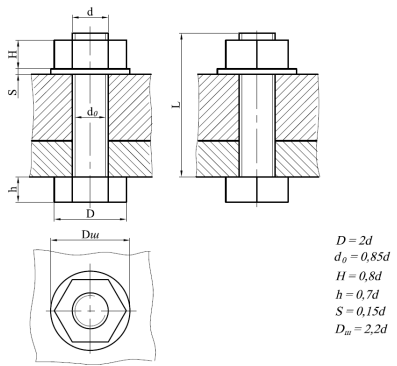 Рисунок 10 – Упрощенное изображение болтового соединения В данной расчетно-графической работе болтовое соединение вычерчивается упрощенно. Из размеров на чертеже проставляются только диаметр резьбы и длина болта. 3.1 Соединение шпилькойСоединение двух или большего количества деталей осуществляется при помощи шпильки, гайки и шайбы. Такое соединение используют вместо болтового, когда изготовлять сквозное отверстие в одной из соединяемых деталей нецелесообразно из-за значительной ее толщины или из-за отсутствия места для головки болта. Длину ℓ1 ввинчиваемого (посадочного) конца шпильки выбирают в зависимости от материала детали по таблице стандарта. Сначала отверстие под шпильку высверливают, затем снимают фаску, после чего нарезают резьбу (гнездо под шпильку). На стяжной конец шпильки надевают другие, скрепляемые с первой, детали, имеющие гладкие соосные цилиндрические отверстия большего диаметра, чем диаметр шпильки. На конец шпильки, выступающий из скрепляемых деталей, надевают шайбу и навинчивают гайку (рисунок 11). 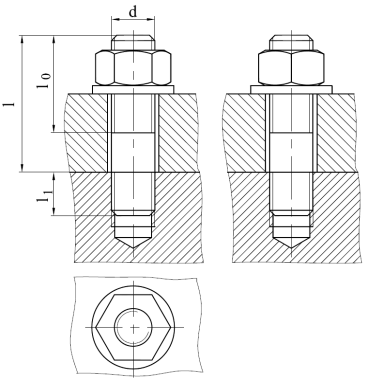 Рисунок 11 – Изображение шпилечного соединения При вычерчивании соединения шпилькой конструктивные размеры шпильки, гайки и шайбы выбираются из соответствующих стандартов. При выборе шпильки необходимо обратить внимание на то, что длина ℓ1 ввинчиваемого (посадочного) конца зависит от материала детали, в которую она ввинчивается: 1) ℓ1 = d для стальных, бронзовых, латунных деталей и деталей из титановых сплавов; 2) ℓ1 = 1,25d для деталей из ковкого и серого чугуна; 3) ℓ1 = 2 d для деталей из легких сплавов, где d - наружный диаметр резьбы шпильки. Размеры гнезда под шпильку принимаются в зависимости от размеров ввинчиваемого конца самой шпильки (рисунок 12). Гнездо высверливается диаметром d0, равным внутреннему диаметру резьбы (≈0,85d). При этом глубина сверления должна быть больше длины ввинчиваемого конца шпильки при мерно на половину номинального диаметра резьбы: H1 ≈ ℓ1+0,5d. Глубина нарезания резьбы в отверстии на четверть больше длины ввинчиваемого конца шпильки: H2 ≈ ℓ1+0,25d. Изображение неразъемных соединений3.2 Соединения сварныеСварка - процесс получения неразъемного соединения посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместном действии того и другого. Существуют различные виды сварки. Основные типы, конструктивные элементы, размеры и обозначения сварных соединений стандартизованы. В зависимости от расположения свариваемых деталей различают следующие виды сварных соединений: стыковое – свариваемые детали соединяются своими торцами (рисунок 13, а – е); угловое – свариваемые детали располагаются под углом, чаще всего - 90 градусов, и соединяются по кромкам (рисунок 13, и); тавровое – торец одной детали соединяется с боковой поверхностью другой детали (рисунок 13, к, л); нахлесточное – боковые поверхности одной детали частично перекрывают боковые поверхности другой (рисунок 13, ж, з). Эти соединения обозначают первыми буквами – С, У, Т, Н. Кромки деталей, соединяемых сваркой, могут быть различно подготовлены под сварку в зависимости от требований, предъявляемых к соединению: с отбортовкой кромок, без скоса кромок, со скосом одной кромки, с двумя скосами одной кромки, со скосами двух кромок. Скосы бывают симметричные и асимметричные, прямолинейные и криволинейные (рисунок 13). Швы в поперечном сечении выполняются нормальными без усиления и с усилением величиной g (рисунок 13, в, г) Тавровые, угловые и нахлесточные швы характеризуются величиной катета K треугольного поперечного сечения шва (рисунок 13, ж, и, к). По характеру расположения швы делятся на односторонние (рисунок 13, б, в, г, ж) и двусторонние (рисунок 13, д, е, з)  Рисунок 13 – Виды сварных соединений: а, б, в, г, д, е - стыковое (С); ж, з - нахлесточное (Н); и - угловое (У) На изображении сварного шва различают лицевую и обратную стороны. За лицевую сторону одностороннего шва принимают ту сторону, с которой производится сварка. Лицевой стороной двустороннего шва с несимметричной подготовкой (скосом) кромок будет та сторона, с которой производят сварку основного шва. Если же подготовка кромок симметрична, то за лицевую сторону принимают любую. Условные изображения и обозначения швов сварных соединений устанавливает ГОСТ 2.312-72. 3.3 Соединения паяные и клееные соединенияУсловные изображения и обозначения швов неразъемных со единений, получаемых пайкой и склеиванием, выполняют по ГОСТ 2.313-82. Место соединения элементов в разрезах и на видах изобража ют линией толщиной 2S , т.е. в два раза толще сплошной основной линии. Для обозначения пайки и склеивания применяют условные знаки: Знаки наносят сплошной основной линией на линии-выноске, как это показано на рисунке 16, которая проводится от изображе ния шва соединения и начинается двусторонней стрелкой (или точкой при указании невидимых плоскостей соединений).  Рисунок 16 – Изображение швов соединений: а – паяное соединение, б – клееное соединение, в – швы по замкнутому контуру Швы по замкнутой линии обозначают окружностью диамет ром от 3 до 5 мм, выполняемой тонкой линией (рисунок 16, в). 3.4 Соединения клепаныеКлепаные соединения применяют для деталей из несвариваемых материалов. Соединения образуются при соединении деталей заклепками. Заклепка представляет собой стержень круглого сечения, имеющий с одного конца головку. Форма головки может быть различна (полукруглая, плоская, полупотайная, потайная и т.д.). В соединяемых деталях выполняются отверстия, диаметр которых не сколько больше диаметра стержня заклепки. Заклепка вставляется в отверстия, и ее свободный конец расклепывается, при этом происходит осаживание стержня, который заполняет отверстия в деталях. Длина стержня L выбирается так, чтобы выступающая из деталей часть ℓ была достаточной для придания ей в процессе расклепки необходимой формы (рисунок 17).  Рисунок 17 – Основные параметры клепаного соединения По назначению заклепочные швы делят на прочные, плотные (обеспечивающие герметичность) и прочноплотные. Заклепочные швы выполняют внахлестку и встык с накладками. По расположе нию заклепок в соединениях различают однорядные и многорядные заклепочные швы. Расположение заклепок в рядах может быть шахматное и параллельное. Шагом размещения заклепок называется расстояние между осями двух соседних заклепок, измеренное параллельно кромке шва. Правила изображения и обозначений клепаных соединений изложены в ГОСТ 2.313-82. Все конструктивные элементы и раз меры шва клепаного соединения должны быть указаны на чертеже (рисунок 18).  Рисунок 18 – Изображение заклепочных швов на чертеже 4 Расчетная часть Возьмем болт с шестигранной уменьшенной и направляющим подголовком класса точности по ГОСТ 7795-70 с диаметром резьбы d = 16 мм. Размеры для болта: – размер под ключ S = 22; – высота головки H = 9; - размер D 25; - размер С= 2.5; -размер r=0.8; -диаметр подголовка d1=16; -высота подголовка h =8; -D1 ≈0,95S ≈ 21 -I0 =2d -d2-0.9d Пример условного обозначения болта диаметром 16 мм, длиной 60мм, исполнения 1, с крупным шагом резьбы: Болт М16×60 ГОСТ 7795-70. Возьмем гайку с шестигранным классом точности по ГОСТ 5915-70 с диаметром резьбы d = 14 мм. Размеры для гайки: – размер под ключ S = 22; – высота H = 11; - диаметр фаcки d1= 14; - диаметр описанной окружности D=25 -D1≈0,95S Пример упрощенного условного обозначения гайки диаметром резьбы 14 мм, исполнения 1 с крупным шагом резьбы: Гайка М14 ГОСТ 5915-70. Возьмем шпильку с ввинчиваемым концом по ГОСТ 22034-76 с диаметром резьбы d = 20 мм. Размеры для шпильки: – диаметр резьбы d=20 ; – диаметр стержня d0=20; - размер фаски с=2.5; -длина ввинчиваемого конца L1=25; -длина шпильки L=95; - длина гаечного конца L0=46 Пример условного обозначения шпильки типа с диаметром резьбы 20 мм, с крупным шагом резьбы, с длиной 95 мм: Шпилька М20×95 ГОСТ 22034-76. Возьмем плоскую шайбу по ГОСТ 11371-78 с диаметром d = 14мм. Размеры для шайбы: –диаметр шайбы внутренний d=15; - диаметр шайбы наружный D=28; -толщина S=3; Пример обозначения шайбы для диаметра стержня 14 мм: Шайба 14 ГОСТ 11371-78. ЛИТЕРАТУРА1 ЛЕВИЦКИЙ, В. С. Машиностроительное черчение и автоматизация выполнения чертежей : учеб.для вузов / В. С. Левицкий. - М. :Высш. шк. , 2004. - 434 с. 2 Инженерная графика. Конструкторская информатика в машиностроении: учебник для вузов / Г. П. Вяткин; А. К. Болтухин; С. А. Васин; А. В. Пуш. - М.: Изд-во МГТУ им. Н. Э. Баумана, 2001. - 519 с. 3 ЧЕКМАРЕВ, А. А. Инженерная графика: учебник для вузов / А. А. Чекмарев. - М. :Высш. шк., 2000. – 364 с. : ил. 4 Справочное руководство по черчению / В. Н. Богданов; И. Ф. Малежик; А. П. Верхола; Г. Е. Дмитренко; Б. Д. Коваленко; В. Н. Нигора; Р. А. Ткачук. - М. : Машиностроение, 1989. - 863 с. 5 ФЕДОРЕНКО, В. А. Справочник по машиностроительно му черчению / В. А. Федоренко; А. И Шошин; под ред. Г. Н. Попова. - Ленинград: Машиностроение, 1983. - 416 с. |