задание1 Толегенов Е. Реферат Характеристики (преимущества, недостатки, рациональные области применения) основных типов конструкций индукционных печей
 Скачать 107.22 Kb. Скачать 107.22 Kb.
|

|
МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯ РЕСПУБЛИКИ КАЗАХСТАН ВОСТОЧНО-КАЗАХСТАНСКИЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ им. Д. Серикбаева Реферат Характеристики (преимущества, недостатки, рациональные области применения) основных типов конструкций индукционных печей Вариант 22 Выполнил студент: Группы 20-ЭЛТ-3 Толегенов Е. Проверил: Торгулова Ж.М. Усть-Каменогорск 2022 год Индукционная печь Индукционная печь – это металлургическая печь, предназначенная для разогрева металла индуцированными вихревыми токами. Индукционная печь устроена так, что представляет собой наклонную конструкцию для плавного слива металла (технология индукционная). Печь сконструирована таким образом, что индукционный ток воздействует изнутри (индукционная плавка за 45 минут). Технические характеристики К основным характеристикам индукционных печей относятся: - название металла, подлежащего плавлению; - емкость в тоннах; - мощность в киловаттах; - напряжение и частота питающей сети, номинальное значение тока и число фаз. Также в технической документации указывается: температура перегрева металла, частота тока и число фаз контурной сети, производительность, скорость получения расплава и перегрева с удельным расходом электроэнергии, мощность питающего трансформатора, расход охлаждающей индуктор воды и другие данные. Применение Индукционная печь широко применяется на больших и малых предприятиях для плавки металлов (цветных и черных). В индукционных литейных печах металл или сплав нагревается до изменения своего агрегатного состояния. При этом, канальные печи, несмотря на более высокий КПД используются гораздо реже — в основном, для получения чугуна высокого качества и сплавов, температура плавления которых является относительно низкой, а также для плавления цветных металлов. Для стали такие печи не используются, так как температура ее плавления способствует сильному снижению стойкости футеровки (защитной отделки). Также нельзя плавить низкосортную породу, стружку и мелкую породу. Тигельные печи применяются гораздо чаще из-за простоты эксплуатации и более широких возможностей управления процессом, включая возможность нерегулярного и прерывистого режима работы. Они хороши как для производства большого количества литья в несколько десятков тонн, так и для небольших порций, измеряющихся десятками грамм. С помощью тигельных печей осуществляется плавка легированных сталей и прочих сплавов, для которых нужна особая чистота химического состава и однородность. Индукционные канальные печи Индукционные канальные печи выполняются со сменными индукционными единицами мощностью от 200 до 1000 кВА. Индукционные единицы мощностью до 300 кВА можно питать от индивидуальных однофазных электропечных автотрансформаторов, подключаемых к заводской подстанции на напряжение 380 В с ручной или автоматической регулировкой вторичного напряжения от 0 до 500 В. Индукционные единицы мощностью свыше 300 кВА питаются от высоковольтных электропечных трансформаторов с регулированием вторичного напряжения под нагрузкой путем переключения витков вторичной или первичной обмотки без выключения печи. Мощность таких трансформаторов от 400 до 1600 кВА. Первичная обмотка трансформаторов подключается к сети высокого напряжения (6 или 10 кВ). Для подключения электропечных трансформаторов к высоковольтным сетям служат комплектные распределительные устройства (КРУ), которые собираются из стандартных шкафов с масляными выключателями, разъединителями, трансформаторами тока и напряжения, измерительными приборами, а также аппаратурой защиты и сигнализации. Индукционная единица подключается ко вторичной стороне (стороне НН) электропечного трансформатора с помощью контакторов, имеющих дугогасящие устройства. Иногда включаются два контактора с параллельно работающими силовыми контактами в главной цепи. Для питания печи в период рафинирования металла и для поддержания режима холостого хода служат автотрансформаторы для более точного регулирования мощности в период доводки металла до нужного химического состава. Мощность автотрансформатора выбирается в пределах 25-30 % мощности основного трансформатора. Для контроля температуры воды и воздуха, охлаждающий индуктор и кожух индукционной единицы, устанавливают электроконтактные термометры, выдающие сигнал при превышении температуры свыше допустимой. Питание печи автоматически отключается при повороте печи для слива металла. Для обеспечения надежного питания при эксплуатации и в аварийных случаях приводные двигатели механизмов наклона печи, вентилятора, привод загрузочно-разгрузочных устройств и системы управления питаются от отдельного трансформатора собственных нужд. Индукционные тигельные печи Индукционные тигельные печи служат в основном для выплавки высококачественных сталей и чугунов специальных марок, т. е. сплавов на основе железа. Тигельные печи по частоте источника питания подразделяются на три вида: 1. Печи высокой частоты (50-500 кГц) с питанием от ламповых генераторов. 2. Печи средней (повышенной) частоты (150-10000 Гц) с питанием от умножителей частоты, вращающихся машин генераторов и статических преобразователей. 3. Печи низкой (промышленной) частоты 50 Гц. По конструкции печи выполняются открытыми – для плавки металлов и сплавов в воздушной атмосфере и герметически закрытыми – для плавки в вакууме или среде нейтральных газов (вакуумно-компрессионные печи). Тигельные печи имеют следующие достоинства: 1. Легкое достижение высоких температур, так как энергия выделяется непосредственно в нагреваемом металле. 2. Отсутствие соприкосновения с топливом или электродами, что позволяет получать металл и сплавы, чистые по химическому составу. 3. Наличие интенсивного перемешивания расплавленного металла под воздействием электродинамических сил, что способствует получению однородного химического состава без применения механических перемешивающих устройств. 4. Малая окисляемость и небольшой угар компонентов состава из-за наличия более холодного шлака на поверхности расплавленного металла. 5. Возможность проведения плавки в вакууме и нейтральной среде для получения сплавов высокого качества. 6. Отсутствие перегрева футеровки печи, что повышает срок ее службы. 7. Возможность работы в периодическом режиме, что уменьшает простои печи на холостом ходу и дает возможность смены химического состава выплавляемых сплавов и без оставления не сливаемого остатка металла. Недостатками тигельных печей являются: 1. Необходимость специальных источников питания для печей средней и высокой частоты, что усложняет установку и снижает к.п.д. нагревательной системы. 2. Относительно низкая температура шлаков. 3. Повышенный расход шлаков для покрытия вспученной поверхности ванны при низких частотах. Принцип работы печи Принцип работы печи основан на поглощении электромагнитной энергии материалом загрузки, размещенной в тигельной печи. Энергия, выделяемая в металле, зависит от частоты тока, соотношений диаметров тигеля и индуктора, размеров и электрофизических свойств шихты. Так как при изменении температуры изменяются геометрические размеры кусков металла, их магнитная проницаемость и удельное сопротивление, то частоту тока выбирают из условий оптимального режима плавки, при которых процесс расплавления идет наиболее быстро. Индукционные тигельные печи (ИТП) применяются для скоростных плавок черных и цветных металлов, для плавки черных металлов. Печи работают на разных частотах: промышленной (50 Гц); средней (0,5-10 кГц) и высокой (сотни-тысяч кГц). В основе работы печей без сердечника также лежит трансформаторный принцип передачи энергии индукцией от первичной цепи ко вторичной. Подводимая к печи электрическая энергия переменного тока превращается в электромагнитную, которая во вторичной цепи превращается в электрическую, а затем в тепловую. Первичной обмоткой служит индуктор, вторичной обмоткой и нагрузкой – расплавляемый металл, загруженный в тигель и помещенный внутри индуктора. Магнитный поток проходит по самой шихте, поэтому большое значение имеют магнитные свойства, а также размеры и форма загружаемой шихты. Магнитная проницаемость для ферромагнитных материалов достаточно высока и до температуры 740-770°С постоянна по величине. В этом случае шихта одновременно играет роль незамкнутого сердечника. После того как температура расплавляемого материала превысит указанные значения, работа печи становится аналогичной работе трансформатора без сердечника. Величина ЭДС в каждом витке пропорциональна частоте и величине магнитного потока. При отсутствии сердечника проводимость для магнитных силовых линий снижается, поэтому увеличивают частоту переменного тока. На рис. 1 показана ИТП без сердечника, которая состоит из индуктора (1), подключаемого к источнику питания переменного тока, расплавленного металла (2), находящегося внутри огнеупорного тигля (3). В тигельных печах большой емкости предусматривается внешний магнитопровод. В тигель можно загружать любую шихту: отходы литейного производства, чушки, мелкую стружку и т. п. Индукторы изготавливают из медной трубки (круглого или квадратного сечения), охлаждаемой водой, накладываемой в один слой. Обмотка состоит из нескольких катушек, имеющих раздельное водяное охлаждение. Печи могут работать с оставлением сплава (25-30 % емкости тигля) или без него. В ИТП большой емкости применяются источники питания промышленной частоты, средней и малой емкости – повышенной и высокой частоты. Неэлектропроводные тигли изготавливают из кварцитовых, магнезитовых, циркониевых материалов. Они размещаются внутри индуктора, не поглощают энергию магнитного поля и одновременно являются теплоизоляторами между расплавляемым металлом и охлаждаемыми стенками индуктора. 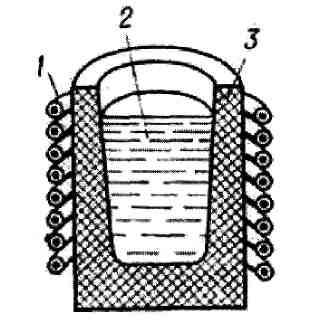 Рис. 1 Индукционная тигельная печь: 1 – индуктор; 2 – расплавленный металл; 3 – тигель Технические характеристики печи Общий КПД тигельной печи 0,48-0,68. Коэффициент мощности ИТП соsφ = 0,05-0,3. Для компенсации реактивной мощности требуется установка конденсаторов. Мощность ИТП может достигать 4500 кВА. 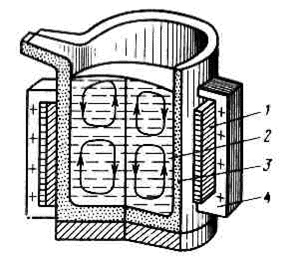 Рис. 2 Направление токов в расплавляемом металле Все плавильные печи относятся к электроприемникам II категории по степени надежности электроснабжения. Питание установок повышенной и высокой частоты осуществляется от тиристорных или машинных преобразователей индукторного типа. Индукционные тигельные печи средней частоты нового поколения. Российской электротехнологической компанией разработан ряд индукционных тигельных печей средней частоты (ИПСЧ) для скоростных плавок черных и цветных металлов, отвечающих современным требованиям металлургического и литейного производства. Наилучшие показатели эффективности ИПСЧ во многом определяются оптимальным выбором геометрических параметров индуктора, частоты тока возбуждения и удельной активной мощности для плавки определенного металла, а также физическими характеристиками и толщиной футеровки. Для плавки черных металлов заводом производятся тигельные печи серии ИПП емкостью от 60 до 400 кг, работающие на частоте 2400 Гц. Технические характеристики этих печей приведены в табл. 1. Таблица 1 Технические характеристики индукционных печей
При высоких удельных мощностях 800-1000 кВт/т обеспечивается высокая скорость подъема температуры металла (оптимальные ее значения 30-35°С/мин), что позволяет сократить циклы плавки чугуна до 45 минут при удельном расходе электроэнергии примерно 560 кВт·ч/т. Печи данной серии имеют прочную конструкцию, каркас которой выполнен из нержавеющей стали. Индуктор изготавливается из прямоугольной медной трубки. Толщина стенки трубки выбрана исходя из условий прочности и минимизации электротехнических потерь. Витки индуктора фиксируются на вертикальных изоляционных стойках. Изоляция индуктора выполнена так, чтобы обеспечивался выход влаги наружу при просушивании «мокрых» футеровок. Подиумная часть печи выполняется из литого армированного жаропрочного бетона. Расположение индуктора относительно тигля выбрано так, чтобы максимально уменьшить износ футеровки в верхней зоне при сохранении гарантированного перемешивания металла. Для данных объемов и рабочей частоты в конструкции печей не предусмотрена установка магнитопроводов, поэтому для уменьшения нагрева полями рассеяния корпусные элементы выполнены из немагнитных металлов. Индукционные печи серии ИППМ рассчитаны на объемы плавки черных металлов от 1 до 10 тонн. Печи этой серии работают на частотах 200-1000 Гц, их технические характеристики приведены в табл. 2. Технические данные низкочастотной тигельной печи: – тип печи: гидравлически наклоняемая; – мощность 200-3600 кВт; – емкость 0,8-15 т. Таблица 2 Технические характеристики индукционных тигельных печей средней частоты
|