|
|
РЕКОНСТРУКЦИЯ ЦЕХА ПО РАСПИЛОВКЕ И РАСФАСОВКЕ ФИЛЕ НА ПРЕДПРИЯТИИ ЗАО «АКРОС». 7_Монтаж_эксплуатация_и_ремонт_ТО. Руководство по эксплуатации на упаковочную машину 1 экз. Гигиенический сертификат 1 экз. Сертификат соответствия 1 экз
7 МОНТАЖ, ЭКСПЛУАТАЦИЯ И РЕМОНТ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
7.1 Комплект поставки
В комплект поставки должны входить:
Вакуумная формовочно-упаковочная машина В УМ-10.
Эксплуатационные документы:
Руководство по эксплуатации на упаковочную машину 1 экз.
Гигиенический сертификат - 1 экз.
Сертификат соответствия - 1 экз.
По договору с заказчиком упаковочная машина комплектуется:
одноместными, двухместными пли четырехместными матрицами;
станцией охлаждения;
баллоном с защитным газом п присоединительной арматурой;
компрессором.
7.1.1 Установка вакуум – термоформовочной машины THERA 250.
Упаковочная машина должна размещаться в закрытом отапливаемом помещении на расстоянии не менее 0,75 м от стены.
Условия эксплуатации должны соответствовать;
температура окружающего воздуха от 10°С до 35°С;
относительная влажность от 65% до 80%;
атмосферное давление от 630 до 800 мм рт. ст.
атмосфера тип 1 (условно чистая).
При установке упаковочной машины обеспечить подвод переменного
трехфазного тока напряжением 380 В и частотой 50 Гц.
В помещении для установки упаковочной машины необходимо проложить шину, соединенную с низкоомным контуром заземления, для подсоединения к ней проводов заземления сечением 4 мм2.
|
|
|
|
|
| МАПП.01ДП 09.007ПЗ |
|
|
|
|
|
Изм.
|
Лист
|
№ докум.
|
Подп.
|
Дата
|
Разраб.
| Шульга А.Г. |
|
|
Монтаж, эксплуатация и ремонт технологического оборудования
|
Лит.
|
Лист.
|
Листов
|
Пров.
| Заляева Г.О.. |
|
|
| Д | |
|
|
Т. контр.
|
|
|
|
КамчатГТУ
06 МАС-ФЗО
|
Н. контр.
|
Новикова Л.С.
|
|
|
Утв.
| Лебедева А.П. |
|
|
Установить упаковочную машину на полу на восьми регулируемых по высоте
опорах и выверить при помощи уровня в обеих плоскостях. Точность установки в продольном и в поперечном направлении 1мм на длине 1000 мм. Поверхность, на которой устанавливается упаковочная машина, должна быть ровной.
Установить станцию охлаждения и подсоединить ее к упаковочной машине жесткость охлаждающей воды общая должна быть не более 2 мгэкв/л.
В случае работы упаковочной машины в режиме заполнения газом, подсоединить упаковочную машину к баллону согласно инструкции по эксплуатации.
Установить на линии подачи газа к упаковочной машине с помощью редуктора на баллоне с газом давление газа равное 0.049 мПа (0.5 кгс/см2).
Присоединить компрессор.
Подключить вакуумный насос.
7.1.2 Подготовка к работе
До проведения наладочных работ следует ознакомиться с эксплуатационной документацией на упаковочную машину и правилами техники безопасности.
Налить в бак станции охлаждения воду до середины указателя уровня или присоединить к водяной магистрали.
Установить рулон верхней пленки в рулонодержатель.
Установить рулон нижней пленки в рулонодержатель.
Подсоединить к магистрали сжатого воздуха или компрессору.
Подключить упаковочную машину к сети напряжением 380/220 В.
7.1.3 Порядок включения упаковочной машины.
Нажать кнопку включения на боковой стенке шкафа электрооборудования, при этом должны включиться насос станции охлаждения, нагревательные плиты формовочного узла и головки вакуумирования и запечатывания. На индикаторах панели управления пробегает бегущая строка "Pribor".
Установить температуру нагревательной плиты в интервале 120°С -140°С.
Установить температуру сварочной плиты в интервале 140°С -150°С.
Через 8-10 минут после включения кнопки погаснет средний горизонтальный сегмент индикатора «Ип» на пульте управления (см. рис. 7).
|
|
|
|
|
| МАПП.01ДП 09.007ПЗ | Лист |
|
|
|
|
|
|
Изм.
|
Лист
|
№ докум.
|
Подп.
|
Дата
|
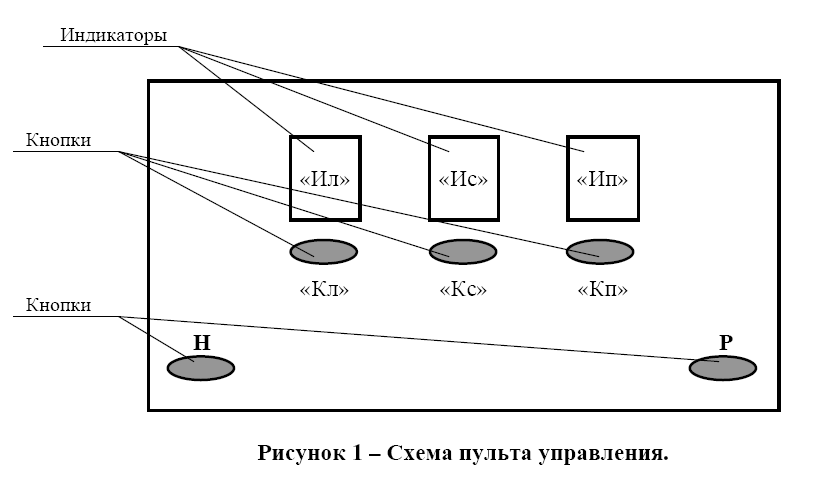
Рисунок 7 Индикаторы пульта управления.
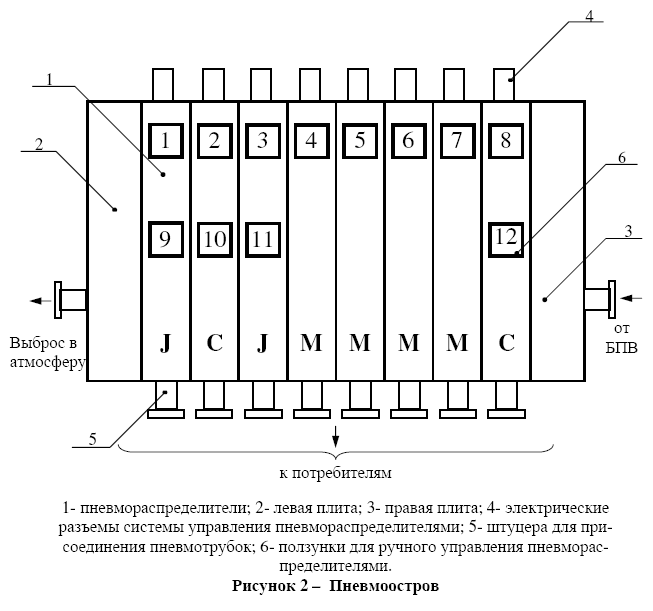
Рисунок 8 Пневмоостров
1 пневмораспределители; 2 левая плита; 3 правая плита; 4 электрические разъёмы системы управления пневмораспределителями; 5 штуцера для присоединения пневмотрубок;
6 ползунки для ручного управления пневмораспределителями.
|
|
|
|
|
| МАПП.01ДП 09.007ПЗ | Лист |
|
|
|
|
|
|
Изм.
|
Лист
|
№ докум.
|
Подп.
|
Дата
|
7.1.4 Заправка нижней и верхней пленок.
Заправку можно осуществлять только при поднятой прижимной плите, матрицах, упорах, и поднятых клипсах для чего необходимо ползунком пневмораспределителя на пневмоострове (рисунок 8) подать сжатый воздух к пневмоцилиндрам подъема плит вакуумирования, матрицу формования и подогрева, плиты поднимутся и освободят проход для пленки.
Нижнюю пленку с рулона, заправить через направляющие ролики (см. технологическую функциональную) на швеллеры каретки под ролики и продвинуть вручную вдоль машины до дисковых ножей 1. При этом необходимо проследить, чтобы пленка нигде не оказалась над клипсами и не съехала со швеллеров.
После заправки нижней пленки ползунком пневмораспределителя на пневмоострове (рисунок 8) опустить плиту 6 и 5.
Установить все ползунки пневмораспределителей пневмоострова в верхнее положение. Проследить, чтобы при этом матрицы и упоры и прижимная плита механизма прижима пленки 5 были опущены. Затем включить машину и в наладочном режиме выполнить необходимое количество рабочих циклов, чтобы отрезанные края пленки вышли из торцевой выходной части машины на достаточную для их заправки в катушки длину, произвести заправку краев пленки в фиксаторы, направляющие ролики и в механизм намотки пленки 7.
После окончания заправки нижней пленки необходимо заправить верхнюю пленку. Для этого нужно провести последовательно верхнюю пленку с рулона 9 через ролик 8, устройство натяжения верхней пленки к направляющему прутку головки вакуумирования и запечатывания 2. Затем просунуть край пленки под корпус головки 2 и ползунком пневмораспределителя на пневмоострове (рисунок 8) опустить на несколько секунд нагретую сварочную плиту вакуумной головки, подняв перед этим формующую матрицу 5 (также ползунком пневмораспределителя пневмоострова). После этого поднять сварочную плиту и опустить матрицы. Затем, с пульта управления произвести в наладочном режиме 1-2 цикла работы машины, убедиться в том, что верхняя пленка надежно приварена к нижней и движется с ней синхронно и симметрично. Примечание: Заправку нижней пленки удобнее осуществлять на машине с холодной нагревательной плитой.
|
|
|
|
|
| МАПП.01ДП 09.007ПЗ | Лист |
|
|
|
|
|
|
Изм.
|
Лист
|
№ докум.
|
Подп.
|
Дата
|
Заправку нового рулона нижней и верхней пленок лучше всего осуществлять соединением начала нового рулона пленки с концом предыдущего рулона пленки с помощью скотча пульт управления. (Рисунок 7)
Пульт управления предназначен для управления упаковочной машиной в наладочном и рабочем режимах: выбора необходимой программы работы и настройки параметров в зависимости от толщины пленок, вида продукции, глубины вакуума и прочих конкретных условий, запись новых параметров в память, визуального наблюдения протекающего рабочего процесса и численных значений основных технологических параметров и прочих функций изложенных ниже. В данной упаковочной машине имеется возможность создания десяти программ.
7.1.5 Назначение индикаторов и кнопок на пульте управления.
Индикаторы показывают режим работы упаковочной машины, номера
выбранных программ, численные значения технологических параметров машины и некоторые дополнительные функции, описанные ниже.
Кнопки предназначены для выбора режима работы, выбора номера программы, установки и записи в память численных значений основных параметров.
Конкретное назначение и порядок работы индикаторов и кнопок изложены в последующих пунктах данного руководства по эксплуатации.
Дополнительные функции индикаторов на пульте управления.
Индикатор «Ил» показывает номер выбранной программы. Нужно отметить, что при каждом новом включении упаковочной машины «Ил» высвечивает номер программы на которой производилась работа перед последним выключением.
Дополнительной функцией индикатора «Пп» является фиксация состояния готовности упаковочной машины к запуску, а именно:
если горит средний горизонтальный сегмент индикатора «Ип» значит на нагревательной плите 6 или на головке вакуумирования и запечатывания 2 нет заданной температуры. Когда сегмент гаснет, значит, температура на вышеназванных узлах достигла заданной. Если горит нижний сегмент индикатора «Ип» это значит, что механизмы упаковочной машины не находятся в исходном положении. Когда машина готова к запуску индикатор «Ип» не горит.
|
|
|
|
|
| МАПП.01ДП 09.007ПЗ | Лист |
|
|
|
|
|
|
Изм.
|
Лист
|
№ докум.
|
Подп.
|
Дата
|
Нажимая кнопку «Кл», можно выбрать нужную программу, которую высвечивает индикатор «Ил».
7.1.6 Настройка параметров.
В память упаковочной машины записаны для каждой in программ во-семв параметров которые можно просмотреть и настроить:
«О» параметр - температура нагревательной плиты 6 в пределах 90-199 С°;
«1» параметр - температура головки вакуумирования и запечатывания 2 в пределах 90-199 С";
«2» параметр - установка вакуума в пределах 0-99 %;
«3» параметр - время дополнительной откачки в пределах 0-9,9 с;
«4» параметр - время нагрева пленки перед формованием:
«5» параметр - время формования;
«6» параметр - время сварки;
«7» параметр - время газонаполнения.
7.1.7 Порядок работы
Готовность упаковочной машины к работе показывает горящий индикатор «Ил» с номером выбранной программы упаковочная машина имеет рабочий и наладочный режимы работы.
Порядок работы на машине в рабочем режиме.
Установить под лоток для выхода упакованного продукта.
Подготовить партию подлежащих упаковыванию продуктов.
Нажать на пульте управления кнопку с надписью «Н», включив наладочный режим работы. Заполнить отформованные в наладочном режиме ёмкости продуктом.
Нажать кнопку с надписью «Р», включив тем самым рабочий режим.
В процессе отформованные пустые емкости упаковочной машины заполнять продуктом
Для остановки при рабочем режиме нажать кнопку с надписью «Н», при этом будет закончен текущий цикл упаковки, и машина остановится.
Порядок работы в наладочном режиме описан в разделе 7.5
|
|
|
|
|
| МАПП.01ДП 09.007ПЗ | Лист |
|
|
|
|
|
|
Изм.
|
Лист
|
№ докум.
|
Подп.
|
Дата
|
7.2 Возможные неисправности и способы их устранения.
Таблица 4
Неисправности
|
Причины
|
Метод устранения
|
1. Формуемая плёнка прилипает к нагревательной плите.
|
1. Износ фторопластовой лакоткани на рабочей поверхности плиты
2. Перегрев плёнки.
|
1. Заменить новой лакотканью
2. Уменьшить температуру нагревательной плиты.
|
2. Плохо отформованы ёмкости.
|
1. Низкая температура нагревательной плиты.
2. Недостаточная величина вакуума при формовании.
3. Изношена или повреждена уплотнительная прокладка в матрице. Неправильно заправлена плёнка.
|
1. Повысить температуру.
2. Проверить герметичность вакуумных трубопроводов и соединений.
3. Заменить уплотнительную прокладку.
|
3. Отформованные ёмкости не свариваются с нижней плёнкой.
|
1. Недостаточное прижа-тие контура сварочной плиты к матрице.
2. Износ или повреждение уплотнения.
|
1. Отрегулировать ход матрицы.
2. Заменить уплотнение.
|
4. Низкое качество сварных швов.
|
1. Низкая температура сварочной плиты.
2. Недостаточное сила прижатия сварочной плиты силиконовому упору матрицы.
|
1. Повысить температуру.
2. Заменить пружину.
|
5. Не отрезаются отформованные ёмкости.
|
Затупились ножи.
|
Снять и заточить ножи или заменить новыми.
|
|
|
|
|
|
| МАПП.01ДП 09.007ПЗ | Лист |
|
|
|
|
|
|
Изм.
|
Лист
|
№ докум.
|
Подп.
|
Дата
|
7.2.1 Техническое обслуживание
Техническое обслуживание производится с целью обеспечения нормальной работы и поддержания исправности упаковочной машины в течение всего периода эксплуатации.
7.2.2 Ежедневная профилактика
В начале каждой смены необходимо:
осмотреть упаковочную машину, удалить пыль с наружных поверхностей:
поверхности упаковочной машины протереть ветошью, смоченной 5% раствором пищевой соды
после обезжиривания остатки содового раствора удалить тканью, смоченной теплой водой, затем провести дезинфекцию 57с раствором кислоты пищевой лимонной
после 15 минутной выдержки упаковочную машину протереть тканью, смоченной теплой водой:
после полного удаления остатков влаги, поверхность упаковочной машины протереть сухой чистой тканью
рабочие, обслуживающие упаковочную машину, перед началом работы и в процессе работы должны мыть руки с мылом, затем обработать их раствором кислоты лимонной пищевой с последующее промывкой теплой водой
проверить отсутствие конденсата в фильтре-влагоотделителе
проверить уровень воды в баке станции охлаждения
проверить отсутствие утечки охлаждающей воды в конце каждой смены
произвести слив конденсата из фильтра-влагоотдедитедя
проверить давление сжатого воздуха.
7.2.3 Рекомендуемые моющие и дезинфицирующие растворы
Моющий раствор пищевой соды готовить перед употреблением. В двух-, трехлитровую емкость налить от 200 до 300 мл горячей воды (45±5)°С . засыпать 25 г пищевой соды, тщательно перемешать и долить водой той же температуры до 500 мл. Вторично перемешать.
|
|
|
|
|
| МАПП.01ДП 09.007ПЗ | Лист |
|
|
|
|
|
|
Изм.
|
Лист
|
№ докум.
|
Подп.
|
Дата
|
Дезинфицирующий раствор кислоты лимонной пищевой. Использовать кислоту лимонную пищевую по ГОСТ 808-70. Раствор готовить перед употреблением. В двух-, трехлитровую емкость налить от 200 до 300 мл горячей воды (45±5)°С, засыпать 25 г кислоты лимонной, долить горячей воды до 500 мл. Тщательно перемешать.
7.2.4 Еженедельная профилактика
При еженедельной профилактике:
проверить надежность заземления:
проконтролировать уровень воды в баке станции охлаждения.
7.2.5 Ежемесячная профилактика
проверить надежность соединений контактов в питающей сети и заземления
проверить прижатие пленки клипсами и, при необходимости, отрегулируйте силу прижатия;
произвести смазку согласно карте смазки произвести ЦИАТИМ 201
ГОСТ 6267-74;
произвести слив масла из фильтра-глушителя
проконтролировать уровень масла в вакуумных насосах и при необходимости долить вакуумное масло.
7.2.6 Техническое обслуживание при хранении упаковочной машины
По истечении срока хранения упаковочной машины без консервации, производить консервацию упаковочной машины согласно требованиям ГОСТ 9.014-78. группа изделия 11-1 условия хранения 4 по варианту защиты ВЗ-1 в следующей последовательности: протрите неокрашенные металлические участки хлопчатобумажной ветошью пли ветошью, смоченной в бензине БР-I «Галоша» ТУ38.401-67-108-92. Нанести кистью или тампоном на обезжиренные поверхности масло консервационное К-17 ГОСТ 10877-76.
В процессе эксплуатации упаковочной машины потребитель должен вести учет наработки неисправностей и технического обслуживания упаковочной машины в журнале. При текущем ремонте соблюдать меры безопасности в соответствии с разделом 7.3 настоящего руководства.
|
|
|
|
|
| МАПП.01ДП 09.007ПЗ | Лист |
|
|
|
|
|
|
Изм.
|
Лист
|
№ докум.
|
Подп.
|
Дата
|
7.3 Указание мер безопасности
7.3.1 Установку упаковочной машины, устранение неисправностей, возникающих во время работы п проверку ее технического состояния должен производить электромеханик, имеющий квалификацию не ниже третьего разряда и изучивший настоящее руководство по эксплуатации.
К работе на упаковочной машине должен допускаться персонал ознакомленный в полном объеме с содержанием настоящего руководства по эксплуатации. ГОСТ 12.1.019-79 и ГОСТ 12.2.003-91.
Персонал должен быть аттестован квалификационной комиссией по технике безопасности и иметь первую группу допуска, согласно правилам технической эксплуатации электроустановок потребителем. При работе необходимо соблюдать вышеназванные правила техники безопасности, а также «Правила техники безопасности при эксплуатации электроустановок потребителем».
Для безопасности лиц обслуживающих упаковочную машину, при подготовке к работе должно быть обеспечено:
надежное соединение электрических кабелей с соответствующими разъемами упаковочной машины;
при использовании упаковочной машины в составе технологического оборудования соединение клеммы защитного заземления на раме упаковочной машины, обозначенную знаком « —» с цеховым контуром заземления (зануления) с помощью голого медного провода сечением не менее 4 мм2;
освещенность рабочей зоны не менее 500 лкс при общем освещении.
Электрооборудование упаковочной машины оснащено аппаратурой, исключающей, независимо от положения органов управления, самопроизвольное включение оборудования при восстановлении исчезнувшего напряжения.
Система управления, предохранительные, защитные п блокирующие устройства упаковочной машины обеспечивают:
работу упаковочной машины только в одном из установленных режимов и исключают возможность самопроизвольного переключения с одного режима на другой, после внезапного отключения напряжения упаковочная машина останав-ливается в произвольном положении.
|
|
|
|
|
| МАПП.01ДП 09.007ПЗ | Лист |
|
|
|
|
|
|
Изм.
|
Лист
|
№ докум.
|
Подп.
|
Дата
|
Для включения после возобновления напряжения необходимо включить кнопку включения на боковой панели шкафа электрооборудования, открыть шкаф и с помощью элементов электропитания и пневмоаппаратуры вывести механизмы в исходное положение. При этом горит только индикатор «Ил». Затем нажать кнопку наладочного пли рабочего режима работы.
7.3.2 Для обеспечения безопасности во время эксплуатации упаковочной машины предусмотрены
кожуха для закрывания подвижных элементов механизмов нагревательных плит, приводных пневмоцилиндров, вакуумных насосов и пр.
водяное охлаждение нагревательной плиты, головки формовочной и головки вакуумирования п запечатывания
возможность открывания шкафа электрооборудования только с помощью специального ключа
по окончанию работы необходимо отключить электропитание, отсоединить сжатый воздух и систему охлаждения
7.3.3 При проведении ремонтных работ необходимо соблюдать следующие меры безопасности
На основании вышеизложенного предприятию-потребителю рекомендуется разработать инструкцию по безопасности труда для лиц, обслуживающих машину.
7.3.4 Планирование ремонтных работ
Система планово-предупредительного ремонта предусматривает обязательное планирование всех видов работ по техническому уходу и ремонту оборудования.
Планы ремонта и осмотра оборудования составляют на месяц и год. В них необходимо отразить наиболее полное и эффективное использование основных фондов предприятия. Выполнение плана ремонтных работ обязательно для руководителей предприятий и цехов так же, как и выполнение плана выпуска основной продукции. Объем ремонтных работ определяют в зависимости от фактического состояния оборудования на основе нормативных материалов.
|
|
|
|
|
| МАПП.01ДП 09.007ПЗ | Лист |
|
|
|
|
|
|
Изм.
|
Лист
|
№ докум.
|
Подп.
|
Дата
|
Перед составлением годового плана инженер (техник) службы ППР заполняет на каждую машину дефектную ведомость, являющуюся первичным документом, по которому определяют срок проведения, вид и объем ближайшего ремонта данной машины. Дефектную ведомость составляют в двух экземплярах: один находится в службе ППР, другой - в производственном цехе, где установлена данная машина. На основании дефектной ведомости и дела машины, в котором имеются основные сведения о машине, отдел главного механика предприятия совместно с цеховым механиком на каждую единицу оборудования составляет годовой план ремонта, утверждаемый главным инженером предприятия.
На основании утвержденного годового плана ремонта оборудования на каждую машину составляют уточненный месячный план ремонта оборудования.
За проведение ремонтных работ в установленные сроки отвечают назначенные ответственные лица. Месячный план, утвержденный главным механиком, выдают ежемесячно, не позднее, чем за 4 дня до начала месяца, бригаде ремонтных рабочих.
Для уменьшения простоев оборудования из-за ремонта необходимо планировать работу ремонтных рабочих так, чтобы у них по мере возможности не совпадали с производственными рабочими обеденные часы и выходные дни. Для оборудования, работающего не на непрерывном цикле, ремонтные работы следует проводить в часы остановки данного оборудования. Выходные дни ремонтных рабочих устанавливают по скользящему графику.
Для предприятий с сезонным производством ремонтные работы планируют в межсезонный период и во время плановых остановок цехов и предприятия в целом.
|
|
|
|
|
| МАПП.01ДП 09.007ПЗ | Лист |
|
|
|
|
|
|
Изм.
|
Лист
|
№ докум.
|
Подп.
|
Дата
| |
|
|
 Скачать 255.5 Kb.
Скачать 255.5 Kb.