Сварочная проволока. Сварочная проволока
 Скачать 265.5 Kb. Скачать 265.5 Kb.
|

|
Сварочная проволока Проволоку различают по назначению: для сварки или наплавки. Всего выпускается около 80 марок проволоки. Буквы "Св" означают, что проволока сварочная. Через дефис указывают марку стали, из которой изготовлена проволока. Первая цифра соответствует содержанию углерода в сотых долях процента. Буквы означают наличие легирующих элементов в процентах, которые указываются числом, следующим за буквенным обозначением.  Для сварки низкоуглеродистых сталей используют шесть марок: Св-08, Св-08А, Св-08АА, Св-08ГА, Св-10ГА, Св-10Г2, Для низко- и среднелегированных сталей - 30 марок, например: Св-08ГС, Св-08Г2С, Св-18ХГС и др. Для сварки высоколегированных сталей применяют 41 марку проволоки Св-08Х14ГНТ, Св-12Х13 и др. Если после буквы цифра отсутствует, то количество данного элемента не превышает 1%. Буква "А" в конце маркировки свидетельствует о пониженном содержании серы и фосфора, а буквы "АА" - о еще меньшем их количестве. Низкоуглеродистую и легированную проволоки выпускают неомедненными и омедненными (условное обозначение - О). Омеднение защищает проволоку от окисления и улучшает токоподвод. В конце маркировки может стоять буква "Э". "Э" означает, что проволока служит для изготовления электродов. Буквы "Ш", "ВД" или "ВИ" говорят о том, что сталь для проволоки изготовлена соответственно электрошлаковым, вакуумно-дуговым переплавом или в вакуумно-индукционных печах. Пример условного обозначения сварочной проволоки диаметром 3 мм марки Св-08А с омедненной поверхностью из стали, полученной электрошлаковым переплавом: 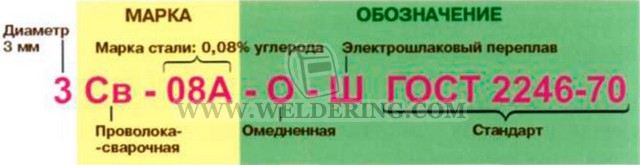
Проволока для сварки среднеуглеродистых и теплоустойчивых сталей
Стальная сварочная проволока выпускается следующих диаметров (мм): 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0 и 12,0, Проволока поставляется в мотках диаметром 150-750 мм, массой от 1,5 до 40 кг, а также намотанной на катушки и кассеты. Поверхность проволоки должна быть чистой и гладкой, без трещин, расслоений, плен, закатов, раковин, забоин, окалины, ржавчины, масла и других загрязнений. При необходимости проволоку очищают пескоструйным аппаратом или травлением в 5%-ном растворе соляной кислоты. Можно очищать проволоку, пропуская ее через специальные механические устройства, а также шлифовальной бумагой до металлического блеска. Перед очисткой бухту проволоки рекомендуется отжечь при температуре 150-200°С в течение 1,5-2 часов. Обязателен сертификат с указанием предприятия-изготовителя, условного обозначения проволоки, номера плавки и партии, состояния поверхности и ее химического состава. При утере сертификата проволока может быть использована только после определения ее химического состава. Проволока для дуговой сварки в инертных газах
Порошковая проволокаПредставляет собой трубчатую проволоку, заполненную порошкообразным наполнителем - шихтой. Оболочку изготовляют из стальной (чаще низкоуглеродистой) ленты толщиной 0,2-0,5 мм. Шихта - это смесь порошков из газообразующих, шлакообразуюших компонентов, а также легирующих добавок, обеспечивающих защиту зоны сварки, сварочной ванны и околошовной зоны.  1. Стальная шихта 2. Шихта Порошковые проволоки позволяют снизить разбрызгивание электродного металла, повысить производительность сварки. Перед сваркой порошковые проволоки рекомендуется прокаливать при температуре 230-250°С в течение двух часов. Сварка непрокаленной проволокой допускается, но только при увеличенном вылете электрода до 40-60 мм. При этом рекомендуется, чтобы расстояние от токоподводящего наконечника до среза сопла было 15-25 мм. 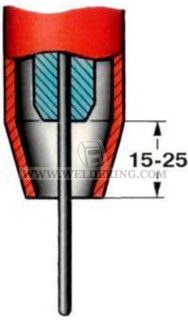 Порошковые проволоки для сварки в углекислом газе низкоуглеродистых и низколегированных сталей
В условном обозначении сварочных порошковых проволок первые две буквы обозначают тип проволоки: ПГ - проволока для сварки в защитных газах; ПС - самозащитная проволока. Цифра соответствует пределу прочности металла шва в кгс/мм2. Буква после цифры - допустимые пространственные положения. Н - нижнее и горизонтальное на вертикальной плоскости, за исключением облицовочного шва; В - нижнее, вертикальное, горизонтальное на вертикальной плоскости; Вx - только для горизонтальных швов; By - только для вертикальных швов; Т - все положения, включая кольцевые швы без вращения. Цифра после буквы соответствует группе по критической температуре перехода к хрупкому разрушению:  Буква Д вместо цифры означает, что эти требования не регламентированы 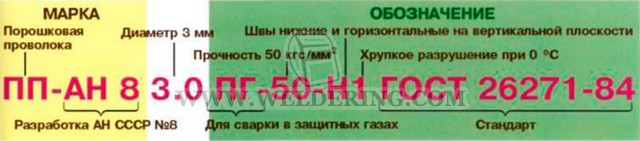
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||