Лекция 1 - Сварочные материалы. Сварочные материалы
 Скачать 144.5 Kb. Скачать 144.5 Kb.
|

|
Сварочные материалы Сварочными называются материалы, обеспечивающие возможность протекания сварочных процессов и получение качественного сварного соединения. К сварочным материалам относят сварочную проволоку, присадочные прутки, порошковую проволоку, плавящиеся покрытые электроды, неплавящиеся электроды, различные флюсы, защитные (активные и инертные) газы. Стальные сварочные проволоки. При дуговой сварке под флюсом и в защитных газах, а также при электрошлаковой сварке применяют сварочную проволоку без покрытия, так называемую голую сварочную проволоку. Для ручной дуговой сварки проволоку рубят на стержни длиной 350-400 мм, затем на их поверхность наносят покрытие. Плавящийся электродный стержень с нанесенным на его поверхность покрытием называют сварочным электродом. Сварочную проволоку получают горячей прокаткой и волочением. Если металл шва должен иметь высокую твердость, то присадочный металл плохо деформируется в горячем и холодном состояниях. В этом случае сварочную проволоку изготовляют литьем в виде присадочных прутков длиной до 1000 мм. Проволока выпускается в кассетах, катушках и бухтах в герметической упаковке. По виду поверхности проволока подразделяется на неомедненную и омедненную (О). Омеднение поверхности проволоки улучшает электрический контакт между проволокой и токоподводящим устройством, а также снижает возможность ее ржавления. По требованию потребителя проволока может изготовляться из стали, выплавленной электрошлаковым (Ш) или вакуумнодуговым (ВД) переплавом, или в вакуумноиндукционных печах (ВИ). Буква Э обозначает, что проволока предназначена для изготовления электродов. На основании многолетнего опыта разработаны государственные стандарты: ГОСТ 2246-70 (в ред. 1987 г.). Проволока стальная сварочная. ГОСТ 10543-98. Проволока стальная наплавочная. ГОСТ 7871-75 (в ред. 1989 г.). Проволока сварочная из алюминия и алюминиевых сплавов. ГОСТ 16130-90. Проволока и прутки из меди и сплавов на медной основе сварочные. ГОСТ 2246-70 регламентирует химический состав 77 марок сварочной проволоки, используемых в качестве электродной, присадочной, наплавочной и для изготовления покрытых электродов для ручной дуговой сварки. Стандартом предусмотрены диаметры проволок (мм): 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0; 12,0. Стандарт распространяется на холоднотянутую сварочную проволоку из низкоуглеродистой, легированной и высоколегированной сталей. В обозначении проволоки по стандарту указаны ее назначение «Св», т. е. что она сварочная, затем система легирования и примерное содержание элементов. Цифры, следующие за индексом Св, указывают среднее содержание углерода в сотых долях процента. Так же, как и при обозначении марок стали, легирующие элементы, входящие в состав проволок, обозначены буквами: Б – ниобий; В – вольфрам; Г – марганец; Д – медь; М – молибден; Н – никель; С – кремний; Т – титан; Ф – ванадий; X – хром; Ц – цирконий; Ю – алюминий; Б – бор; К – кобальт; Е – селен; А – азот (только в высоколегированных проволоках. Ставить в конце обозначения марки не допускается). При содержании элементов менее 2 % цифра не ставится. Более точное содержание элементов дано в стандарте. Повышенные требования к чистоте проволоки по вредным примесям (снижение содержания серы и фосфора на 0,01 % каждой ) отмечается в марке проволоки (только углеродистой и легированной) буквой А и АА, например Св-08А. Для высоколегированных проволок не допускается содержание серы и фосфора свыше 0,035 %. Пример условного обозначения проволоки для сварки диаметром 1,2 мм, марки 08Г2С с омедненной поверхностью: проволока 1,2 Св-08Г2С-О ГОСТ 2246-70. Пример условного обозначения проволоки, предназначенной для изготовления электродов из стали, выплавленной в вакуумноиндукционной печи, с омедненной поверхностью: проволока 2,5 Св-08ХГСМФА - ВИ - Э - О ГОСТ 2246-70. Низкоуглеродистые сварочные проволоки в основном отличаются друг от друга содержанием марганца, серы и фосфора: Св-08; Св-08А; Св-08АА; Св-08ГА; Св-10ГА; Св-10Г2. В сварочных легированных проволоках может содержаться до шести легирующих элементов, а их общее количество достигает 6%. Эти проволоки применяют для различных видов сварки углеродистых и легированных сталей. Проволоки Св-15ГСТЮЦА и Св-20ГСТЮА применяют для дуговой сварки без дополнительной защиты. Проволоки, легированные кремнием и марганцем (Св-08Г2С, Си-08ГС), применяют для сварки конструкционных сталей в защитных газах СО2. Проволоки Cв-08XНM, Св-08ХН2М, Св-08ХМФА, Св-08ХГСМФА и другие, комплексно легированные хромом, молибденом, никелем, кремнием и ванадием, применяют для сварки низколегированных высокопрочных сталей. При содержании в проволоке легирующих элементов более 6% ее относят к высоколегированным. Высоколегированные аустенитные и ферритные проволоки применяют для сварки нержавеющих, жаростойких и других специальных сталей различного состава: Св-12Х13; Св-13Х25Т; Св-06Х19Н9Т; Св-10Х16Н25АМ6; Св-06Х15Н60М15; Св-07Х25Н13. Стандарт ГОСТ 10543—98 «Проволока стальная наплавочная» регламентирует 30 марок проволоки для наплавки, из них 9 марок углеродистых, 11 марок легированных и 10 марок высоколегированных. Проволоки также классифицируются по химическому составу. Символ «Нп» означает, что проволока для наплавки (только для механизированной наплавки). Например, проволока Нп-30; Нп-50Г; Нп-30ХГСА; Нп-105Х; Нп-60Х3В10Ф; Нп-50ХНМ. Полное обозначение проволоки для наплавки имеет вид: 3 Нп-105Х ГОСТ 10543-75. ГОСТ 7871-75 регламентирует химический состав 14 марок тянутой и прессованной проволоки из алюминия Св-А97 (Аl > 99,5%), алюминиево-марганцевого сплава (Св-АМц), алюминиево-магниевых сплавов (Св-АМг3, Св-АМг4, Св-АМг5, Св-АМг6 и др.), алюминиево-кремнистых сплавов (Св-АК5; Св-АКЮ; Св-1201) диаметры проволок 0,8-12,5 мм. Пример условного обозначения проволоки по этому ГОСТу: 2 Св-АМц ГОСТ 7871-75. ГОСТ 16130—72 регламентирует химический состав проволоки и прутков из меди и сплава на медной основе для сварки, наплавки и пайки. Стандарт регламентирует 17 марок проволоки и 12 марок прутков. Обозначение марок соответствует буквенным и цифровым обозначениям, принятым для меди и ее сплавов (без символа «Св»), Диаметры проволок 0,8—8,0 мм. Диаметры прутков 6,0 и 8,0 мм. Например, МТ; Бр.Х0,7; Бр.ХТ0,6-0,5; МНЖКТ5-1-0,2-0,2; Бр.КМц3-1. Сварочная порошковая проволока - сварочная проволока, состоящая из металлической оболочки, заполненной порошкообразными веществами (рис. 1). В состав смеси входят минералы, руды, ферросплавы и металлические порошки, предназначенные для газошлаковой защиты расплавленного металла, раскисления, легирования и стабилизации дугового разряда. По конструкции порошковые проволоки могут быть классифицированы на бесшовные (рис. 1, а) и шовные (рис. 1, б- д), с одним и двумя загибами (рис. 1, в, г), а также двухслойные (рис. 2.12, д). 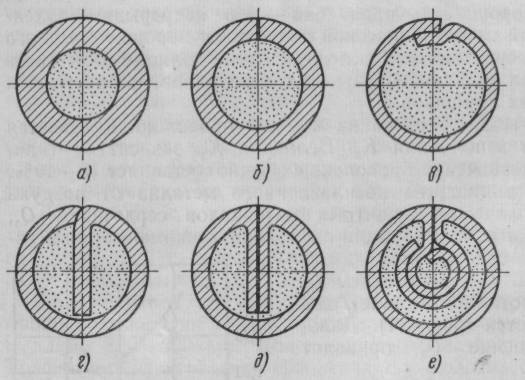 Рис 1. Конструкции порошковых проволок. Шовную порошковую проволоку изготовляют из ленты (рис. 2.). Легко деформируемая лента из рулона 1 подается в специальное очистное устройство 2, откуда поступает в ролики 3, предварительно деформирующие из ленты желоб (сечение а-а). Дозатор 4 наполняет желоб шихтой, после чего лента попадает в ролики 5, в которых формируется собственно сечение проволоки (сечения б-б и в-в). Проходя через фильеры 6, проволока деформируется до нужного диаметра 2,0–2,5 мм, проходит через волочильный барабан 7 и наматывается на кассету 8. 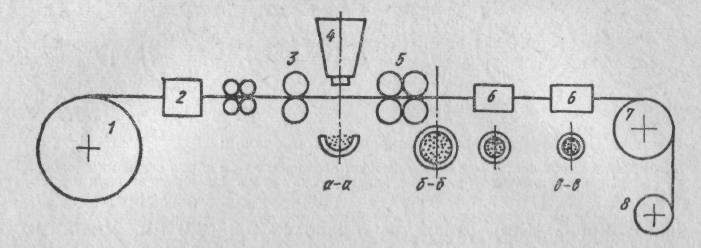 Рис. 2 Технологические операции при изготовлении ПП Бесшовные проволоки изготовляют из пластичной трубы, заполненной наполнителем, волочением. Ее можно получать малого диаметра (до 1 мм) и омеднять. Такая проволока негигроскопична.  Рис. 3 Технологические операции при изготовлении бесшовной ПП Отношение массы порошкового наполнителя проволоки к массе оболочки находится в пределах 15 ... 25 % (в шовных проволока 15…40%). Чем больше это отношение, тем легче обеспечить качественную защиту расплавленного металла и легирование металла шва. По способу защиты порошковые проволоки делятся на самозащитные и используемые с дополнительной защитой зоны сварки газом или флюсом. Наиболее часто в качестве защитной среды употребляют углекислый газ и смесь аргона с углекислым газом. По составу сердечника порошковые проволоки делятся, так же как и электроды по виду покрытия, на рутил-органические, рутиловые, рутил-основные и основные. Порошковая проволока - универсальный сварочный материал, пригодный для сварки сталей практически любого легирования и для наплавки слоев с особыми свойствами. Порошковую проволоку выпускают диаметром 0,8 ... 3,2 мм. Для сварки во всех пространственных положениях используют в основном проволоки малых диаметров (чаще диаметром 1,2 мм). Например, ПП-АН1; ПП-АН7; ПП-10Х14Т-О; ПП-200Х10Г80; ПП-25Х5ФМС. Неплавящиеся электроды. В зависимости от материала, из которого они изготовлены неплавящиеся электроды, они могут быть угольными, графитовыми, вольфрамовыми, циркониевыми, гафниевыми. Все эти материалы относятся к группе тугоплавких. Неплавящиеся электроды служат только для поддержания горения дуги и поэтому должны обладать высокой стойкостью при воздействии высоких температур (расход их должен быть минимальным). Графитовые и угольные электроды обладают малой теплопроводностью. Они имеют круглое сечение диаметром 5…25 мм и длину 200…300 мм. Конец электрода затачивают на конус. Графитовые электроды по сравнению с угольными обладают большей электропроводностью и большей стойкостью против окисления при высоких температурах (температура начала окисления на воздухе угольного электрода 500 °С, графитового 640 °С). Это заметно снижает удельный расход электродов и позволяет производить сварку на повышенных плотностях тока. Подвод тока к графитовым и угольным электродам осуществляется при помощи специальных электрододержателей. С целью стабилизации положения дуги применяют угольные электроды с фитилем; фитиль – это канал, расположенный по центру электрода и заполненный порошкообразной массой, содержащей легкоионизируемые вещества. Наиболее широко используют стержни из вольфрама и вольфрама с активирующими присадками окислов (тория, лантана, иттрия, циркония и церия), что обусловлено тугоплавкостью вольфрама (температура плавления 4500° С, температура кипения 5900° С), его высокой электропроводностью и теплопроводностью. В настоящее время изготавливаются электроды из чистого вольфрама марки WP (зелёный); электроды из сплава вольфрама с оксидом лантана марок WL-15 (золотистый) и WL-20 (синий), электроды из сплава вольфрама с оксидом тория марки WT-20 (красный); электроды из сплава вольфрама с оксидом церия WС-20 (серый); электроды из сплава вольфрама с оксидом иттрия WY-20 (тёмно-синий); электроды из сплава вольфрама с оксидом циркония WZ-8 (белый). Цифры в обозначении марок вольфрамового электрода указывают количество активирующий присадки в десятых долях процента. Электроды диметром 0,5 мм выпускают в мотках, а электроды диаметром 1 ... 10 мм выпускают прутками длиной 75, 150, 200 и 300 мм. Добавка к вольфраму окислов тория, лантана, иттрия, циркония и церия снижает эффективный потенциал ионизации, в результате чего облегчается зажигание дуги, увеличивается устойчивость дугового разряда и повышается стойкость электрода. Появляется возможность значительно повысить плотность тока, так как при этом конец электрода не изменяет формы в процессе сварки. Вольфрамовые электроды предназначены для дуговой сварки в среде инертных газов, атомно-водородной сварки, а также для плазменных процессов сварки, резки, наплавки и напыления. Электроды из чистого вольфрама обычно применяют для сварки переменным током, а электроды из вольфрама с активирующими присадками для сварки как на переменном, так и на постоянном токе прямой и обратной полярности. Затачивать конец электрода для сварки переменным током рекомендуется в виде сферы, для сварки постоянным током – в виде конуса. Расход электродов из чистого вольфрама значительно выше, чем из вольфрама с активирующими присадками. Все работы с электродами из вольфрама с присадкой окиси тория, а также транспортировку и хранение их следует выполнять в соответствии с санитарными правилами работы с радиоактивными веществами. Для плазменной резки металлов широко используются термохимические составные катоды. Они представляют собой медный водоохлаждаемый электрод запрессованной (впаянной) циркониевой или гафниевой вставкой (рис 1).  На воздухе высокотемпературная поверхность циркониевой (гафниевой) вставки химически взаимодействует с азотом и кислородом, образуя оксонитридную пленку, обладающую хорошими эмиссионными свойствами, электропроводностью и термостойкостью (ZrN·ZrO2 – тем плавления 2700 °C; HfN·HfO2 – тем плавления 2790 °C). Образовавшаяся пленка надежно защищает циркониевую (гафниевую) вставку от дальнейшего окисления что и обеспечивает работоспособность электрода в воздушной среде. |