Технологические приемы сварки решётчатых конструкций
Фермы и другие решётчатые конструкции изготовляются из металла толщиной до 10 мм; суммарная толщина редко превышает 40-60 мм. Длина швов обычно сравнительно мала, не более 200-400 мм; швы различным образом ориентированы в пространстве. Поэтому сварка таких конструкций выполняется обычно шланговым полуавтоматом в защитном газе, порошковой или садозащитной проволокой или вручную штучными электродами.
Применять автоматическую сварку при изготовлении решётчатых конструкций не экономично, независимо от типа производства (массовое, серийное, единичное). В серийном производстве решётчатых конструкций целесообразно применение сварки давлением (точечной), которая экономичнее сварки плавлением.
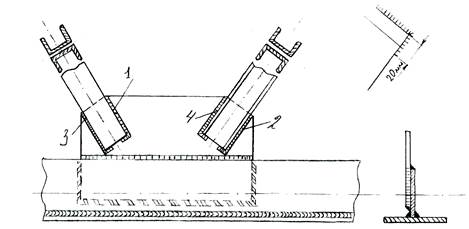
Рисунок 1.1.1. Порядок выполнения флангового (продольного) шва 1-4 - последовательность сварки
Стержни решётки, например, из уголков собирают с другими элементами обваркой по контуру, иногда фланговыми или лобовыми швами. При сварке только фланговыми швами требуемые площади швов распределяются по обушку и перу уголка обратно пропорционально их расстояниям до оси стержня. Не рекомендуется применять прерывистые швы, а также швы с катетом менее 3 мм и длиной менее 60 мм.
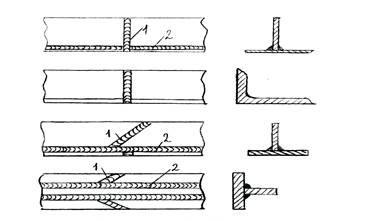
Рисунок 1.1.2. Последовательность выполнения швов 1- стыковые, 2 - угловые
Концы фланговых швов выводят на торцы привариваемого элемента на длину 20 мм, что гарантирует прочность сварных соединений.
В первую очередь следует выполнять стыковочные швы, а затем уже угловые.
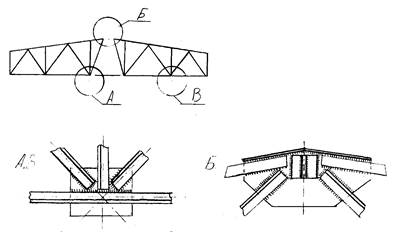
Рисунок 1.1.3. Узлы стропильной формы
Так как усадка металла максимальна в стыковых соединениях и минимальна в угловых, но при указанном порядке наложения швов в сварном узле будет менее напряжённый металл. Близко расположенные друг к другу швы не следует выполнять сразу; надо охладить этот участок основного металла, на котором будет выполняться второй, близко расположенный шов. Это необходимо предусматривать для того, чтобы уменьшать перегрев металла и величину зоны пластических деформаций от сварки: в результате этого работоспособность сварного узла возрастает. Собирают и сваривают фермы по разметке, по контуру и в кондукторах, на стендах и стеллажах, обеспечивающих точность геометрических размеров и пересечения осей соединяемых элементов в одной точке - центре тяжести сечения данного узла. Узлы фермы сваривают последовательно от середины к опорам, находящимся в более податливом состоянии, чем середина фермы, в этом случае напряжения металла в узлах фермы будут минимальными. При наличии швов различного сечения в начале накладывают швы с большим сечением, а затем с меньшим. В решётчатых конструкциях каждый элемент прихватывается с двух сторон швами длиной не менее 30-40- мм с катетом шва не менее 5 мм (не более 2/3 будущего шва) в местах расположения сварных швов. Сборочные прихватки выполняются сварочными материалами тех же марок, какие используются при сварке конструкций.
| |
 Скачать 52.14 Kb.
Скачать 52.14 Kb.