Управление качеством продукции реферат. Управление качеством продукции на предприятии по производству гипсовых вяжущих
 Скачать 221.5 Kb. Скачать 221.5 Kb.
|

|
Министерство науки и высшего образования Российской Федерации Белгородский государственный технологический университет им. В.Г. Шухова ИТОМ Кафедра механического оборудования Реферат по дисциплине: «Управление качеством продукции» Тема: «Управление качеством продукции на предприятии по производству гипсовых вяжущих» Выполнил: студент гр. МО-32 Стрельников В.М. Принял: к.т.н., доцент Александрова Е.Б. Белгород 2021г Содержание Введение 1. Технологические характеристики выпускаемой продукции………….4 2. Контроль производственного процесса и качества готовой продукции…………………………………………………………………..7 3. Организация контроля качества на предприятии……………………...20 4.Список используемой литературы………………………………………25 Введение Вопрос качества в производстве строительных материалов не теряет актуальности со времен индустриализации и по настоящее время. В данном реферате рассматривается управление качеством продукции на предприятии по производству гипсовых вяжущих. В ходе работы будут представлены технологические характеристики продукции, контроль производственного процесса и качества, а также контроль качества на предприятии. 1. Технологические характеристики выпускаемой продукции Гипсовые вяжущие изготавливают по ГОСТ 125-2018.В зависимости от предела прочности на сжатие различают следующие марки гипсовых вяжущих: Г-2, Г-3, Г-4, Г-5, Г-6, Г-7, Г-10, Г-13, Г-16, Г-19, Г-22, Г-25.Пример условного обозначения гипсового вяжущего прочностью 5,2 МПа со сроками схватывания: начало — 5 мин, конец — 9 мин и остатком на сите с размером ячеек в свету 0,2 мм 9 %, т. е. гипсового вяжущего марки Г-5, быстротвердеющего, среднего помола: Г-5 А II ГОСТ 125—2018 Минимальный предел прочности каждой марки гипсового вяжущего должен соответствовать значениям, приведенным в таблице 1. 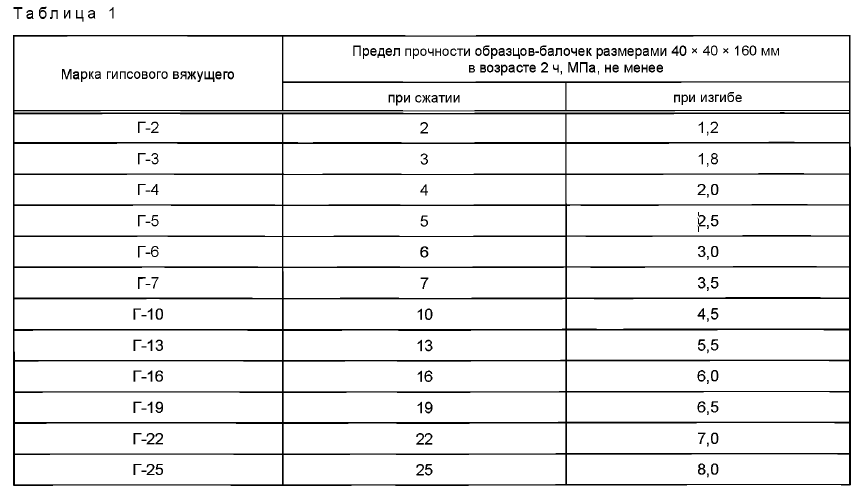 В зависимости от сроков схватывания различают виды гипсовых вяжущих, приведенные таблице 2. 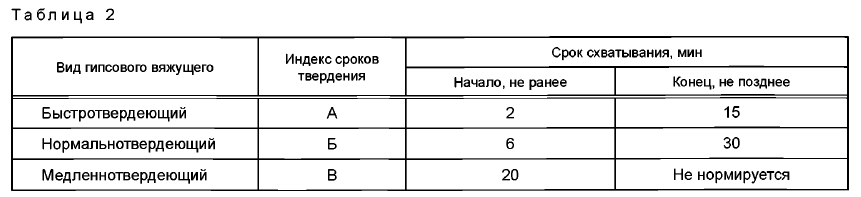 Для фарфоро-фаянсовой и керамической промышленности изготовляют гипсовые вяжущие со сроками схватывания, установленными для нормальнотвердеющего гипса. В зависимости от степени помола различают виды гипсовых вяжущих, приведенные в таблице 3. 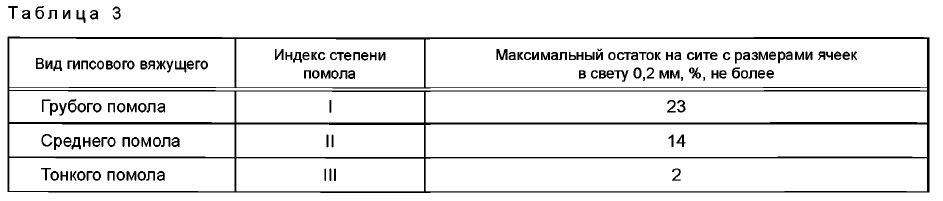 Для фарфоро-фаянсовой и керамической промышленности изготовляют гипсовые вяжущие тонкого помола с максимальным остатком на сите с ячейками размером в свету 0,2 мм не более 1 %. Предприятие-изготовитель должно определять удельную поверхность гипсового вяжущего тонкого помола не менее одного раза в месяц и указывать в документе установленной формы ее величину, с указанием прибора (метода), использованного для ее определения. Предприятие-изготовитель должно определять гидратную влагу гипсового вяжущего при запросе таких данных потребителем. Удельная эффективная активность естественных радионуклидов в гипсовых вяжущих не должна превышать предельных значений, установленных ГОСТ 30108. Гипсовые вяжущие, применяемые в фарфоро-фаянсовой, керамической и других отраслях промышленности, должны соответствовать дополнительным требованиям, указанным в таблице 4. 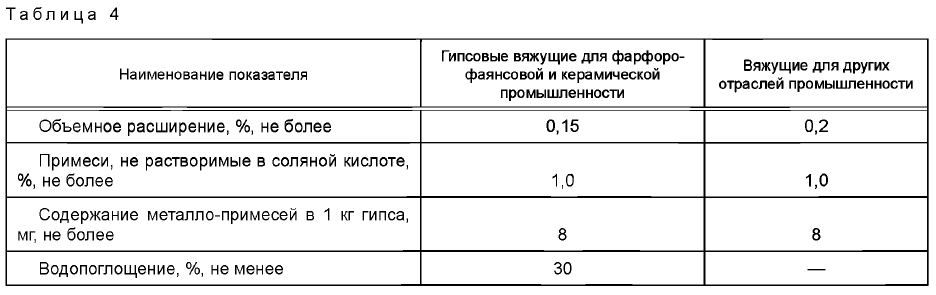 Гипсовые вяжущие высшей категории качества должны удовлетворять дополнительным требованиям, указанным в таблице 5. 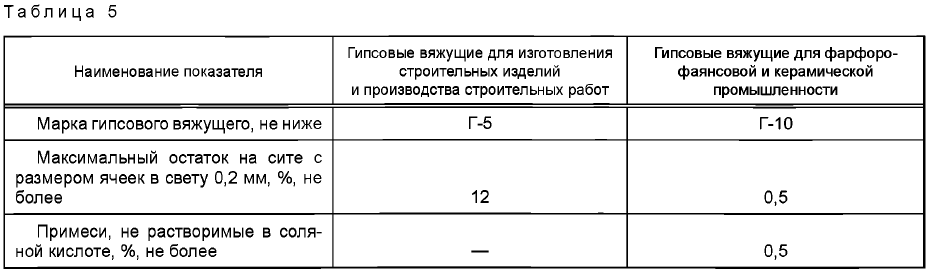 2. Контроль производственного процесса и качества готовой продукции Правила приемки Приемку гипсового вяжущего проводят партиями. Каждая партия должна состоять из гипсового вяжущего одного вида и марки и быть оформлена одним документом о качестве. Размер партии устанавливает предприятие-изготовитель, но не более 500 т. При отгрузке гипсового вяжущего в судах размер партии устанавливают по согласованию изготовителя и потребителя. Приемку гипсовых вяжущих техническим контролем предприятия-изготовителя производят на основании данных производственного контроля и приемо-сдаточных испытаний. Производственный контроль включает в себя периодические испытания сырья и гипсового вяжущего, проводимые в объемах и в сроки, установленные действующей на предприятии технологической документацией. По данным приемо-сдаточных испытаний назначают вид и марку гипсового вяжущего. Перечень контролируемых показателей, необходимых для приемки партии по результатам приемо-сдаточных испытаний, проводят в соответствии с требованиями нормативных документов и технической документации на конкретный вид гипсового вяжущего. Качество гипсовых вяжущих проверяют по всем показателям путем проведения приемо-сдаточных и периодических испытаний в соответствии с требованиями, указанными в таблице 3. Партия гипсового вяжущего принимается и может быть отгружена, если результаты приемо-сдаточных испытаний: - по пределам прочности при сжатии и изгибе образцов в возрасте 2 ч; - срокам схватывания; - тонкости помола удовлетворяют требованиям нормативных документов и технической документации на вяжущие данного вида. Перечень приемо-сдаточных испытаний, необходимых для приемки партии, может быть изменен или дополнен в соответствии с требованиями нормативных документов и технической документации на конкретный вид гипсового вяжущего. Для проведения приемо-сдаточных испытаний от каждой партии из потока гипсового вяжущего при его транспортировании от мелющего агрегата отбирают точечные пробы в порядке, установленном ГОСТ 23789, и подготовляют из них одну объединенную пробу. При получении неудовлетворительных результатов приемо-сдаточных испытаний по какому- либо показателю из указанных в 4.6 проводят повторные испытания гипсового вяжущего по этому показателю на удвоенном числе проб. Для проверки правильности назначения вида и марки гипсового вяжущего предприятие-изготовитель определяет его прочность каждой партии в сроки, установленные нормативными документами и технической документацией. Результаты приемо-сдаточных испытаний регистрируют в журнале по форме, приведенной в приложении Б. Журнал приемо-сдаточных испытаний должен быть пронумерован, сшит, подписан и заверен печатью. Журнал приемо-сдаточных испытаний является официальным документом, удостоверяющим качество продукции. В случае получения неудовлетворительных результатов при повторных испытаниях служба технического контроля предприятия-изготовителя бракует всю партию гипсового вяжущего. Радиационно-гигиеническую оценку гипсовых вяжущих допускается проводить на основании паспортных данных поставщика гипсового камня. При отсутствии данных поставщика гипсового камня о содержании естественных радионуклидов в гипсовом камне предприятие-изготовитель определяет содержание естественных радионуклидов гипсовых вяжущих не реже одного раза в год, а также при каждой смене поставщика. Каждая партия гипсового вяжущего или ее часть, поставляемые в один адрес, должны сопровождаться документом о качестве, в котором должны быть указаны: - наименование изготовителя и (или) его товарный знак и юридический адрес; местонахождение изготовителя (юридический адрес, включая наименование страны); - условное обозначение гипсового вяжущего в соответствии с таблицей 4; - номер партии и дата изготовления; - номинальная масса, кг; - гарантийный срок хранения; - дата отгрузки. При необходимости в документ о качестве могут быть внесены дополнительные сведения Документ о качестве должен быть подписан руководителем службы технического контроля предприятия-изготовителя или его заместителем и отправлен потребителю не позднее 3 сут с даты отгрузки гипсового вяжущего, если договором на поставку не предусмотрен другой порядок. Потребитель имеет право проводить контрольную проверку качества гипсового вяжущего, осуществляя отбор проб и испытания по ГОСТ 23789. При контрольной проверке качества гипсовое вяжущее должно соответствовать всем нормируемым показателям, указанным в стандарте на данные виды и марки гипсового вяжущего. Методы испытаний Порядок отбора проб и испытания гипсовых вяжущих проводят по ГОСТ 23789. Отбор и подготовка проб. Сущность метода отбора заключается в подготовке усредненной пробы для испытаний. От каждой партии гипсового вяжущего, подлежащего испытанию, отбирают пробу массой от 10 до 15 кг. На предприятии-изготовителе при текущем контроле отдельные пробы следует отбирать преимущественно из потока материала перед его упаковкой или отгрузкой навалом. При поставке гипсового вяжущего без упаковки пробу отбирают непосредственно из транспортных средств равными частями в четырех местах. При поставке гипсового вяжущего, упакованного в мешки, пробу отбирают из 10 мешков массой от 1,0 до 1,5 кг из середины каждого мешка. Отобранную пробу тщательно перемешивают и методом квартования отбирают пробу массой от 5 до 7 кг; данную пробу делят на две равные части, одну из которых направляют на проведение испытаний, предусмотренных настоящим стандартом, другую - помещают в герметичную упаковку и хранят как арбитражную в сухом помещении при температуре (23±2)°С. Маркировка упаковки с пробами, а также протокол отбора проб должны включать в себя: - наименование предприятия-изготовителя или его товарный знак; - условное обозначение гипсового вяжущего; - номер партии; - дату отгрузки; - место и дату отбора пробы. Определение тонкости (степени) помола. Сущность метода заключается в определении массы гипсового вяжущего, оставшегося при просеивании на сите с ячейками размером в свету 0,2 мм. Для определения тонкости помола применяют: - сушильный шкаф, обеспечивающий температуру (50±5)°С; - весы по ГОСТ OIML R 76-1 с погрешностью взвешивания не более 0,05 г; - сито с ячейками размером в свету 0,2 мм по ГОСТ 6613; - термометр со шкалой до температуры 100°С; - установку для механического просеивания. 5.3 Пробу гипсового вяжущего массой 50 г, взвешенную с погрешностью не более 0,1 г и предварительно высушенную в сушильном шкафу в течение 1 ч при температуре (50±5)°С, высыпают на сито и проводят просеивание вручную, на механической установке или с помощью прибора-анализатора. Просеивание считают законченным, если сквозь сито в течение 1 мин при ручном просеивании проходит не более 0,05 г гипсового вяжущего. Тонкость помола отдельной пробы определяют в процентах с погрешностью не более 0,1% как отношение массы, оставшейся на сите, к массе первоначальной пробы. За значение тонкости помола принимают среднее арифметическое результатов двух испытаний. Определение сроков схватывания гипсового теста стандартной консистенции (нормальной густоты). Для определения сроков схватывания используют гипсовое тесто стандартной консистенции. Сущность метода состоит в определении времени от начала контакта гипсового вяжущего с водой до начала и конца схватывания теста. Для определения сроков схватывания применяют: - секундомер; - кольцо коническое из коррозионно-стойкого материала; - прибор Вика с массой подвижной части (300±2) г.. Игла должна быть изготовлена из твердой нержавеющей стальной проволоки с полированной поверхностью и не иметь искривлений; - пластину полированную из коррозионно-стойкого материала размером не менее 100х100 мм. Перед началом испытания проверяют, свободно ли опускается стержень прибора Вика, а также нулевое положение подвижной части. Кольцо, предварительно протертое и смазанное минеральным маслом и установленное на полированную пластинку, заполняют тестом. Для удаления попавшего в тесто воздуха кольцо с пластинкой четыре-пять раз встряхивают путем поднятия и опускания одной из сторон пластинки примерно на 10 мм. После этого излишки теста срезают линейкой и заполненную форму на пластинке устанавливают на основании прибора Вика. Подвижную часть прибора с иглой устанавливают в такое положение, при котором конец иглы касается поверхности гипсового теста, а затем иглу свободно опускают в кольцо с тестом. Погружение проводят один раз каждые 30 с, начиная с целого числа минут. После каждого погружения иглу тщательно вытирают, а пластинку вместе с кольцом передвигают так, чтобы каждое последующее погружение иглы находилось на расстоянии не менее 10 мм от мест предыдущих погружений и края кольца. После каждого погружения иглу протирают. Начало схватывания определяют временем, выраженным в минутах, истекших от момента добавления гипсового вяжущего к воде до момента, когда свободно опущенная игла после погружения в тесто первый раз не доходит до поверхности пластинки, а конец схватывания - когда свободно опущенная игла погружается на глубину не более 1 мм. Время начала и конца схватывания выражают в минутах. Определение предела прочности на растяжение при изгибе Подготовка к испытанию Для изготовления образцов берут пробу гипсового вяжущего массой от 1,0 до 1,6 кг. Гипсовое вяжущее в течение 5-20 с засыпают в чашку смесителя с водой, взятой в количестве, необходимом для получения теста стандартной консистенции, предварительно протертую влажной тканью. Гипсовое тесто перемешивают в течение 60 с в смесителе до получения однородного теста, которым заливают форму. При работе смесителя вращение лопасти вокруг собственной оси и ее планетарное перемещение относительно оси чаши должны осуществляться в противоположных направлениях со скоростью вращения вокруг собственной оси (140±5) мин; при планетарном перемещении относительно оси чаши - (62±5) мин. Допускается замешивание гипсового теста вручную. После засыпания гипсового вяжущего смесь интенсивно перемешивают ручной мешалкой в течение 60 с до получения однородного теста, которым заливают форму. Внутреннюю поверхность стенок формы и поддон предварительно смазывают тонким слоем машинного масла. Приготовленное тесто укладывают в форму. Уложенное тесто уплотняют и выравнивают пятью ударами формы о поверхность стола, поднимая ее за торцевую сторону на высоту 10 мм. После наступления начала схватывания излишки гипсового теста снимают линейкой, передвигая ее по верхним граням формы перпендикулярно к поверхности образцов. Через (15±5) мин после конца схватывания образцы извлекают из формы, маркируют и хранят в помещении для испытаний при температуре (23±2)°С и относительной влажности воздуха (50±5)%. Определение прочности образцов, изготовленных из гипсового теста стандартной консистенции, проводят через 2 ч после контакта гипсового вяжущего с водой. Проведение испытания. Для определения предела прочности на растяжение при изгибе образец устанавливают на опоры прибора для испытания на изгиб так, чтобы его грани, горизонтальные при изготовлении, находились в вертикальном положении. Расстояние между опорами должно быть (100±0,152) мм. Скорость нарастания нагрузки - (50±10) Н/с. Испытание проводят в соответствии с инструкцией, прилагаемой к прибору. Обработка результатов испытания. Предел прочности на растяжение при изгибе одного образца Rизг, МПа (Н/мм, кгс/см), вычисляют по формуле где - разрушающая нагрузка, Н. За результат испытания принимают среднее арифметическое результатов трех испытаний, вычисленное с точностью ±0,1 МПа. Определение предела прочности при сжатии. Предел прочности при сжатии определяют испытанием шести половинок образцов-призм. Половинку образца-призмы помещают между двумя пластинками для передачи нагрузки на образец так, чтобы боковые грани, которые при формовании образцов находились в вертикальном положении, находились в плоскостях пластинок, а упоры пластинок плотно прилегали к торцевой гладкой грани образца. Скорость нарастания нагрузки при испытании - (50±10) Н/с. Предел прочности при сжатии одного образца Rсж, МПа, вычисляют по формуле где S - площадь рабочей поверхности пластинки, равная 2500 мм. Предел прочности на сжатие вычисляют как среднее арифметическое результатов шести испытаний без наибольшего и наименьшего результатов, вычисленное с точностью ±0,1 МПа. Определение водопоглощения Аппаратура Шкаф сушильный, обеспечивающий температуру (50±5)°С. Весы по ГОСТ OIML R 76-1 с погрешностью взвешивания не более 0,01 г. Проведение испытания Водопоглощение гипса определяют на трех образцах-балочках. Образцы перед испытанием высушивают при температуре от 45°С до 55°С до постоянной массы. Массу образца считают постоянной, если результаты двух последовательных взвешиваний отличаются друг от друга менее чем на 0,1%. Образцы взвешивают с точностью до 0,01 г, после чего помещают в горизонтальном положении в ванну и заливают до половины водой. Через 2 ч ±2 мин их заливают водой полностью и выдерживают еще в течение 2 ч ±2 мин. После этого образцы извлекают из воды, обтирают влажной тканью и взвешивают с точностью до 0,01 г. Массу воды, вытекшую из пор образца на чашку весов, следует включать в массу насыщенного образца. Водопоглощение гипса WM отдельного образца по массе, %, вычисляют с погрешностью до 0,1% по формуле где mC- масса высушенного образца, г; mB - масса водонасыщенного образца, г. Водопоглощение гипса W0 отдельного образца по объему, %, вычисляют с погрешностью до 0,1% по формуле  (3) (3)где р0 - плотность гипсового камня в сухом состоянии, кг/м; pв - плотность воды, принимаемая равной 1 г/см. Значения водопоглощения определяют как среднее арифметическое результатов трех определений. Удельную эффективную активность естественных радионуклидов определяют по ГОСТ 30108. Упаковка Гипсовое вяжущее отгружают в потребительской упаковке (упаковочной единице) или без нее в специализированном транспорте. Упаковочная единица — многослойные влагопрочные бумажные клапанные мешки по ГОСТ 2226. Допускается применять мягкие контейнеры из полипропиленовой ткани с полиэтиленовым вкладышем максимальной массой гипсового вяжущего не более 1000 кг. Масса гипсового вяжущего в упаковочной единице не должна превышать 50 кг. Допустимое отклонение массы в одной упаковочной единице регламентируется ГОСТ 8.579. Формирование транспортных пакетов проводят в соответствии с технологической документацией с применением поддонов по ГОСТ 33757, термоусадочной пленки по ГОСТ 25951 или пленки по ГОСТ 10354. Гипсовое вяжущее в мелкой расфасовке упаковывают в полиэтиленовые банки, пакеты из полиэтиленовой пленки по ГОСТ 10354 или бумажные пакеты по ГОСТ 2226. Допускается применение другой упаковки при условии обеспечения сохранности гипсового вяжущего при хранении, погрузке, выгрузке и транспортировании. Качество упаковки должно обеспечивать необходимую герметичность. Маркировка Маркировку мешков для гипсового вяжущего проводят в любой части мешка. Маркировка должна содержать: - наименование изготовителя и (или) его товарный знак, местонахождение (юридический адрес, включая наименование государства) предприятия-изготовителя; - условное обозначение гипсового вяжущего; - номер партии; - дату изготовления; - номинальную массу, кг; - срок хранения; - сведения о подтверждении соответствия (при наличии). Маркировку гипсового вяжущего, отгружаемого без упаковки, наносят на ярлык, прикрепляемый к транспортному средству любым способом, обеспечивающим его сохранность при транспортировании. Ярлык должен содержать информацию, аналогичную маркировке мешка с гипсовым вяжущим. Маркировку транспортных пакетов осуществляют по ГОСТ 14192 с нанесением манипуляционного знака «Беречь от влаги» на мешки верхнего ряда, которые должны быть уложены так, чтобы маркировка была отчетливо видна. При поставке гипсового вяжущего в упаковке для розничной торговли маркировку, наносят на каждую упаковочную единицу. На транспортную упаковку, используемую для транспортирования гипсового вяжущего в мелкой расфасовке, наклеивают этикетку, с указанием числа упаковочных единиц. На каждую упаковочную единицу должен быть нанесен манипуляционный знак «Беречь от влаги» по ГОСТ 14192. Транспортирование Гипсовое вяжущее без упаковки следует транспортировать в специальных вагонах-цементовозах, автоцементовозах и на судах, а в упакованном виде — на универсальных транспортных средствах (в крытых вагонах, автомобилях и на судах) транспортными пакетами, в контейнерах или поштучно в соответствии с правилами перевозки и крепления грузов, действующими на данном виде транспорта. Контейнеры, применяемые для транспортирования гипсового вяжущего, должны соответствовать требованиям нормативных документах и технической документации на них. Транспортирование гипсового вяжущего пакетами в термоусадочной пленке по железной дороге осуществляют согласно нормативным документам на размещение и крепление пакетов, сформированных из мешков гипсового вяжущего с использованием термоусадочной пленки, в четырехосных полувагонах, утвержденным органом исполнительной власти, выполняющим функции управлении железнодорожным транспортом*, государства — участника соглашения, принявшего настоящий стандарт. При погрузке и транспортировании гипсового вяжущего без упаковки или в мешках оно должно быть защищено от воздействия влаги и загрязнения посторонними примесями. При транспортировании должны быть приняты меры, исключающие воздействие атмосферных осадков, а также обеспечивающие защиту упаковки от механического повреждения и нарушения целостности. Хранение Гипсового вяжущее следует хранить раздельно по видам и маркам в силосах или других крытых емкостях, а гипсовое вяжущее в упаковке — в крытых сухих помещениях. Смешивание гипсовых вяжущих разных видов и марок, загрязнение их посторонними примесями и увлажнение не допускаются. При хранении мешки с гипсовым вяжущим укладывают вплотную на поддоны в ряды по высоте не более 1,8 м с обеспечением свободного подхода к ним. При хранении гипсового вяжущего в пакетах, изготовленных с применением термоусадочной пленки, не требуется его защита от атмосферных осадков при условии целостности пакета. Для защиты пакетов от примерзания и разрушения термоусадочной пленки их следует укладывать на поддоны в штабели высотой не более четырех ярусов. Запрещается хранить гипсовое вяжущее без упаковки. 3. Организация контроля качества на предприятии. Система технического контроля (объекты контроля, контрольные операции, их последовательность, техническое оснащение, режимы, методы, средства механизации и автоматизации), являющаяся неотъемлемой частью производственного процесса, разрабатывается одновременно с проектированием технологий изготовления технических устройств службой главного технолога предприятия либо соответствующими проектно технологическими организациями при участии отдела технического контроля (О Т К). В зависимости от особенностей производства в состав ОТК могут входить следующие подразделения: · контрольно-измерительная лаборатория; · группы технического контроля, располагаемые в производственных цехах; · группы приемки испытаний готовой продукции; · группа учета брака и рекламаций; · группа контроля экспортной продукции. Контроль качества выпускаемой продукции ОТК проводит по следующим главным направлениям: контроль технической документации и технологических процессов; обеспечения надежности принимаемых изделий; рекламационная работа; применение средств измерений; соблюдение метрологических правил приёмки. Рассмотрим основные виды контроля, термины и определения, установленные в этой области (ГОСТ 16504-81). В соответствии с ГОСТ 16504-81 под испытанием понимают экспериментальное определение количественных и качественных характеристик свойств объекта испытаний как результата воздействия на него при его функционировании, при моделировании объекта и воздействий. Вид испытаний - это классификационная группировка. испытаний по определенному признаку. В соответствии с видовой классификацией испытания подразделяются по следующим основным признакам: В зависимости от целей испытаний: контрольные (для контроля качества объекта); исследовательские (для изучения определенных свойств продукции, технологического процесса); По наличию базы для сравнения результатов - сравнительные (испытания двух или более объектов, проводимые в идентичных условиях для сравнения характеристик их качества); По точности значения параметров: определительные (для определения значений параметров продукции с заданными значениями точности и доверительной вероятности), оценочные (для такой оценки качества продукции, при которой не требуется определение значений ее параметров с заданными значениями точности и доверительной вероятности); По этапам разработки продукции: доводочные (проводятся в процессе разработки изделий для оценки влияния вносимых в нее изменений с целью достижения требуемых показателей качества); предварительные (испытания опытных образцов или партий для определения возможности их предъявления на приемочные испытания); приемочные (испытания опытных образцов или партий продукции либо изделий единичного производства, проводимые соответственно для решения вопроса о целесообразности постановки на производство этой продукции или после изготовления передачи ее в эксплуатацию); По уровню проведения: ведомственные (приемочные испытания, проводимые комиссией из представителей заинтересованного министерства или ведомства); межведомственные (приемочные испытания, проводимые комиссией из представителей нескольких заинтересованных министерств, ведомств); государственные (приемочные испытания, проводимые государственной комиссией). По этапам процесса: на входном контроле (для проверки соответствия количественных и качественных характеристик продукции, полученной от поставщика, количественным и качественным характеристикам, предусмотренным стандартами или техническими условиями); при операционном контроле (с целью установления соответствия формирующихся количественных и качественных характеристик изделия в процессе его обработки количественным и качественным характеристикам, предусмотренным техническими условиями, стандартами); приемо-сдаточные (испытание готовой продукции, проводимые при приемочном контроле). По периодичности проведения - периодические (в объемах и в сроки, установленные соответствующей документацией); По оценке уровня качества продукции - аттестационные (для оценки уровня качества продукции при ее аттестации); По оценке целесообразности измерения - типовые (испытания продукции, проводимые после внесения изменения в конструкцию, рецептуру или технологию изготовления для оценки эффективности и целесообразности внесенных изменений); По продолжительности проведения: ускоренные (испытания продукции, методы и условия проведения которых обеспечивают получение необходимого объема информации в более короткий срок, чем в предусмотренных условиях и режимах эксплуатации); нормальные (испытания продукции, методы и условия проведения которых обеспечивают получение необходимого объема информации в такой же срок, как и в предусмотренных условиях и режимах эксплуатации); По степени интенсификации процессов: форсированные (ускоренные испытания, основанные на интенсификации процессов, вызывающих отказы или повреждения), сокращенные (ускоренные испытания без интенсификации процессов, вызывающих отказы или повреждения); По возможности последующего использования продукции: разрушающие (могут нарушить пригодность продукции к использованию по назначению), неразрушающие (не должны нарушить пригодности к использованию ее по назначению); В зависимости от места проведения: полигонные (в условиях, максимально приближенных к эксплуатационным), эксплуатационные (в условиях эксплуатации); В зависимости от оцениваемых свойств: на надежность (для определения или оценки назначений показателей надежности в заданных условиях), ресурсные (испытания на долговечность, про водимые для определения или оценки технического ресурса продукции). По виду воздействия на объект: механические (механические нагрузки); электрические (электрические нагрузки); акустические (акустические колебания); тепловые (тепловые нагрузки); гидравлические; пневматические (давление жидкости или газа); радиационные (ионизирующее излучение); электромагнитные (электромагнитное поле); магнитные (магнитное поле), биологические (жизнедеятельность организмов); климатические; химические. Список используемой литературы 1. К.В. Чаус, Ю.Д. Чистов, Ю.В. Лабзина: Технология производства строительных материалов, изделий и конструкций М.: Стройиздат 1988. 2. Сулименко, Л.М.Технология минеральных вяжущих материалов и изделий на их основе: учеб. для вузов. - 4-е изд., перераб. и доп. - М.: Высш. шк., 2005. - 334 с. 3. Волженский А.В., Буров Ю.С., Колокольников В.С. Минеральные вяжущие вещества. М.: Стройиздат, 1979. - 358 с.  |