Для разработки эффективных промышленных процессов модификации по. Во второй главе
 Скачать 445.08 Kb. Скачать 445.08 Kb.
|

|
Для разработки эффективных промышленных процессов модификации полимерных материалов нетепловым воздействием в электромагнитном поле сверхвысокочастотного (микроволнового) диапазона а с целью улучшения их механических свойств важно знать сложные характеристики сред, на которые воздействует электромагнитное поле. Такие комплексные характеристики включают в себя степень поглощения электромагнитного излучения веществом, которая определяется глубиной проникновения глубины проникновения Расстояние - это расстояние, при прохождении которого вы вводите вещество, амплитуда колебаний вектора напряженности электрического поля уменьшается в коэффициент e, где e - натуральное значение логарифма. 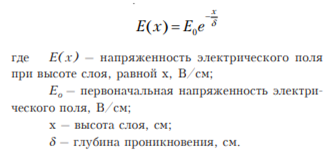 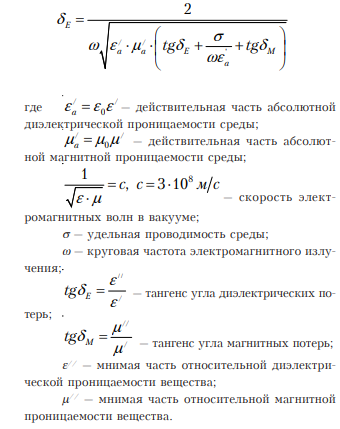 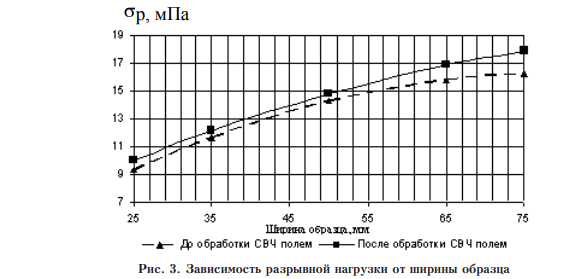 Как видно из приведенных зависимостей, проведенные исследования показали высокую глубину проникновения излучения в гранулы, эффективность использования электромагнита ПВХ составляет — 19 см, в пленку - 10 см. Зависимость магнитного излучения dll от нетеплового модификатора объясняется тем, что концентрация полимеров, позволяющая улучшить механическую плотность гранул, составляет 710 кг/м, а физические свойства и качество готового продукта. плотность пленки составляет -1400 кг/м°. Из экспериментов следует, что ПВХ обладает достаточно высокой поглощающей способностью, что позволяет проводить его модификацию в электромагнитном поле. На рис. 3 показаны зависимости прочности на разрыв модифицированной пленки ПВХ от ширины образца. Из их анализа следует, что механические свойства модифицированного материала улучшаются до 10%. Энергия электромагнитного излучения, поглощаемого лаймером, составляет 54 кДж кг.Исследование прочностных характеристик ТИЦ проводилось по ГОСТ т 1262 80 на измерительной разрывной машине.  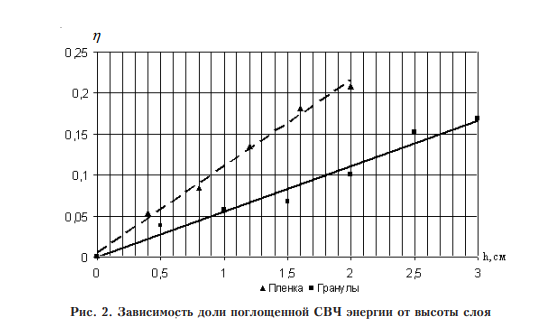   Во второй главе представлены характеристики используемых материалов и методы исследования. В исследованиях использованы термопласты, а именно полиэтилен высокого давления (ПЭВД) (ГОСТ 16337-77), полиамид-6 (ПА-6) (ГОСТ 10589-87), полиамид стеклонаполненный (ПАСН) (ТУ 2243-015-11378612) и полиэтилентерефталат (ПЭТФ) (ТУ 6-06-310-71), а также реактопласты, где в качестве связующего использовали эпоксидную смолу марки ЭД-20 (ГОСТ 10587-93), отвердитель изометилтетрагидрофталевый ангидрид (изо-МТГФА) (ТУ 2418-399-05842324-2004), а в качестве армирующего наполнителя - стеклянную (ГОСТ 17139-2000) и капроновую нить (ТУ 15-08-31-89), для ускорения процесса отверждения применяли ускоритель полимеризации УП 606/2 (ТУ 6-22-362-95).Методами исследования являлись: стандартные методы испытаний технологических и эксплуатационных свойств полимерных материалов (определение разрушающего напряжения при изгибе – σизг, разрушающего напряжения при растяжении – σраст, ударной вязкости – ауд, твердости по Бринеллю – НВ и модуля упругости – Ep), инфракрасная спектроскопия (ИКС), термогравиметрический анализ (ТГА), оптическая микроскопия, определение степени превращения реактопластов и определение степени водопоглощения. Таблица 1 – Зависимость физико-механических характеристик ПЭВД от мощности СВЧ обработки при продолжительности 5 минут
Таблица 2 – Зависимость физико-механических характеристик ПЭВД от продолжительности СВЧ обработки при мощности 600 Вт
Одним из примеров полимера, содержащего метиленовые группы, является поликапроамид. В результате серии опытов по изучению влияния СВЧ обработки на характеристики ПА-6 (таблицы 3, 4) можно утверждать, что при увеличении мощности и продолжительности обработки, разрушающее напряжение при растяжении увеличивается на 2-16%, разрушающее напряжение при изгибе увеличивается на 5-25%, ударная вязкость увеличивается на 4-17%, а твердость по Бринеллю уменьшается на 2-19%. Наилучших результатов СВЧ обработки можно добиться при мощности 750 Вт и продолжительности 5 минут. Таблица 3 – Зависимость физико-механических характеристик ПА-6 от мощности СВЧ обработки при продолжительности 5 минут
Таблица 4 – Зависимость физико-механических характеристик ПА-6 от продолжительности СВЧ обработки при мощности 750 Вт
Следующим объектом исследования является полиамид стеклонаполненный.В этом материале массовое содержание метиленовых групп меньше, чем в ненаполненном материале, и зависит от содержания наполнителя. Таблица 5 – Зависимость физико-механических характеристик ПАСН от мощности СВЧ обработки при продолжительности 5 минут
Таблица 6 – Зависимость физико-механических характеристик ПАСН от продолжительности СВЧ обработки при мощности 750 Вт.
В результате серии опытов по изучению влияния СВЧ обработки на характеристики ПАСН (таблицы 5, 6) можно утверждать, что при увеличении мощности и продолжительности обработки, разрушающее напряжение при растяжении увеличивается на 10-26%, разрушающее напряжение при изгибе увеличивается на 1-8%, ударная вязкость увеличивается на 2-13%, а твердость по Бринеллю увеличивается на 2-11%. Наилучших результатов СВЧ обработки можно добиться при мощности 750 Вт и продолжительности 5 минут. Также нужно отметить, что СВЧ обработка оказывает более сильное влияние на поликапроамид наполненный, чем на ненаполненный. Это можно объяснить тем, что в качестве наполнителя использовалась стеклонить. Стекло содержит от 70 до 90% оксида кремния SiO2, являющегося протоно-акцепторным соединением, которое способно создавать донорно-акцепторные связи с группами NH в макромолекулах поликапроамида. Скорее всего после СВЧ модификации количество этих связей в полимере увеличивается, следовательно растут и его физико-механические характеристики. Последний объектом исследования из ряда термопластов является полиэтилентерефталат. В результате серии опытов по изучению влияния СВЧ обработки на характеристики ПЭТФ (таблицы 7, 8) можно утверждать, что при увеличении мощности и продолжительности обработки, разрушающее напряжение при растяжении увеличивается на 4-26%, разрушающее напряжение при изгибе увеличивается на 5-40%, ударная вязкость увеличивается на 9-29%, а твердость по Бринеллю уменьшается на 16-21%. Наилучших результатов СВЧ обработки можно добиться при мощности 750 Вт. и продолжительности 7 минут. После СВЧ обработки ПЭТФ снижается твердость, как и в случае с полиэтиленом. Это может быть связано с большим количеством этиленовых групп (CH2) в полимере. Как было сказано выше, частота СВЧ излучения ближе всего стоит к частоте колебания этиленовых групп в макромолекулах полимеров. СВЧ обработка способствует образованию химических связей между наполнителем и матрицей, эти связи при испытании на определение твердости не разрушаются, а водородные связи, при испытании ненаполненных полимеров на определение твердости, разрушаются. Таблица 7 – Зависимость физико-механических характеристик ПЭТФ от мощности СВЧ обработки при продолжительности 5 минут
Таблица 8 – Зависимость физико-механических характеристик ПЭТФ от продолжительности СВЧ обработки при мощности 750 Вт
Если сопоставить результаты изучения влияния СВЧ на характеристики рассмотренных выше четырех типов полимеров, то можно предположить следующее: при увеличении мощности СВЧ излучения физико-механические характеристики полимерных материалов растут. Это говорит о том, что СВЧ колебания оказывают энергетически-подпитывающее воздействие. при увеличении продолжительности обработки физико-механические характеристики достигают максимум при продолжительности обработки 5-7 минут. При дальнейшем увеличении продолжительности показатели начинают падать. Это указывает на более глубинные изменения в структуре материалов, такие как плавление и деструкция. Практическое внедрение полученных результатов непосредственно связано с надежностью открытых эффектов влияния предварительной СВЧ обработки на характеристики рассмотренных материалов. Поэтому в данной работе особое внимание уделено статистической обработке результатов эксперимента. Особенно ценными и надежными являются эффекты, величина которых значительно выше абсолютных погрешностей в определении изучаемых характеристик. С этой точки зрения наиболее ценными являются результаты по упрочнению ПЭТФ и полиамидов. Одним из объяснений упрочнения материала вследствие предварительной СВЧ обработки может быть образование дополнительного количества водородных связей. Наличие водородных связей способствует увеличению гидрофильности материала. Способность к образованию водородных связей в материале непосредственно связана с гидрофильностью изучаемого материала, поэтому логическим продолжением исследования являлось установление связи между упрочняющим влиянием СВЧ и гидрофильностью обрабатываемых материалов. 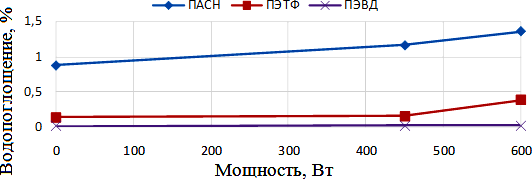 Рисунок 1 – Зависимость водопоглощения различных термопластов от мощности источника СВЧ (продолжительность обработки 5 мин) Повышение гидрофильности при обработке электромагнитным полем СВЧ свидетельствует об образовании водородных связей между макромолекулами и, следовательно, о структурировании. По мере усиления гидрофильности рассмотренные термопласты можно расположить в следующей последовательности ПЭВД < ПЭТФ < ПАСН (рисунок 1). Способность к образованию водородных связей может быть одной из причин упрочняющего влияния СВЧ обработок. Для выяснения механизма структурообразования, являющегося причиной упрочняющего влияния СВЧ, необходимо оценить тепловой эффект Q структурообразования. Если структурирование обусловлено образованием химических связей, то тепловой эффект сравнительно высок – порядка 100 кДж/моль и более, а если обусловлено образованием физических связей – то значительно ниже, не более нескольких десятков кДж/моль. Для оценки теплового эффекта процесса структурирования можно воспользоваться соотношением типа соотношения Поляни-Семенова: E = A+B |Q| (1) где Е – экспериментально определяемая энергия активации процесса структурирования, А и В – константы. Таким образом, с помощью соотношения (1) можно оценить величину Q по экспериментально определенной энергии активации. Для определения энергии активации процессов структурирования нужно иметь кинетические кривые процесса структурирования при различных температурах, на которых величиной, изменяющейся по ходу структурирования, является прочностная характеристика. Используемая СВЧ печь не имеет устройства термостатирования, поэтому поддерживать постоянную температуру в процессе обработки можно лишь за счет варьирования мощности источника и продолжительности облучения. Для измерения температуры в рабочей камере СВЧ печи изобретено и запатентовано оригинальное устройство. Сущность работы этого устройства состоит в увеличении разности уровней жидкости в коленах U-образной трубки при повышении температуры в печи за счет теплового расширения газа в баллоне, находящемся в рабочей камере. Калибровку этого устройства провели погружением баллона в сосуд с водой определенной температуры. Для определения условий достижения необходимой температуры (мощности источника и продолжительности) были получены графики зависимости температуры в рабочей камере печи от продолжительности нагрева при различных мощностях источника (рисунок 2). 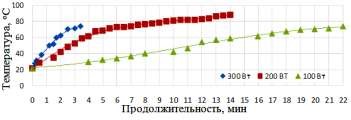 Рисунок 2 – Зависимость температуры в камере печи от продолжительности нагрева при различных мощностях источника СВЧ Проводя горизонтальные сечения кривых рисунка 2, соответствующие различным температурам, определяли необходимую мощность и продолжительность для достижения заданной температуры. Из обработанных в различных температурных режимах порций исходного материала формовали стандартные образцы и определяли их прочностные характеристики. Таким образом, построены кинетические кривые изменения прочностных характеристик при достижении различных температур для образцов из ПА-6 (рисунки 3,4,5). 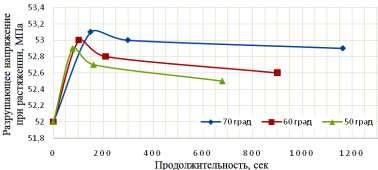 Рисунок 3 – Зависимость разрушающего напряжения при растяжении 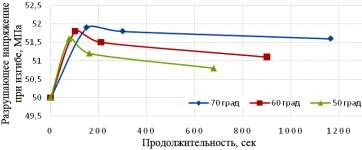 от продолжительности СВЧ обработки при достижении различных температур от продолжительности СВЧ обработки при достижении различных температурРисунок 4 – Зависимость разрушающего напряжения при изгибе 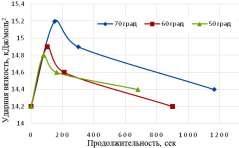 от продолжительности СВЧ обработки при достижении различных температур от продолжительности СВЧ обработки при достижении различных температурРисунок 5 – Зависимость ударной вязкости от продолжительности СВЧ обработки при достижении различных температур Полученные кривые имеют экстремальную форму с максимумами. На участках кривых до максимума прочностные характеристики возрастают с уменьшением температуры. В области после максимума прочностные характеристики растут с увеличением температуры, мы предполагаем, что для них выполняются Аррениусовские зависимости. Аномальный ход кинетических кривых до максимума обусловлен тем, что в этой области происходит прогрев материала. Полный прогрев всего материала до требуемой температуры завершается, когда продолжительность прогрева превышает 3 минуты. Энергии активации процесса упрочнения определяли по методу Вант- Гоффа. Скорость физико-химического процесса подчиняется закону Аррениуса: где U – скорость реакции, Е – энергия активации. Согласно уравнению Поляни-Семенова энергия активации линейно зависит от модуля теплового эффекта. Оценка энергии активации является приблизительной. Из соотношения (1) следует Оказалось, что значения энергии активации для рассмотренных прочностных характеристик лежат в пределах от 20 до 36 кДж/моль: минимальное значение энергии активации наблюдалось при растяжении, максимальное – при испытании на удар. Применим соотношение (1) к этим двум случаям: Величина Е растет с увеличением Q. Считаем, что минимальному значению Ep соответствует минимальное значение Qp , а максимальному Eуд - значение Qуд (приняли, что тепловой эффект разрушения равен прочности разрушаемых водородных связей и согласно литературным данным лежит в пределах от 8 до 30 кДж/моль). Для растяжения и удара имеем систему двух линейных уравнений с двумя неизвестными. Таким образом, с использованием полученных экспериментальных результатов рассчитаны численные значения параметров уравнения (1). Также получаем Q при изгибе, применив полученные значения А и В. Таблица 9 – Значения E и Q для различных механических испытаний
Согласно полученным данным, можно предположить, что прочность образовавшихся связей численно соответствует прочности водородных связей (таблица 9). Еще одним из доказательств образования дополнительного количества водородных связей может служить исследование образцов методом ИКС. В ИК-спектрах исследуемых образцов относительное увеличение полосы поглощения 3500 см-1, которая соответствует водородным связям, находится в пределах от 0,18 до 0,58 (численное значение того как увеличилась полоса поглощения модифицированных образцов по сравнению с не модифицированнными), что свидетельствует об образовании дополнительного количества водородных связей в материале после обработки его СВЧ излучением. Следовательно, в пределах некоторой погрешности можно говорить о преимущественном увеличении содержания водородных связей по сравнению с изменением других связей (рисунок 6). 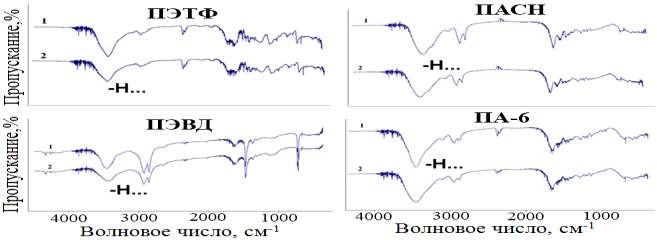 Рисунок 6 – ИКС образцов: 1 – подвержены модификации СВЧ; 2 – без СВЧ модификации Исследование внутренней структуры образцов с помощью оптического микроскопа показало, что обработка СВЧ приводит к изменениям структуры. Применение предварительной СВЧ обработки ПЭВД и ПЭТФ способствует уменьшению воздушных включений, что в целом обеспечивает получение более монолитной структуры с повышенными физико-механическими характеристиками. СВЧ обработка ПАСН приводит по неизвестной причине к образованию линейных агломератов наполнителя. Структура полимера под влияние СВЧ становится более однородной, происходит уменьшение средних размеров неоднородностей (рисунок 7).  Рисунок 7 – Структура термопластов, обработанных и необработанных СВЧ излучением На основании проведенных исследований можно предположить, что упрочнение вследствие обработки СВЧ обусловлено образованием дополнительного количества устойчивых водородных связей, которые достаточно стабильны, сохраняются в условиях формования изделия и при определении макрохарактеристик σизг , σраст , ауд. Однако водородные связи разрушаются при больших сдвиговых нагрузках во время определения твердости. Твердость возрастает после СВЧ обработки только у ПАСН. Видимо, стекло образует прочные химические связи с ПА. |