|
|
ТКМ шпоры. 1. Исходные материалы для металлургии руда, флюсы, огнеупоры, топливо пути повышения температуры горения металлургического топлива. Дайте определения и примеры химических формул
7.Кислородно-конверторный способ получения стали: исходные материалы, технология, технико-экономические показатели. Схема кислородного конвертера.
Кислородно-конвертерный процесс - это выплавка стали из жидкого чугуна в конвертере с основной футеровкой и продувкой кислородом через водоохлаждаемую фурму.
Кислородный конвертер - это сосуд грушевидной формы из стального листа, футерованный основным кирпичом. Вместимость кон�вертера 130—350 т жидкого чугуна. В процессе работы конвертер может поворачиваться на цапфах вокруг горизонтальной оси на 360°С для завалки скрапа, заливки чугуна, слива стали и шлака.
Шихтовыми материалами кислородно-конвертерного процесса являются жидкий передельный чугун, стальной лом (не более 30 %), известь для наведения шлака, железная руда, а та�кже боксит (А12О3), плавиковый шпат (CaF2), которые применяют для разжижения шлака.
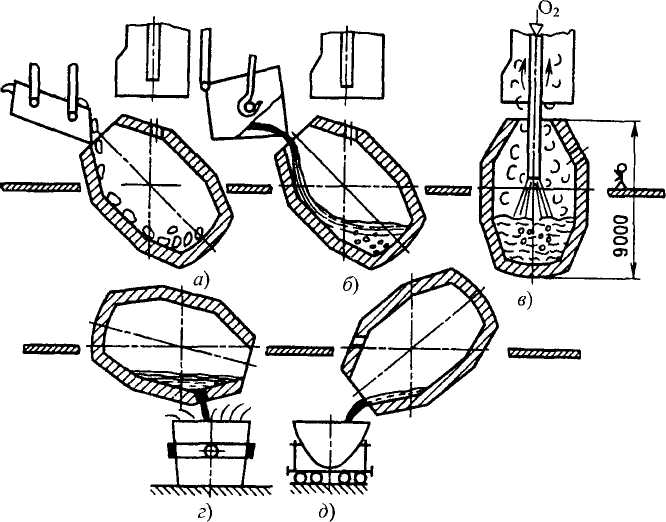
Технология плавки. Перед плавкой конвертер наклоняют, через горловину с помощью завалочных машин загружают скрап (рис, 2.4, а), заливают чугун при температуре 1250—1400°С (рис. 2.4, б). После этого конвертер поворачивают в вертикальное рабочее положение (рис. 2.4, в), внутрь его вводят водоохлаждаемую фурму и через нее подают кислород под давлением 0,9-1,4 МПа. Одновременно с началом продувки в конвертер загружают известь, боксит, железную руду. Струи кислорода проникают в металл, вызы�вают его циркуляцию в конвертере и перемешивание со шлаком. Благодаря интенсивному окислению примесей чугуна при взаимодей�ствии с кислородом в зоне под фурмой развивается температура до 2400°С.
В зоне контакта кислородной струи с чугуном в первую очередь окисляется железо, так как его концентрация во много раз выше, чем примесей. Образующийся оксид железа растворяется в шлаке и металле, обогащая металл кислородом. Кислород, раство�ренный в металле, окисляет кремний, марганец, углерод в металле, и содержание их понижается. При этом происходит разогрев ванны металла теплотой, выделяющейся при окислении примесей, под�держание его в жидком состоянии.
В кислородном конвертере благодаря присутствию шлаков с большим содержанием СаО и FeO, перемешиванию металла и шлака создаются условия для удаления из металла фосфора по реак�ции в начале продувки ванны кислородом, когда ее температура еще невысока. В чугунax перерабатываемых в конвертерах, не дол�жно быть более 0,15 % Р. При повышенном (до 0,3 %) содержании фосфора для его удаления необходимо сливать шлак и наводить но�вый, что снижает производительность конвертера.
Удаление серы из металла в шлак протекает в течение всей плавки по реакциям (7) и (8). Однако высокое содержание в шлаке FeO (до 7-20 %) затрудняет удаление серы из металла. Поэтому для передела в сталь в кислородных конвертерах применяют чугун с со�держанием до 0,07 % S.
Подачу кислорода заканчивают, когда содержание углерода в металле соответствует заданному. После этого конвертер поворачи�вают и выпускают сталь в ковш (рис. 2.4, г).
При выпуске стали из конвертера ее раскисляют в ковше осаждающим методом ферромарганцем, ферросилицием и алюминием; затем из конвертера сливают шлак (рис. 2.4, д).
В кислородных конвертерах выплавляют конструкционные стали с различным содержанием углерода, кипящие и спокойные.
В кислородных конвертерах трудно выплавлять стали, содержа�щие легкоокисляющиеся легирующие элементы, поэтому в них вы�плавляют низколегированные (до 2-3 % легирующих элементов) стали. Легирующие элементы вводят в ковш, расплавив их в электро�печи, или твердые ферросплавы вводят в ковш перед выпуском в пего стали. Плавка в конвертерах вместимостью 130-300 т заканчива�ется через 25-50 мин. Кислородно-конвертерный процесс более производительный, чем плавка стали в мартеновских печах.
|
7п
|
8
|
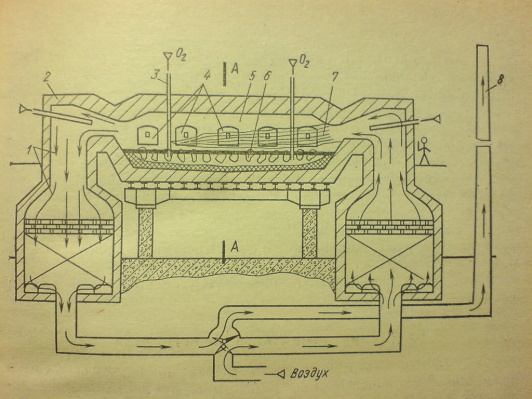
8п Устройство и работа мартеновской печи. Мартеновская печь - пламенная отражательная регенеративная печь. Она имеет рабочее плавильное пространство, ограниченное снизу подиной 12, сверху сводом 11, а с боков передней 5 и задней 10 стенками. Подина имеет форму ванны с откосами по направлению к стен�кам печи. Футеровка печи может быть основной и кислой. Если в процессе плавки стали в шлаке преобладают основные окислы, процесс называют основным мартеновским процессом, а если кис�лые — кислым. Основную мартеновскую печь футеруют магнезито�вым кирпичом, на который набивают магнезитовый порошок. Кис�лую мартеновскую печь футеруют динасовым кирпичом, а подину набивают из кварцевого песка. Свод мартеновской печи делают из динасового кирпича или магнезитохромитового кирпича. В передней стенке печи имеются загрузочные окна 4 для подачи шихты и флюса, а в задней — отверстие 9 для выпуска готовой стали.
В нашей стране работают мартеновские печи вместимостью 200— 900 т жидкой стали. Характеристикой рабочего пространства является площадь пода печи, которую условно подсчи�тывают на уровне порогов загрузочных окон. Например, для печи вместимостью 900 т площадь пода составляет 115 м2. Головки печи 2 служат для смешения топлива (мазута или газа) с воздухом и подачи этой смеси в плавильное пространство.
Для подогрева воздуха и газа (при работе на низкокалорийном газе печь имеет два регенератора 1. Регенератор—это камера, в которой размещена насадка — огнеупорный кирпич, выложенный в клетку. Отходящие из печи газы имеют температуру 1500-1600°C. Попадая в регенераторы, газы нагревают насадку до 1250-1280°С. Через один из регенераторов, например, правый подают воздух, который, проходя через насадку, нагревается до температуры 1100-1200 °С и поступает в головку печи, где смешивается с топливом на выходе из головки образуется факел 7, направленный на шихту 6. Отходящие газы проходят через противоположную головку (левую) очистные устройства (шлаковики), служащие для отделения от газа частиц шлака и пыли, и направляются во второй (левый) регенератор нагревая его насадку. Охлажденные газы покидают печь через дымовую трубу 8. После охлаждения насадки правого регенератора переключают клапаны и поток газов в печи изменяет направление: через нагретые левый регенератор и головку в печь поступает воздух, а правый нагревается теплотой отходящих газов.
Факел имеет температуру 1750—1800°С и нагревает рабочее пространство печи и шихту. Факел способствует окислению примесей шихты при плавке.
В зависимости от состава шихты, используемой при плавке, различают разновидности мартеновского процесса: 1) скрап-про�цесс, при котором шихта состоит из стального лома (скрапа) и 25— 45 % чушкового передельного чугуна; процесс применяют на заво�дах, где нет доменных печей, но расположенных в промышленных центрах, где много металлолома; 2) скрап-рудный процесс, при котором шихта состоит из жидкого чугуна (55—75 %), скрапа и железной руды; процесс применяют на металлургических заводах, имеющих доменные печи. Наибольшее количество стали производят скрап-рудным процессом в мартеновских печах с основной футеров�кой, что позволяет переделывать в сталь различные шихтовые ма�териалы.
Плавка стали скрап-рудным процессом в основной мартеновской печи. В печь с помощью завалочной машины загружают же�лезную руду, и известняки после их прогрева подают скрап. По окончании прогрева скрапа в печь заливают жидкий чу�гун, который взаимодействует с железной рудой и скрапом. В и период плавления за счет оксидов руды и скрапа интенсивно окисляются примеси чугуна: кремний, фосфор по реакции (6), мар�ганец и частично углерод. Оксиды SiO2, Р2О5, МnО, а также СаО и извести образуют шлак с высоким содержанием FeO и МnО (желе�зистый шлак).
Кислый мартеновский процесс. Этим способом выплавляют каче�ственные стали.
Основные технико-экономические показатели производства стали в мартенов�ских печах следующие: производительность печи, определяемая съемом стали с 1м2 площади пода в сутки (т/м2 в сутки) и расход топлива на 1 т выплавляемой стали (кг/т). Средний съем стали с 1м2 площади пода в сутки составляет 10 т/м, а расход условного топлива — до 80 кг/т.
|
8пп 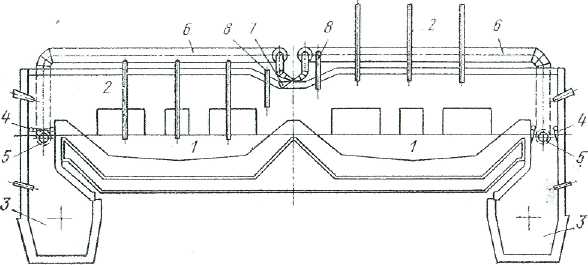
1 – ванны печи; 2 – фурмы; 3 – шлаковики; 4 – водоохлаждаемая заслонка; 5 – амбразура для отбора воздуха из вертикального канала; 6 – футерован�ный воздухопровод; 7 – амбразура в своде печи; 8 – эжектор использования СО и частичного улавливания пыли в самом рабочем пространстве создана двух ванная сталеплавиль�ная печь (рис. 123).
Рабочее пространство такой печи разделено переводом на две ванны. Обе ванны имеют общий .свод, так что про�дукты сгорания, образующиеся в одной ванне, проходят вторую часть рабочего пространства.
1.1 Устройство работы двухванной печи
Печь работает следующим образом: в одной ванне (го�рячей) происходит плавление и доводка с интенсивной про�дувкой металла кислородом, а во второй ванне (холодной) в то же время идет завалка и прогрев твердой шихты. Га�зы из горячей части печи направляются в холодную и со�стоят до 35% из оксида углерода. В холодной части печи СО догорает до СО2 и за счет выделяющегося тепла проис�ходит нагрев твердой шихты. Недостающее для процесса нагрева тепло восполняется подачей природного газа через горелки, установленные в своде печи. Сгорание природного газа и догорание СО совершаются за счет дополнительного кислорода.
Когда готовую сталь из первой ванны выпускают, во вторую ванну заливают жидкий чугун. После заливки чугуна тут же начинают продувку ванны кислородом. Закан�чивается продувка за 5–7 мин до выпуска. С выпуском металла из первой ванны цикл плавки заканчивается и на�чинается новый. В то же время с помощью перекидных шиберов изменяется направление движения газов. Теперь бывшая холодная ванна становится горячей. Первую ван�ну заправляют и производят завалку шихты, и цикл повто�ряется.
Двух ванная печь должна работать таким образом, что�бы было равенство холодного и горячего периодов, проте�кающих одновременно в разных ваннах. В холодный пери�од входит выпуск, заправка, завалка, прогрев, заливка чугуна; в горячий период – плавление и доводка. Например, для печи с садкой каждой ванны 250 т общая продол�жительность плавки составляет 4 ч, каждый период длится по 2 ч. Металл выпускается также через каждые 2 ч. Рас�кисление стали, производят в ковше.
|
8ппп Металл продувают кислородом в каждой ванне через две–три кислородные фурмы с интенсивностью 20–25м3/ч" на 1 т металла. Каждая часть печи оборудована сводовыми кислородными фурмами и газокислородными горелками. Горелки необходимы для сушки и разогрева печи после ремонтов, а также для подачи дополнительного топлива.
Современные двухванные печи работают на техничес�ком кислороде без вентиляторного воздуха, поэтому реге�нераторы отсутствуют. Холодная ванна печи частично вы�полняет роль регенераторов, аккумулируя тепло газов, по�кидающих горячую часть печи с температурой 1700°С, и частично улавливает плавильную пыль, тем самым выпол�няет роль шлаковиков. Тем не менее количество пыли в продуктах сгорания, покидающих печь, составляет большую величину (20–40 т/м} Пыль состоит на 85–90 % из окис�лов железа.
Дымовые газы, покидающие рабочее пространство печи с температурой около 1500 °С, поступают по вертикальному каналу в шлаковик, в котором охлаждаются водой до тем�пературы 900–1000 °С, а затем направляются в боров. В борове за счет подсоса холодного воздуха происходит дальнейшее понижение их температуры до 700 °С
9 Плавка стали в электропечах: сущность процесса, исходные материалы, преимущества, область использования. Схема электропечи для выплавки стали.
Плавильные электропечи имеют преимущества по сравне�нию с другими плавильными агрегатами, так как в них можно полу�чать высокую температуру металла, создавать окислительную, восстановительную, нейтральную атмосферу и вакуум, что позволяет выплавлять сталь любого состава, раскислять металл с образованием минимального количества неметаллических включений — продуктов раскисления. Поэтому электропечи используют для выплавки кон�струкционных, высоколегированных, инструментальных, специаль�ных сталей и сплавов.
Плавильные электропечи бывают дуговыми и индукционными.
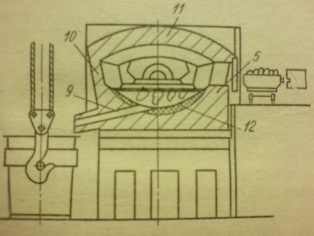
Дуговая плавильная электропечь (рис. 2.5) питается трехфазным переменным током и имеет три цилиндрических электрода 9 из графтизированной массы. Электрический ток от трансформатора кабелями 7 подводится к электрододержателям 8, а через них — к электродам 9 и ванне металла. Между электродами и металлической шихтой 3 возникает электрическая дуга, электроэнергия прекраща�ется в теплоту, которая передается металлу и шлаку излучением. Рабочее напряжение 160......600 В, сила тока 1-10 кА. Во время ра�боты печи длина дуги регулируемся автоматически путем перемеще�ния электродов. Стальной кожух 4 печи футерован огнеупорным кирпичом 7, основным (магнезитовый, магнезитохромитовый) или кислым (динасовый). Подину 12 печи набивают огнеупорной массой. Плавильное пространство ограничено стенками 5, подиной 12 и сводом 6 из огнеупорного кирпича. Для управления ходом плавки имеются рабочее окно 10 и летка для выпуска готовой стали по желобу 2 в ковш.
Печь загружают при снятом своде. Механизмом 11 печь может наклоняться в сторону загрузочного окна и летки. Вместимость этих печей 0,5-400 т. В металлургических цехах используют электропечи с основной футеровкой, а в литейных с кислой.
В основной дуговой печи можно осуществить плавку двух видов: на шихте из легированных отходов (методом переплава) и на углеро�дистой шихте (с окислением примесей).
Плавку на шихте из легированных отходов ведут без окисления примесей. Шихта для такой плавки должна иметь меньше, чем в выплавляемой стали, марганца и кремния и низкое содержание фосфора. По сути это пе�реплав. Однако в процессе плавки примеси (алюминии, титан, крем�ний марганец, хром) окисляются. Кроме этого, шихта может содер�жать оксиды. После расплавления шихты из металла удаляют серу, наводя основной шлак, при необходимости науглероживают и дово�дят металл до заданного химического состава. Затем проводят диф�фузионное раскисление, подавая на шлак мелкораздробленны и фер�росилиций, алюминий, молотый кокс. Так выплавляют легированные стали из отходов машиностроительных заводов,
При выплавке легированных сталей в ду�говых печах в сталь вводят легирующие элементы в виде ферроспла�вов. Порядок ввода определяется сродством легирующих элементов к кислороду. В дуговых печах выплавляют высококаче�ственные углеродистые стали — конструкционные, инструменталь�ные, жаропрочные и жаростойкие.
| |
|
|
 Скачать 4.3 Mb.
Скачать 4.3 Mb.