|
|
+ОСНАСТКА. 1. назнчение технологической оснастки и ее особенности в зависимостии серийности производства. Классификация технолгической оснастки
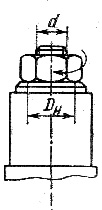
На рисунке показан пример зажима детали гайкой.
Расчётные формулы: в этом случае доля крутящего момента, развиваемого гаечным ключом, идущая на создание зажима, будет меньше из-за существования трения на поверхности гайки.
для приближённых вычислений можно использовать формулу:
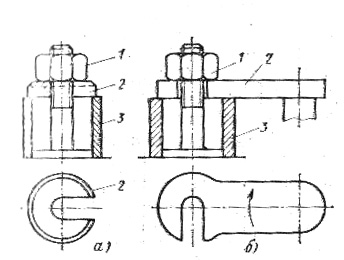
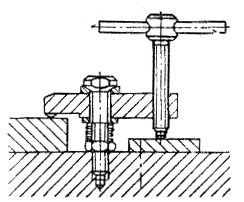
Особенности конструирования винтовых зажимов.
На рисунке а представлен пример зажимного винта с пятой. Трудновыполнимые штифтовые зажимы пяты могут выполняться проволочной дугой, а проще сделать как на рисунке б. В этом случае сложность заключается в выполнении канавки под головку винта. Но в целом, проектирование такого узла проще.
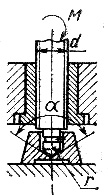 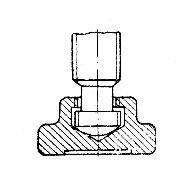
а б
В случае создания усилия зажима непосредственно винтом, на нём необходимо выполнять сферическую нажимную поверхность.
Повышение производительности винтовых зажимов.
1 Применение быстросменных шайб (рисунок а).
2 Применение откидных шайб (рисунок б).
3 Наружный диаметр гайки должен быть меньше, чем отверстие детали, через которое гайка должна проходить при установке и снятии с обрабатываемой детали. Соблюдение условия dD.
Особенности клиновых механизмов
Тело под действием силы Q перемещается по плоскости. Возникает нормальная реакция N и сила трения F, отклоняющая реакцию опоры от нормального направления на угол φ.


Усилие зажима с трением на 2-х поверхностях 
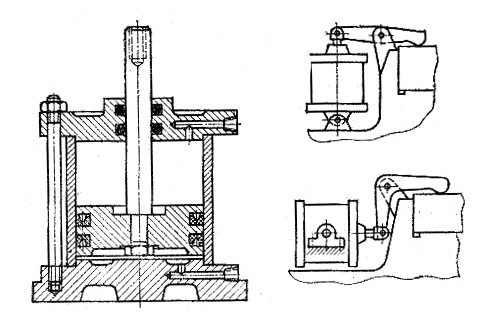
7. ОСОБЕННОСТИ КОНСТРУКЦИЙ РЫЧАЖНЫХ ЗАЖИМОВ. ВОЗМОЖНЫЕ ТИПОВЫЕ СХЕМЫ И ВЕЛИЧИНА СОЗДАВАЕМОГО ИМИ ЗАЖИМНОГО УСИЛИЯ, ЭСКИЗ КОНСТРУКЦИИ РЫЧАЖНОГО ЗАЖИМА.
Большой КПД (порядка 100%)
Высокое быстродействие
Отсутствие самоторможения, поэтому чаще всего используются как предающий механизм
Легко настраиваются на зажимаемый размер
Имеют большой и регулируемый коэффициент усиления
Простота и дешевизна
Усилие зажимов:
а)  ; б) ; б)  ; в) ; в) 
W – сила зажима
Q – исходная сила
Η - кпд
Типовые конструкции рычажных зажимов.
Отодвигаемый зажим.
Рычажный поворотный механизм – рычаг с одной стороны, а зажимной механизм – с другой. Условие: половина ширины прихвата должна быть меньше, чем расстояние между опорой прихвата и деталью. Так же нужно помнить об ограничении поворота прихвата (штифтами).
8. ОСОБЕННОСТИ КОНСТРУКЦИИ Г-ОБРАЗНЫХ ЗАЖИМОВ, ПРОСТЫХ И ПОВОРОТНЫХ. ЭСКИЗ КОНСТРУКЦИИ. ПРИМЕНЯЕМЫЕ МАТЕРИАЛЫ.
Применяются, когда нужно обеспечить минимальные поперечные габариты приспособления. Но более сложен в изготовлении по сравнению с рычажными, так же обладает меньшим КПД за счёт трения в направляющих. Выполняются поворотными (90) и неповоротными.
f – коэффициент трения в направляющих
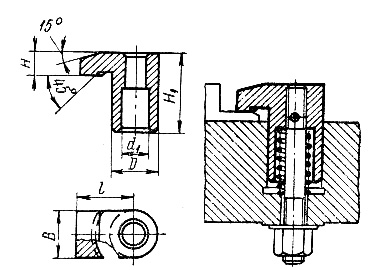
Для изготовлении применяют сталь 40Х и подобные, термообработка – улучшение, твердость 35 – 50 HRC.
 В образных прихватах делает винтовая проточка: В образных прихватах делает винтовая проточка:
Посадка Г-образного прихвата Н9/f9.
Материалы: 40Х, 30ХГСА, 45, 7 кл. шерохлватости.
9. ЦАНГОВЫЕ ЗАЖИМНЫЕ УСТРОЙСТВА, ОСОБЕННОСТИ ИХ КОНСТРУКЦИЙ И ОБЛАСТЬ ПРИМЕНЕНИЯ. ВЕЛИЧИНА УСИЛИЯ ЗАЖИМА. ПРИМЕНЯЕМЫЕ МАТЕРИАЛЫ.
Служит для установки и центрирования детали по цилиндрическим или наружным поверхностям.
Базовое отверстие заготовки д. быть обработано не ниже Н9 – Н10
«+» -простота конструкции;
- точное центрирование.
«-» - мал ход лепестков цанги.
Выполняется из высоко углеродистой стали У10А или пружинной 65Г (65С2) и термически обрабатывается до твердости HRC 58…62 на губках и до твердости HRC 39 … 45 в хвостовой части. Угол конуса цанги 30 - 40. При меньших углах возможно заклинивание.
Точность центрирования 0,02 – 0,04 мм. Цанги бывают тянущие или толкающие.

αцанги = 300, αкорпуса = 290 – характерная особенность.
См. справочник Горошкина стр. 185
10. ВИДЫ ПРИВОДОВ ЗАЖИМНЫХ УСТРОЙСТВ И ИХ УСЛОВНОЕ ОБОЗНАЧЕНИЕ ПО ГОСТ. ОСОБЕННОСТИ КОНСТРУКЦИЙ ПНЕВ- И ГИДРАВЛИЧЕСКИХ ПРИВОДОВ. ВЕЛИЧИНА СОЗДАВАЕМОГО УСИЛИЯ.
1 Ручные приводы – им свойственна универсальность, надёжность, рабочий приспосабливается к усилию зажима. Вместе с этим, у них малая производительность, рабочий утомляется, поэтому, если время закрепления составляет 7…10% от времени всей операции, применяют механизированный зажим (применяются в мелкосерийном и единичном производстве).
Одной рукой без рывка рабочий создаёт усилие Q = 12 кгс; при плече приложения силы L = 300 мм усилие составляет Q = 40…50 кгс. Чем больше рабочий производит закреплений, тем слабее нужно закладывать усилие зажима (на 1000 закреплений/раскреплений нужно применять силу зажима порядка 6…8 кгс).
2 Пневматические приводы – получили широкое распространение в крупносерийном и массовом производстве.
Основные достоинства:
- простота конструкции и эксплуатации привода;
- чистота привода;
- высокое быстродействие
К недостаткам можно отнести:
- неплавное действие;
- большие габариты при больших усилиях (для устранения недостатка можно применять двойной пневмоцилиндр – 2 поршня на одном штоке);
- малое давление воздуха в магистрали;
- при давлении р > 0,6 МПа наблюдается конденсация и замерзание влаги в магистралях (для устранения применять величину давления не больше 0,4 МПа);
В качестве уплотнений используются манжеты и кольца. На 1 кольцо может приходиться давление до 30 МПа (второе кольцо ставят для гарантии). Чаще выполняют пневмоцилиндры со стальными гильзами (из улучшаемых сталей). Внутренние поверхности гильз обрабатывают в следующем порядке: шлифуют, полируют, хромируют и снова полируют. В качестве пневмодвигателей используются пневмоцилиндры (одностороннего и двухстороннего действия) и пневмокамеры:
Особенности пневмокамер:
- Не требуют уплотнений.
- Не требуют точной и качественной обработки внутренних поверхностей.
- Большой срок службы (500-1000 рабочих циклов).
Усилие зажима:
в штоковой полости ; в безштоковой полости ; в безштоковой полости
р – давление в магистрали
D – диаметр пневмокамеры
qпр – усилие пружины
- Часть усилия уходит через мембрану на корпус.
- Не имеют преимуществ в габаритах перед пневмоцилиндром
3. Гидравлический привод – представляет собой независимую гидравлическую установку, обслуживающую один или несколько станков. Диапазоны рабочих давлений, применяемых в оснастке – от 5 до 20 МПА, для создания давления наиболее часто используются лопастные гидронасосы типа Г12.
Преимущества:
- малые размеры цилиндров;
- плавность действия, так как жидкость несжимаема;
- возможность осуществления многократного зажатия;
- меньшие требования к поверхности гидроцилиндра, по сравнению с пневмоцилиндром;
- более высокий КПД, по сравнению с пневмоцилиндрами;
- можно применять металлические уплотнительные кольца и уплотнительные кольцевые канавки.
Недостатки:
- сложность и высокая точность отдельных механизмов узлов;
- затруднённая подача давления во вращающиеся конструкции;
- при появлении утечек жидкость разбрызгивается.
Условное обозначение зажимов:
 Обозначение устройства зажима: Обозначение устройства зажима:
П – пневматическое
Н – гидравлическое
Е – электрическое
М – магнитное
ЕМ – электромагнитное
Г – гидропластовое
Смотри справ. Грошкина стр. 238, и Анурьев 3 том.
11. ОСОБЕННОСТИ ПРИМЕНЕНИЯ ЭЛЕКТРОМЕХАНИЧЕСКОГГ И ИНЕРЦИОННОГО ПРИВОДОВ. СХЕМЫ МАГНИТНОГО И ВАКУУМНОГО ПРИВОДОВ.
Электромеханический привод состоит из ЭД, разгонной муфты, редуктора и передачи винт-гайка.
«+»: самоторможение, можно включать только в момент закрепления и раскрепления;
простота подключения и управления;
не загрязняет рабочее место;
высокий КПД (
90…95%);
легко передать энергию на вращающиеся части;
нет необходимости в доп. устройствах для преобразования энергии.
«–»: быстрый износ механизма;
сравнительно малые развиваемые усилия;
тихоходность;
необходимостью ограничения зажимного усилия и длины рабочего хода;
обладают большими габаритами.
Центробежно-инерционный привод – в качестве источника зажимного усилия используют центробежную силу вращающихся грузов, шарнирно закрепленных на оси.
«+»: отсутствуют посторонние источники энергии;
простота эксплуатации и изготовления;
нет необходимости передавать усилие и энергию на вращающиеся части;
возможность работы без полного останова привода.
«–»: ограниченность усилия зажима (оно зависит от конструкции и частоты вращения);
сложность регулирования усилия зажима;
необходимость балансировки.

Магнитный привод выпускается в виде магнитных плит и магнитных патронов. По способу создания магнитного поля различают: электромагнитные и с постоянными магнитами. Развиваемое усилие 30–50 Н/см2.
«+»: отсутствие движущихся частей;
долговечность;
развивает достаточно высокие усилия зажима.
Электромагнитные устройства развивают большие усилия, чем устройства с постоянными магнитами, но при отключении питания закрепленные детали раскрепляются. Устройства с постоянными магнитами этого недостатка лишены, но для включения/выключения необходим дополнительный привод (механический, пневматический). Применяются, в основном, на плоскошлифовальном оборудовании.
Вакуумный привод


Применяются для закрепления деталей, которые могут быть повреждены от действия сосредоточенных усилий. Вакуумные насосы чувствительны к нечистому воздуху.
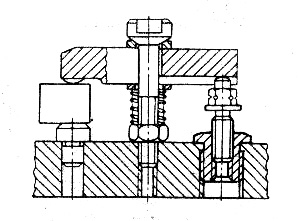
12. ПЕРЕДАТОЧНЫЕ МЕХАНИЗМЫ, ИХ НАЗНАЧЕНИЕ И ОСОБЕННОСТИ КОНСТРУКЦИЙ ДЛЯ РАЗНЫХ ТИПОВ МЕХАНИЗМОВ.
Передаточные механизмы нужны для увеличения усилия, увеличения перемещения, создания сил зажима, изменить направление силы. Например, винто-клино-рычажный зажим:

Также передаточные механизмы могут применяться в контрольных приспособлениях для увеличения точности измерения.
Смотри справочник Горошкина, начиная со стр. 191.
13. ВИДЫ САМОЦЕНТРИРУЮЩИХ УСТРОЙСТВ И ИХ ОСОБЕННОСТИ ДЛЯ РАЗЛИЧНЫХ ТИПОВ ПРИСПОСОБЛЕНИЙ. УСЛОВНОЕ ОБОЗНАЧЕНИЕ: ТОКАРНОГО ПАТРОНА, ЦАНГОВОЙ И ГИДРОПЛАСТОВОЙ ОПРАВКИ.
Самоцентрирующие устройства позволяют производить установку заготовок по ее геометрической оси или по двум плоскостям симметрии. Самоцентрирующие зажимные устройства имеют 2 или 3 установочно-зажимных элемента, которые связаны между собой так, что они могут одновременно и с равной скоростью сближаться друг с другом или удаляться, а после соприкосновения с поверхностью детали затягиваться до необходимого усилия Q.
По конструкции различают следующие самоцентрирующие зажимные устройства: призматические; плунжерные; цанговые; гидропластовые; мембранные; с тарельчатыми пружинами; 2-х и 3-х кулачковые патроны; рычажные.
Призматические механизмы действуют от винта с правой и левой резьбой. Упор служит для регулирования положения ползуна на винте.

Плунжерные – закрепляется тремя плунжерами, расположенными через 120, которые перемещаются в пазах ползушки. Кольцевая пружина круглого сечения прижимает плунжеры к пазам. Для коротких деталей используют один ряд плунжеров, для длинных – два ряда.


Цанговые – служат для установки и центрирования детали по цилиндрическим внутренним или наружным поверхностям. Базовое отверстие заготовки должно быть обработано не ниже Н9 – Н10
«+»: простота конструкции; точное центрирование.
«–»: малый ход лепестков цанги.
Цанговые устройства выполняются из инструментальной стали У10А или пружинной 65Г (65С2), и термически обрабатываются до твердости HRC 58…62 на губках и до твердости HRC 39…45 в хвостовой части. Угол конуса цанги 30 – 40. При меньших углах возможно заклинивание. Точность центрирования 0,02 – 0,04 мм. Цанги бывают тянущие или толкающие.
Оправка с гидропластом – используется для точной центровки и закрепления деталей с начисто обработанными поверхностями по 6…8 кв. Проектируют для окончательной обработки (тогда, когда уже не за что зажать деталь). Зажим детали осуществляется затягиванием винта, который через плунжер передает давление на гидропласт и разжимает тонкостенную гильзу. На концах втулка имеет утолщенные бурты, которыми она с натягом (s6, r6) насаживается на корпус оправки. Материал втулки гильзы – сталь У7А или сталь 40Х.
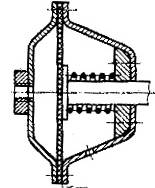
Мембранные – используются для точной центровки и закрепления деталей типа дисков, втулок и колец. Состоят из круглой привернутой к планшайбе станка пластины (мембраны) 1 с симметрично расположенными выступами – кулачками 2 (6…12 шт.). Внутри шпинделя проходит шток 3 пневмоцилиндра. Включая пневматическое устройство, прогибают пластину и тем самым раздвигают кулачки. При отходе штока назад пластина, стремясь вернуться в исходное положение, сжимает своими кулачками заготовку 4. Материал мембраны – стали 65Г, 30ХГС или У7А, закаленные до твердости HRC 40…45. Точность центрирования 0,003 – 0,005 мм.
Кулачковые
1) двухкулачковые – используются для закрепления несимметричных заготовок или фасонных деталей и обычно являются самоцентрирующими. Могут быть с ручным (ключевым) или механизированным приводом. Пневматические патроны бывают двух видов:
а) реечные; б) клинорычажные.

2) трехкулачковые – наиболее распространены клиновые и рычажно-клиновые патроны с механизированным приводом. В крупносерийном производстве используются рычажные патроны с пневмоприводом. В мелкосерийном, единичном и серийном производстве применяются патроны с ручным (ключевым) приводом, спирально-реечные с плоской архимедовой спиралью и конической зубчатой передачей к спиральному диску
14. ДЕЛИТЕЛЬНЫЕ УСТРОЙСТВА. ИХ НАЗНАЧЕНИЕ И КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ В ЗАВИСИМОСТИ ОТ НАЗНАЧЕНИЯ. СХЕМЫ ДЕЛИТЕЛЬНЫХ УСТРОЙСТВ. МАТЕРИАЛЫ ОСНОВНЫХ ДЕТАЛЕЙ ДЕЛИТЕЛЬНЫХ УСТРОЙСТВ, ИХ ТВЕРДОСТЬ, ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ РАБОЧИХ ПОВЕРХНОСТЕЙ (стр.87,161,272).
Предназначены для поворота деталей, закрепленных в приспособлениях, на определенный угол. Бывают универсальные и специальные.
Имеют 2 характерные части:
- делительный диск;
- фиксатор.
Эти устройства являются наиболее ответственными в делительных приспособлениях, от них зависит точность деления при позиционной обработке.
Фиксаторы представляют собой стержни различной формы, которые монтируются на неподвижной части приспособления – корпусе. Перед началом обработки стержень заводится в одно из отверстий в подвижной (поворотной) части и жестко фиксирует ее относительно корпуса.
Управление фиксатором осуществляется вручную или автоматически.
Фиксаторы выполняются с цилиндрической, конической и призматической частью. Материал – сталь 45 с HRC 40…45 и сталь 20Х с HRC 55…60.
По взаимному расположению диска и фиксатора – 2 схемы:
|
|
|
 Скачать 1.08 Mb.
Скачать 1.08 Mb.