Курсовая. ВВЕДЕНИЕ(н). 1. Общая часть Описание сварной конструкции изделия
 Скачать 1.41 Mb. Скачать 1.41 Mb.
|

|
3.РАЗРАБОТКА ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ СВАРОЧНОЙ КОНСТРУКЦИИ 3.1.Заготовительные операции Технологический процесс изготовления сварной конструкции необходимо разрабатывать одновременно с ее проектированием. Для получения в достаточной степени технологичности конструкции надо использовать все свойства материалов, а также предусматривать максимальное использование автоматизированных способов сварки. Правильная последовательность операций сборки и сварки приводит к минимальным деформациям, повышению точности и прочности конструкции. При проектировании конструкции следует учитывать, что величина деформации зависит от свойств металла, конструктивной формы изделия, сечения свариваемых элементов, технологии сварки, то есть между технологией изготовления и самой конструкцией изделия имеется определенная взаимосвязь. Поэтому данные вопросы требуют комплексного решения на стадии разработки рабочих чертежей и рабочей технологии. Разработка технологического процесса начинается с разработки принципиальной технологии. На этом этапе осуществляется разделение конструкции на отдельные технологические узлы, определяется необходимое сборочно-сварочное оборудование, производится технико-экономическое сравнение вариантов технологических процессов. На основании полученной информации технолог составляет заявки на оборудование, разработку чертежей на стандартное оборудование и оснастку, которая передается в цехи для изготовления. Контроль над выполнением этих мероприятий проводит технолог, ведущий изделие. По мере поступления сборочно-сварочного оборудования производится отладка отдельных операций технологических процессов, при этом уточняются режимы сварочных конструкций, приспособление и так далее. При разработке рабочих чертежей составляются технологии, в этот период уточняется принципиальная технология в связи с отдельными изменениями в конструкции и рабочих чертежах, определяется операция технологического процесса и последовательность, уточняется и дорабатывается конструкция оснастки, проектируются методы контроля качества и испытания изделия. Технологический процесс на следующем этапе разрабатывается на технологических картах на основании рабочих чертежей производственных возможностей технических условий. На основании карт технологических процессов определяется трудоемкость по всем видам работ, по ней определяется потребность оборудования, количество рабочих мест, сварочных материалов, основного металла, электроэнергии. Завершительным этапом технологической подготовки является изготовление опытной партии изделий, при этом уточняются все данные, относящиеся к технологическим процессам. Элементы сварочного производства подразделяются: – на главные: материалы; оборудование; различные виды энергии; состав работающих сотрудников; – дополнительные. Кратко рассмотрим каждый из них. 1. Материалы делятся: а) на основные, из которых изготавливают продукцию; б) вспомогательные – электроды, присадочная проволока, флюсы, горючие и защитные газы, вода, смазочные материалы и др. 2. Оборудование делится: а) на основное производственное – сварочные автоматы, станки для механической обработки, механизмы заготовительного производства, источники питания сварочной дуги, газовые генераторы и т.п.; б) вспомогательное – вращатели, кантователи, колонны, сборочно-сварочная оснастка, приспособления, инструмент, производственный инвентарь, электрододержатели, газовые горелки и резаки и т.д. 3. Энергия для сварки, термообработки, привода машин. Сжатый воздух для привода приспособления. Жидкости для гидравлики. 4. Состав работающих. Основные производственные рабочие: сварщики, резчики, сборщики. Вспомогательные рабочие: разнорабочие, подручные. Обслуживающий персонал: уборщики, посыльные. Конторский персонал; начальники цехов и отделов, их заместители, помощники, инженеры, мастера, контролеры, кладовщики. Для осуществления производства кроме указанных четырех элементов существуют дополнительные элементы. Это документация производственного процесса, производственные площади рациональной организации производства и простая, четкая система управления. Под изделием понимается изготавливаемая продукция в том виде, в каком она должна быть выпущена заводом, цехом, участком, или это изделие вполне законченное и пригодное для эксплуатации, или представляет собой отдельные комплекты или технологические узлы более сложного изделия. Конструктивное отличие, габариты, вес, назначение и характер последующей эксплуатации изделия обусловливает характерные особенности цеха, отделения, участка, проектируемого для изготовления этих изделий. Свариваемое изделие подразделяется: 1. По степени сложности – простые и сложные. Простые не расчленяются на узлы, на поточных линиях производят сборку всего изделия. Сложные разделяются на отдельные узлы, которые изготавливаются параллельно на поточной линии, поступают в отделение общей сборки, где и получают изделие. 2. По габаритам – мелкие, крупные и очень громоздкие. Передача мелких изделий с одного места на другое осуществляется партиями. Крупные изделия и узлы к ним с одного рабочего места на другое передают поштучно. При изготовлении очень громоздких изделий организовывают стационарную сборку и сварку. Работу выполняет специализированная бригада. 3. По весу – легкие и тяжелые. При перемещении легких изделий применяются конвейеры. При изготовлении тяжелых изделий передача конвейеров затруднена, и передача изделий осуществляется кранами, напольным транспортом. 4. По степени ответственности – малоответственные и весьма ответственные. Малоответственные изделия – это те изделия, при разрушении которых не требуется больших средств для восстановления работоспособности, Они не угрожают человеческой жизни. Весьма ответственные изделия – это изделия, при разрушении которых требуются более значительные средства для восстановления его работоспособности. Разрушения, как правило, связаны с человеческими жертвами. В этом случае применяется комплексный и поэтапный контроль на всех операциях. Каждая из сварочных производств может быть отнесена к одному из следующих типов: 1) единичное и малосерийное; 2) серийное; 3) крупносерийное; 4) массовое. Принадлежность к одному из этих типов определяется количеством различных видов подлежащих изготовлению изделий, а также программа их изготовления. Чем шире номенклатура и реже повторяемость изготовления изделия, тем ближе характер производства к единичному производству. Если наоборот, то характер производства ближе к массовому производству. В массовом производстве – наиболее быстрое передвижение изделий в производственном процессе и более равномерной будет загрузка оборудования. В этом случае целесообразно применять механизированные транспортные средства, высокопроизводительные способы сварки и сборки, требующие более сложного и дорогого оборудования. Ниже приводится таблица, в которой представлены сведения по весу, номенклатуре изделий, влияющие на тип производства. Формирование цехов осуществляется по различным принципам. В зависимости от типа производства преобладает либо технологический, либо предметный принцип формирования цехов. Технологический принцип соответствует единичному типу производства и характеризуется тем, что в составе машиностроительного предприятия и завода имеются сборочно-сварочные цеха. Крупносерийное и массовое производство характеризуется тем, что цеха заводов формируются для изготовления отдельных узлов крупного изделия. В этих цехах общий производительный поток, состоящий из операций, различных технологических специализаций включает сварочные линии, участки и отдельные сварочные рабочие места. Производственная связь сборочно-сварочных цехов с другими цехами и другими службами завода осуществляется следующим образом. Сборочно-сварочный цех в составе завода является, с одной стороны, потребителем продукции заготовительных обрабатывающих цехов и складов завода, а с другой стороны, поставщиком своей продукции для цехов окончательной сборки и сварки. Измерителем связи между отдельными цехами служит грузооборот в точках в единицу времени. Чем больше грузооборот, тем теснее их связь. При проектировании надо стремиться к более удобному расположению цехов и недопущению обратного возвратного перемещения материалов и изделий. Расположение проектируемого цеха по отношению к другим должно быть тем ближе, чем больше производственная связь. 3.2.Сварочные напряжения и деформации, меры борьбы с ними Сварка, как и другие процессы обработки металлов (литье, термообработка, штамповка и др.), вызывает возникновение в деталях собственных (внутренних) напряжений. Во многих случаях собственные напряжения бывают настолько высокими, что вызывают значительные деформации детали и снижение ее работоспособности. Основные причины возникновения напряжений и деформаций следующие: - неравномерный нагрев металла. Местный нагрев металла в зоне сварки от температуры окружающей среды до температуры плавления и затем быстрое охлаждение приводят к образованию тепловых напряжений; - линейная усадка наплавленного металла. Затвердевший металл уменьшается в объеме, а так как он жестко связан с основным металлом детали, то в переходной зоне возникают внутренние напряжения растяжения; - структурные изменения возникают в металлах при быстром охлаждении, когда перлитно-ферритная или аустенитная структура околошовной зоны переходит в мартенситную, объем которой больше объема исходной структуры. Широкий диапазон изменения температуры в месте сварки приводит к изменению физических и механических характеристик металла в околошовной зоне. Из графика (рис. 11) видно, что относительное удлинение δт в интервале температур от 100 до 350 °C снижается, а предел прочности стали σв повышается. Максимальное возрастание прочности в интервале 200—350 °C при понижении пластичности часто бывает причиной образования в металле трещин  Рис.11 Коэффициент линейного расширения α с повышением температуры возрастает, а модуль упругости Е резко падает и при температуре около 650 °C практически равен нулю, т. е. сталь утрачивает свои упругие свойства. Предел текучести σ, с повышением температуры снижается. Изменение предела текучести в зависимости от температуры аппроксимируют ломаной прямой линией и принимают таким, как показано на графике штриховой линией. Структурные изменения, происходящие в металле при нагреве и охлаждении, сопровождаются объемными изменениями, которые и становятся причиной возникновения структурных напряжений. На рис. 12 показана зависимость объемных изменений в стали при нагреве и охлаждении. Границы нагрева АС1 и АС3 показывают начало и конец образования аустенита, а кривая 1 — изменение объема сталей всех марок при нагреве. В интервале температур АС1 — АС3 α-железо переходит в γ-железо, плотность которого выше, т. е. наблюдается уменьшение объема при нагревании. При охлаждении изменение объема идет по кривой 2. В низкоуглеродистых сталях распад аустенита происходит в интервале температур 900—700 °C, когда сталь пластична, поэтому объемные изменения не вызывают заметного образования структурных напряжений. У закаливающихся и особенно у легированных сталей из-за податливости к переохлаждению распад аустенита происходит при более низких температурах. 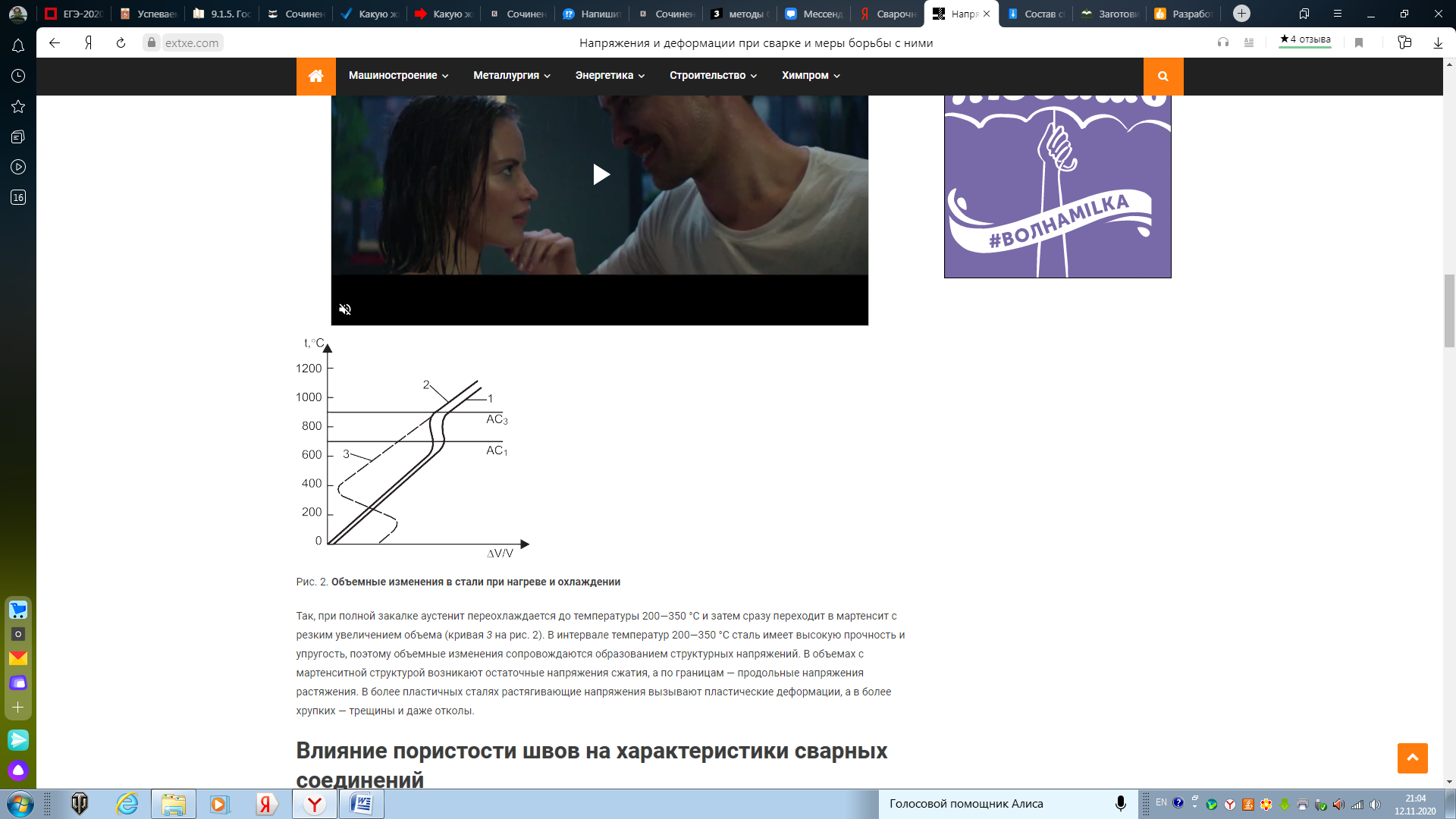 Рис.12 Так, при полной закалке аустенит переохлаждается до температуры 200—350 °C и затем сразу переходит в мартенсит с резким увеличением объема (кривая 3 на рис. 2). В интервале температур 200—350 °C сталь имеет высокую прочность и упругость, поэтому объемные изменения сопровождаются образованием структурных напряжений. В объемах с мартенситной структурой возникают остаточные напряжения сжатия, а по границам — продольные напряжения растяжения. В более пластичных сталях растягивающие напряжения вызывают пластические деформации, а в более хрупких — трещины и даже отколы. 3.3.Технический контроль качества и исправление брака Контроль качества сварки и сварных соединений включает: проверку аттестации персонала; проверку сборочно-сварочного и контрольного оборудования, аппаратуры, приборов и инструментов; контроль качества основных материалов; контроль качества сварочных материалов и материалов для дефектоскопии; операционный контроль технологии сварки; неразрушающий контроль качества сварных соединений; разрушающий контроль качества сварных соединений; контроль исправления дефектов. Виды контроля определяются конструкторской организацией в соответствии с требованиями правил, НД на изделия и сварку и указываются в конструкторской документации. Для установления методов и объемов контроля сварных соединений определена группа конструкции в зависимости от расчетных параметров и условий эксплуатации. В процессе изготовления колонна должны проверяться: - соответствие металла свариваемых деталей и сварочных материалов требованиям НД; - соответствие качества подготовки кромок и сборки под сварку требованиям действующих стандартов и чертежей; - соблюдение технологического процесса сварки разработанного в соответствии с требованиями НД. Основными видами неразрушающего контроля металла и сварных соединений для данной конструкции являются: визуальный и измерительный контроль. Кроме этого, могут применяться другие методы (акустическая эмиссия, магнитография, цветная дефектоскопия, определение содержания в металле шва ферритной фазы и др.) в соответствии с ТУ организации-изготовителя в объеме, предусмотренном НД. Контроль материалов и сварных соединений неразрушающими методами должен проводиться организациями, имеющими разрешение (лицензию) органов Госгортехнадзора России на выполнение этих работ. Приемочный контроль изделия, сборочных единиц и сварных соединений должен выполняться после окончания всех технологических операций, связанных с термической обработкой, деформированием и наклепом металла. Последовательность контроля отдельными методами должна соответствовать требованиям НД. Визуальный и измерительный контроль, должны предшествовать контролю другими методами. Контроль качества сварных соединений должен производиться по НД, согласованной с Госгортехнадзором России. В процессе производства работ персоналом организации - производителя работ должен осуществляться операционный контроль технологических процессов подготовки и сборки деталей под сварку, сварки и термической обработки сварных соединений, исправления дефектов сварных соединений. При операционном контроле проверяется соблюдение исполнителями требований настоящих Правил, НД и чертежей. Объемы операционного контроля при подготовке, сборке, сварке и исправлении дефектов должны указываться в НД. Результаты по каждому виду контроля (в том числе и операционного) должны фиксироваться в отчетной документации (журналах, формулярах, протоколах, маршрутных паспортах и т.д.). Средства контроля должны проходить метрологическую проверку в соответствии с требованиями нормативной документации Госстандарта России. Каждая партия материалов для дефектоскопии (пенетранты, порошок, суспензии, радиографическая пленка, химические реактивы и т.д.) до начала их использования должна быть подвергнута входному контролю. Объем неразрушающего контроля, предусмотренный настоящими Правилами, может быть уменьшен по согласованию с Госгортехнадзором России в случае массового изготовления, в том числе при неизменном технологическом процессе, специализации сварщиков на отдельных видах работ и высоком их качестве, подтвержденном результатами контроля за период не менее 6 месяцев. Копия разрешения вкладывается в паспорт конструкции. Изделие признается годным, если при контроле в нем не будут обнаружены внутренние и наружные дефекты, выходящие за пределы допустимых норм, установленных настоящими Правилами и НД на изделие и сварку. Визуальному и измерительному контролю подлежат все сварные соединения и их элементов с целью выявления в них следующих дефектов: трещин всех видов и направлений; свищей и пористости наружной поверхности шва. Подрезов; наплывов, прожогов, незаплавленных кратеров; смещения и совместного увода кромок свариваемых элементов свыше норм, предусмотренных правилами; непрямолинейность соединяемых элементов. Несоответствие формы и размеров швов требованиям технической документации. Перед визуальным осмотром поверхность сварного шва и прилегающие к нему участки основного металла шириной не менее 20мм в обе стороны от шва должны быть зачищены от шлака и других загрязнений. Осмотр и измерения сварных соединений должны производиться с наружной и внутренней сторон по всей протяженности швов. В случае невозможности осмотра и измерения сварного соединения с двух сторон его контроль должен производиться в порядке, предусмотренном автором проекта. Ультразвуковая дефектоскопия производятся с целью выявления в сварных соединениях внутренних дефектов (трещин, непроваров, пор, шлаковых включений и др.). К контролю сварных соединений физическими методами допускаются специалисты, прошедшие специальную теоретическую подготовку, практическое обучение и аттестацию в соответствии с «Правилами аттестации специалистов неразрушающего контроля», утвержденными Госгортехнадзором России 18.08.92 г. Ультразвуковая дефектоскопия и радиографический контроль сварных соединений должны производиться в соответствии с требованиями НД. Метод контроля (ультразвуковая дефектоскопия) выбирается исходя из возможности обеспечения более полного и точного выявления недопустимых дефектов с учетом особенностей физических свойств металла, а также освоенности данного метода контроля для конкретного вида сварных соединений. Объем контроля ультразвуковой дефектоскопией стыковых, угловых, тавровых и других сварных соединений конструкций и их элементов, должен соответствовать НД Указанный объем контроля относится к каждому сварному соединению. Места сопряжений (пересечений) сварных соединений подлежат обязательному контролю ультразвуковой дефектоскопией. Перед контролем соответствующего участка сварные соединения должны быть так замаркированы, чтобы их можно было легко обнаружить на картах контроля. При выявлении недопустимых дефектов в сварных соединениях, подвергаемых ультразвуковой дефектоскопии в объеме менее 100% обязательному контролю тем же методом подлежат однотипные швы этого изделия, выполненные данным сварщиком, по всей длине соединения. При невозможности осуществления ультразвуковой дефектоскопии из-за недоступности отдельных сварных соединений или при неэффективности этих методов контроля контроль качества этих сварных соединений должен производиться другими методами в соответствии с инструкцией. Контроль механических свойств, испытание на стойкость против межкристаллитной коррозии и металлографические исследования сварных соединений должны производиться на образцах, изготовленных из контрольных сварных соединений. Контрольные сварные соединения должны быть идентичны контролируемым производственным сварным соединениям (по маркам стали, толщине листа). Форме разделки кромок, методу сварки, сварочным материалам, положению шва, режимам. Швы должны быть выполнены тем же сварщиком и на том же сварочном оборудовании одновременно с контролируемым производственным соединением. Если проведена производственная аттестация технологии сварки в соответствии с требованиями настоящих правил, то по согласованию со специализированными научно-исследовательскими организациями. При сварке контрольных соединений (пластин), предназначенных для проверки механических свойств, проведения испытания на стойкость против межкристаллитной коррозии и металлографического исследования, пластины следует прихватывать к свариваемым элементам так, чтобы шов контрольных пластин являлся продолжением шва свариваемого изделия. Сварка контрольных пластин для проверки соединений элементов конструкции, к которым прихватка пластин невозможна, может производиться отдельно от них, но с обязательным соблюдением всех условий сварки контролируемых стыковых соединений. При автоматической (механизированной) сварке конструкции на каждую конструкцию должно быть сварено одно контрольное соединение. Если в течение рабочей смены по одному технологическому процессу сваривается несколько однотипных конструкций, разрешается на всю партию конструкций, сваренных в данной смене, выполнить одно контрольное соединение. Сварка контрольных соединений во всех случаях должна осуществляться сварщиками, выполнявшими контролируемые сварные соединения на сосудах. Контрольные сварные соединения должны подвергаться ультразвуковой дефектоскопии по всей длине. Если в контрольном соединении будут обнаружены недопустимые дефекты, все производственные сварные соединения, представленные данным соединением и не подвергнутые ранее дефектоскопии, подлежат проверке неразрушающим методом контроля по всей длине. Оценка качества сварных соединений указана в карте контроля. Качество сварных соединений считается неудовлетворительным, если в них при любом виде контроля будут обнаружены внутренние или наружные дефекты, выходящие за пределы норм, установленных правилами и техническими условиями. Дефекты, обнаруженные в процессе изготовления, должны быть устранены с последующим контролем исправленных участков. Методы и качество исправления дефектов должны обеспечивать необходимую надежность и безопасность работы сосуда. Исправление дефектов в сварных соединениях Недопустимые дефекты, обнаруженные в процессе изготовления (доизготовления), реконструкции, монтажа, ремонта, наладки, испытания и эксплуатации, должны быть устранены с последующим контролем исправленных участков. Технология исправления дефектов и порядок контроля устанавливаются НД, разработанной в соответствии с требованиями настоящих Правил и НД. Отклонения от принятой технологии исправления дефектов должны быть согласованы с ее разработчиком. Удаление дефектов следует проводить механическим способом с обеспечением плавных переходов в местах выборок. Максимальные размеры и форма подлежащих заварке выборок устанавливаются НД. Допускается применение способов термической резки (строжки) для удаления внутренних дефектов с последующей обработкой поверхности выборки механическим способом. Полнота удаления дефектов должна быть проверена визуально и методом неразрушающего контроля (капиллярной или магнитопорошковой дефектоскопией либо травлением) в соответствии с требованиями НД. Исправление дефектов без заварки мест их выборки допускается в случае сохранения минимально допустимой толщины стенки детали в месте максимальной глубины выборки. Если при контроле исправленного участка будут обнаружены дефекты, то допускается проводить повторное исправление в том же порядке, что и первое. Исправление дефектов на одном и том же участке сварного соединения допускается проводить не более трех раз. Не считаются повторно исправленными разрезаемые по сварному шву соединения с удалением металла шва и зоны термического влияния. 4.ОРГАНИЗАЦИОННО-ЭКОНОМИЧЕСКАЯ ЧАСТЬ |