Получение строительного гипса с использованием гипсоварочного котла. курсовой Хотянович. 1 Обзор литературных и патентных источников Сырье для производства строительного гипса
 Скачать 2.35 Mb. Скачать 2.35 Mb.
|

|
1.2.5 Пневмогазовая труба-сушилка Труба-сушилка представлена на рисунке 1.7. Сушка (частичная дегидратация) сыпучего материала происходит в потоке дымовых газов, которые движутся вверх по трубе со скоростью 20-40 м/с. Время сушки (нахождения материала в трубе) 1-2 с. Высота трубы 8-20 м. Отделение высушенного (частично дегидратированного) материала от дымовых газов происходит в циклоне [7]. 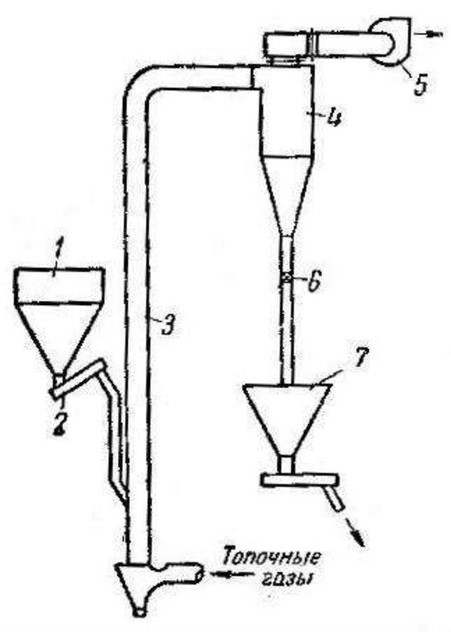 1 – топка; 2 – труба; 3 – питатель; 4 – бункер; 5 – циклон; 6 – дымосос. Рисунок 1.7 – Пневмогазовая труба-сушилка. Достоинствами агрегата является его компактность и высокая интенсивность сушки, а основными недостатками являются повышенный износ трубы при абразивном воздействии и затраты электроэнергии на создание потока дымовых газов и на их очистку от высушенного материала. Основы получения строительного гипса Строительным гипсом называют воздушное вяжущее вещество, состоящее преимущественно из полуводного гипса β модификации. Его изготавливают путем термической обработки двуводного сульфата кальция при температуре 140 – 180 °С [8]. Разложение двуводного гипса происходит по следующей реакции: CaSО4·2H2О = β-CaSO4 ·0,5H2O + 1,5Н2О (2) При удалении воды в виде пара (температура примерно 107 °С) происходит диспергирование частиц гипса и разрыхление кристаллической решетки CaSО4·2H2О, образуются кристаллы β-CaSO4 ·0,5H2O, которые приобретают игольчатое строение. Реакция дегидратации протекает с поглощением теплоты, для получения одного килограмма полуводного гипса из двуводного теоретически необходимо затратить 582 кДж. Производство строительного гипса в основном состоит из дробления, помола и тепловой обработки (дегидратации) природного гипсового камня. Тепловая обработка сырья может осуществляться в гипсоварочных котлах, вращающихся печах, барабанных дегидраторах и других аппаратах. Наиболее распространенный способ получения строительного гипса – варка в гипсовых котлах. Технологическая схема производства строительного гипса состоит из следующих операций [9]: 1) дробления гипсового камня до крупности 30 – 50 мм; 2) помола гипсового щебня с одновременной сушкой при температуре 85–105°С; 3) дегидратация дигидрата сульфата кальция при температуре 110–112°С в течение 1–2 часов; 4) усреднения минералогического состава целевого продукта; 5) вторичного помола готового продукта; 6) складирования и упаковки готового продукта. Способы производства строительного гипса Существует достаточно много способов производства строительного гипса. Основные различия которых заключаются в применении того либо иного оборудования для дегидратации природного гипса. Производство строительного гипса осуществляется в агрегатах, сообщающихся с атмосферой, таких как: гипсоварочные котлы периодического и непрерывного действия, барабанные дегидраторы, сушилки кипящего слоя и трубы-сушилки. Первым и самым распространенным способом производства является получение строительного гипса с использованием гипсоварочных котлов. Гипсоварочные котлы по принципу действия делятся на котлы непрерывного и периодического действия. Рассмотрим технологию производства строительного гипса с использованием котлов периодического действия. В соответствии с технологической схемой (рис. 1.8) используется гипсовый камень в кусках размером 300 – 500 мм, который подвергается первичному дроблению в щековых дробилках до размера 30 – 50 мм и вторичному – до размера частиц 0 – 15 мм – в молотковых. Возможно одностадийное дробление и молотковых дробилках до частиц размером 0 – 25 мм. Тонкий помол гипсового щебня по данной схеме может осуществляться и аэробильных, шахтных, роликово-маятниковых и других мельницах. Основной помольной установкой для измельчения гипса является шахтная мельница, представляющая собой молотковую мельницу с гравитационным сепаратором. Эта мельница служит не только для помола, но и для сушки гипса. Температура газов при входе в мельницы находится в пределах 300 – 500 С. Тонкость помола материала и производительность мельниц зависят от скорости газового потока. Газопылевая смесь после выхода из мельниц проходит через систему пылеулавливающих устройств (циклоны, батареи циклонов, рукавные фильтры и электрофильтры). Движение газов в системе принудительное и осуществляется за счет работы центробежных вентиляторов. Осажденный в системе пылеочистки гипсовый порошок поступает в расходные бункеры над варочными котлами. В зависимости от температуры газов при выходе из мельниц (85 – 105 С) температура порошка может колебаться от 70 до 95 – 100 С. 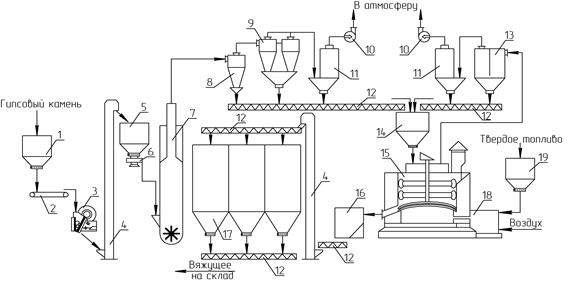 1 – бункер гипсового камня; 2 – ленточный конвейер; 3 – щековая дробилка; 4 – элеватор цепной; 5 –расходный бункер гипсовой щебенки; 6 – тарельчатый питатель; 7 – шахтная (или аэробильная) мельница; 8 – одиночный циклон; 9 – батарейный циклон; 10 – центробежные вентиляторы; 11 – рукавный фильтр; 12 – винтовой конвейер; 14 – расходный бункер; 15 – гипсоварочный котел; 16 – бункер томления; 17 – силос. Рисунок 1.8 – Технологическая схема производства строительного гипса с применением гипсоварочного котла периодического действия. Варка гипса в гипсоварочных котлах производится при постоянном перемешивании и длится 1 – 2 ч и более. Максимальная температура материала в момент выгрузки из котла, в зависимости от свойств сырья и предъявляемых к вяжущему требований, находится в пределах 140 – 180 С. Варка гипса проходит в три стадии. На первой стадии при температуре 110 – 112 С нагревается порошок и начинается интенсивная дегидратация гипса. На второй стадии при температуре 120 С происходят обезвоживание и испарение кристаллизационной (гидратной) воды. На третьей стадии процесс дегидратации прекращается. По мере прекращения парообразования и увеличения плотности полученных продуктов дегидратации гипса масса уплотняется и снижается ее уровень в котле (первая «осадка» порошка). Вторая «осадка» наблюдается в последний период варки и соответствует обезвоживанию полугидрата сульфата кальция до растворимого безводного сульфата кальция (ангидрита). Готовый продукт выгружается из котла в приемный бункер, откуда механическим или пневматическим транспортом передается в силосные склады для хранения и отгрузки потребителям. Разновидностью рассмотренной технологической схемы является схема с вторичным помолом гипсового вяжущего после варки. Вторичный помол гипсового вяжущего в шаровых мельницах после варки способствует значительному улучшению его технических свойств. Во время вторичного помола обнажается дигидрат, оставшийся необезвоженным в ядре частиц. Под влиянием тепла, развивающегося от трения и удара шаров, дигидрат сульфата кальция переходит в полугидрат, а растворимые формы ангидрита присоединяют выделяющиеся пары воды и переходят в полугидрат. Одновременно с увеличением тонкости помола частиц в шаровых мельницах частицам полугидрата придается пластинчатая, чешуйчатая форма, обеспечивающая повышенные пластические свойства материала [1]. Более совершенной технологической схемой является производство строительного гипса с применением варочных котлов непрерывного действия, что позволяет максимально автоматизировать технологический процесс производства гипсовых вяжущих. На рисунке 1.10 приведена технологическая схема производства строительного гипса с применением варочных котлов непрерывного действия. 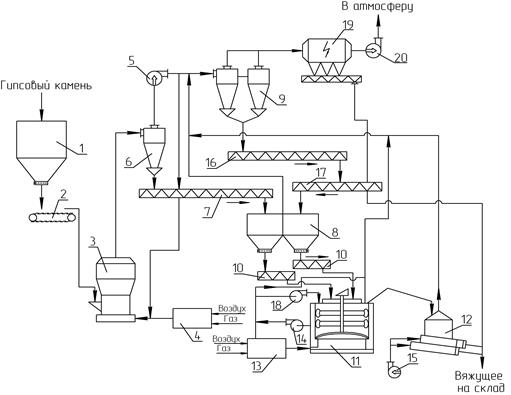 1 – бункер сырья; 2 – питатель цепной; 3 – мельница тарельчато-роликовая; 4 – топка к мельнице; 5 – вентилятор к мельнице; 6 – циклон I ступени; 7, 10, 16, 17 – конвейеры винтовые; 8 – бункер сырьевой муки; 9 – циклон II ступени; 11 – котел гипсоварочный; 12 – холодильник гипса; 13 – топка котла; 14, 18 – дымосос; 15 – вентилятор холодильника; 19 – электрофильтр; 20 – вентилятор отходящих газов. Рисунок 1.10 – Технологическая схема производства строительного гипса с применением варочных котлов непрерывного действия. Помол гипсового сырья производится в тарельчато-роликовой мельнице непрерывного действия, измельченный продукт из которой воздушным потоком направляется в циклон первой ступени, затем в винтовой конвейер и далее в бункер сырьевой муки. Тонкие частицы гипса улавливаются в циклонах второй ступени и в электрофильтре и направляются также в бункера сырьевой муки. Дальнейший технологический процесс осуществляется в соответствии с технологической схемой производства строительного гипса, но в непрерывном автоматизированном режиме. Длительность пребывания материала в аппаратах регулируется режимом загрузки и выгрузки, в зависимости от температуры гипса па выходе из котла. Вследствие непрерывного поступления в котлы свежего гипсового порошка в них в течение всего процесса тепловой обработки поддерживается постоянная и высокая степень насыщения окружающего материал воздуха водяными парами, что приводит к улучшению модификационного состава и свойств получаемого гипсового вяжущего [1]. Существуют также и более эффективные мельницы для помола и сушки сырья и готового вяжущего являются среднеходовые кольцевые мельницы. На их основе существует технология производства строителного гипса с использованием мельницы «Клаудиус-Петерс». Она получила широкое распространение за рубежом. Такие мельницы используют либо для помола и сушки гипса, либо для помола и обжига гипса. Технологический процесс производства по схеме, приведенной на рисунке 1.9, не отличается от рассмотренного ранее, за исключением процесса помола и сушки гипсового сырья в мельнице «Клаудиус-Петерс». Наиболее благоприятный режим измельчения в этой мельнице обеспечивается при наличии в материале непрерывной гранулометрии. Основным достоинством этой технологии является совмещение двух важнейших технологических операций помола и термообработки. Основной задачей данной технологии является уменьшение затрат теплоты [10]. 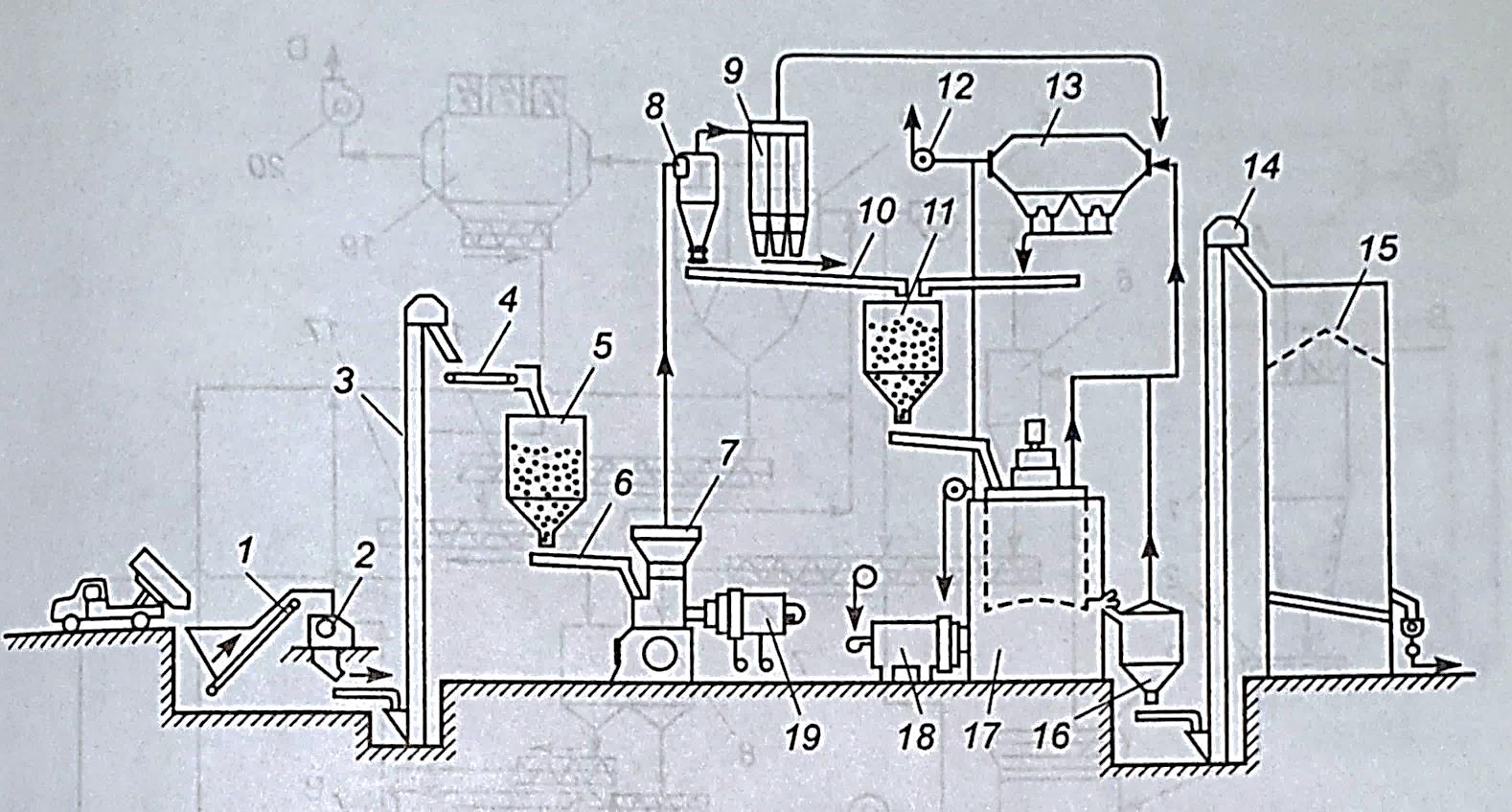 1 – питатель; 2 – дробилка; 3 – элеватор; 4 – питатель; 5 – бункер гипсовой щебенки; 6 – питатель; 7 – мельница «Клаудиус-Петерс»; 8 – сдвоенный циклон; 9 – батарейный циклон; 10 – питатель гипсовой муки; 11 – бункер гипсовой муки; 12 – центробежный вентилятор; 13 – электрофильтр; 14 – элеватор; 15 – силос гипсового вяжущего; 16 – камера (бункер) томления; 17 – варочный котел; 18, 19 – топка. Рисунок 1.9 – Технологическая схема производства строительного гипса в аппаратах совмещенного помола и дегидратации. Выделяют также технологию производства строительного гипса в котлах-дегидраторах кипящего слоя. Псевдоожиженный слой измельченного природного гипса за счет большой поверхности контакта с теплоносителем обеспечивает большую скорость дегидратации CaSO4 · 2Н2О, а также исключаются его местные перегревы. Равномерность псевдоожижения зависит от однородности фракционного состава, гидродинамической обстановки в аппарате кипящего слоя (КС) и, наконец, от морфологии частиц гипса. На рис. 1.12 представлена технологическая схема производства строительного гипса термообработкой измельченного природного гипса до 3-8 мм в аппарате кипящего слоя, разработанная в институте «Гипростройматериалы», г. Москва. Производительность технологической линии 50 тыс. т/год. 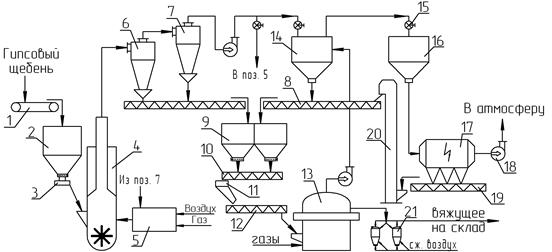 1 – ленточный конвейер; 2 – бункер гипсового щебня; 3 – тарельчатый питатель; 4 – шахтная мельница; 5 - теплогенератор; 6 – батарея из 4 циклонов; 7 – батарея из 8 циклонов; 8, 19 – винтовой конвейер; 9 – бункера расходные; 10, 12 – винтовой питатель; 11 – течка; 13 – котел-дегидратор; 14, 16 – камера смешения; 15 – дроссельная заслонка; 17 – электрофильтр; 18 – вентилятор; 20 – элеватор; 21 – пневмокамерные питатели. Рисунок 1.12 – Технологическая схема производства строительного гипса обжигом в аппарате кипящего слоя. По данной технологии термообработка гипса производится с использованием в качестве теплоносителя дымовых газов, получаемых от сжигания газообразного топлива в топке, снабженной четырьмя горелками и расположенной под аппаратом КС. Продукты горения разбавляются вторичным воздухом до 950-1000°С и просасываются со скоростью 1,5-2 м/с вентиляторами высокого давления через днище, создавая кипящий слой. Поддержание температуры в слое регулируется в основном расходом сырья, температурные параметры теплоносителя могут изменяться лишь в узких пределах. Оптимальный режим дегидратации: температура в кипящем слое 135°С, на выходе продукта 100-125°С, температура отходящих газов 130-135°С, время термообработки 40 мин. Котел-дегидратор работает под разрежением, общее сопротивление составляет 11,2 кПа, в том числе слой КС - 8,6 кПа. Аппараты КС бывают с одним слоем и двумя. Двухслойные аппараты позволяют более точно поддерживать температурный режим и тем самым обеспечивать высокое качество готового продукта. В последнее время такие аппараты становятся все более производительными. Например, французская фирма «Ламбер Индустриэл» разработала конструкцию аппарата производительностью 40-50 т/ч, работающего на мазуте. Перспективными также являются конструкции аппаратов с виброкипящим слоем. Интенсивность теплообмена в них еще выше, чем в аппаратах КС вследствие вибрации частиц гипса. Одновременно такой аппарат служит сепаратором для отделения продегидратированных и, следовательно, более легких частиц за счет их «всплывания» наверх и выведения через течку [1]. Еще одним способом является возможность из фосфогипса получить как строительный, так и высокопрочный гипс, отличающихся водопотребностью и соответственно прочностью, достигаемой уже через 1,5 ч после затворения. Фирма Knauf предлагает три варианта производства вяжущих из фосфогипса в зависимости от области его дальнейшего использования. По I варианту, загрязненный фосфогипс промывают и флотируют для удаления водорастворимых и твердых примесей, затем дегидратируют в котлах периодического или непрерывного действия. Полученный чистый продукт не оказывает разрушающего действия на картон, покрывающий поверхность панелей или плит. По II варианту состав фосфогипса соответствует отношению ангидрита к полугидрату, равному 1/3: 2/3. Стадия очистки от примесей может быть той же, что и по I варианту; степень очистки можно снизить за счет уменьшения дозировки химических реагентов на стадии флотации. В процессе грануляции к дегидратированному фосфогипсу добавляют воду и вещества, осаждающие нерастворимые соединения фосфора. Затем продукт выдерживают в специальных реакторах, где происходит образование фосфатов, которое заканчивается в процессе обжига и рассеивания. III вариант – нейтрализация примесей фосфогипса известковым молоком. Способ обеспечивает одностадийному и стабильному переводу кислых фосфатов кальция в труднорастворимые соли. Наибольший интерес представляет метод глубокой нейтрализации фосфогипса известковым молоком, обеспечивающий одностадийному и стабильному переводу кислых фтористых и фосфатных соединений в труднорастворимые соли типа Ca5OH(PO4)3 и CaF2. Именно этот способ заложен в подавляющее большинство технологий, разработанных ведущими фирмами. Способ получения β – полугидрата сульфата кальция из фосфогипса, включающий репульпацию с добавлением нейтрализатора, фильтрацию полученной пульпы, последующую сушку до влажности 1-3% и дегидратацию [11]. В качестве примера рассмотрим одну из них (рис. 1.13). Основными стадиями технологического процесса являются: приемка и складирование сырьевых материалов; нейтрализация фосфогипса и фильтрация пульпы; сушка; дегидратация в гипсоварочных котлах; выдержка и охлаждение вяжущего; помол вяжущего; хранение готовой продукции. 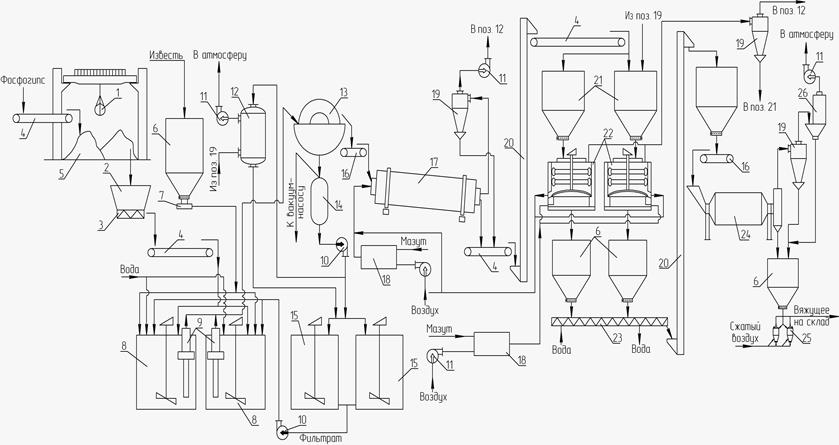 Рисунок 1.13 – Технологическая схема производства строительного гипса из фосфогипса (спецификация по тексту) Кек фосфогипса влажностью 25-30% поступает с вакуум-фильтра из цеха экстракционной Н3РО4 по ленточному конвейеру 4 на склад 5, откуда грейферным краном 1 направляется в бункер влажного фосфогипса 2, из которого винтовым питателем 3 и ленточным конвейером 4 подается в один из двух попеременно работающих реакторов-нейтрализаторов 8. Предварительно в реакторе готовят расчетное количество известкового молока из фильтрата и комовой извести, подаваемой из бункера 6 весовым дозатором 7. В известковом молоке поддерживается отношение ж : т, равное 1 – 1,5. Концентрацию известкового молока для нейтрализации фосфогипса устанавливают в соответствии с содержанием в фосфогипсе водорастворимого Р2О5. Фосфогипс в реактор подается порциями с определенной скоростью, чтобы обеспечить снижение величины рН в соответствии с графиком (рисунок 1.14). 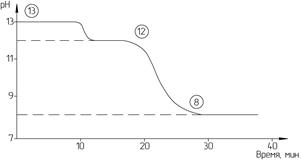 Рисунок 1.14 – Кривая изменения рН при нейтрализации фосфогипса известковым молоком в реакторе Снижение рН в реакторе производится со скоростью не более 0,16 ед рН/мин в интервале рН 12,8 – 12,0 и 0,6 ед рН/мин в интервале рН от 12 до 8,0. Соблюдение этого режима нейтрализации позволяет избежать кристаллизации нежелательных Са(Н2РО4)2 и СаНРО4, что впоследствии ухудшит качество вяжущего. Длительность цикла нейтрализации 35–40 мин. Нейтрализованная пульпа фосфогипса погружным насосом 9 подается на барабанный вакуум-фильтр 13. После опорожнения одного реактора 8 включают подачу пульпы на фильтр из параллельного реактора 8, а в первый подают следующую порцию извести и фильтрата. Реакторы 8 обеспечивают непрерывную фильтрацию. Нейтральный фильтрат с барабанного вакуум-фильтра 13 направляется в вакуум-приемник 14, из которого в сборники 15. Из сборников 15 центробежным насосом 10 он подается в реакторы 8. Таким образом, весь образующийся фильтрат используется в замкнутом цикле, в том числе и для орошения скруббера мокрой очистки газов 12, выходящих из сушильного барабана 17. Срезаемый на фильтре кек фосфогипса влажностью 20 – 30% ленточным питателем 16 подается в барабанную насадочную сушилку 17, где из него удаляется основное количество механической влаги. Теплоносителем служат дымовые газы от сжигания мазута в выносной топке 18. Разбавление дымовых газов производится рециркуляционными газами из гипсоварочных котлов 22. Отработанные дымовые газы проходят двухстадийную очистку – в начале в циклоне 19, а затем подаются вентилятором 11 в скруббер 12 и выбрасывается в атмосферу. Гипс, осажденный в циклоне, поступает на ленточный конвейер 4. Выходящий из сушилки фосфогипс с влажностью 1 – 5% ленточным конвейером 4, цепным элеватором 20 поступает в бункера 21, а затем в гипсоварочные попеременно работающие котлы 22. Загрузка фосфогипса в котел осуществляется при достижении в нем температуры не ниже 200°С. После достижения требуемой степени дегидратации CaSO4 · 2H2O продукт выгружается из котла при температуре 190 – 215°С в бункера 6, откуда скребковым конвейером 23 с водяным охлаждением, а затем элеватором 20 направляется в бункер 6, расположенный над мельницей 24. Обогрев гипсоварочных котлов периодического действия производится дымовыми газами с температурой 1000 – 1100°С, образующимися в выносной топке 18 от сжигания мазута. После котла отработанные дымовые газы направляются в сушильный барабан 17. Водяные пары, выделяющиеся из гипсоварочных котлов, очищаются в циклоне 19 и скруббере 12, после чего вентилятором 11 выбрасываются в атмосферу. Скруббер 12 орошается фильтратом, подаваемым из сборника 15. Гипсовое вяжущее из накопительного бункера 6 с температурой не выше 80°С подается ленточным питателем в шаровую мельницу 24. Режим помола должен обеспечивать необходимую механическую активацию вяжущего (за счет устранения экранирующих пленок фосфатов и разрушения реликтовой структуры кристаллов CaSO4 · 2H2O), необходимую тонкость порошка. Строительный гипс марки Г-2–Г-4 из мельницы 24 подается в бункер 6, а затем пневмовинтовым насосом 25 на склад готовой продукции. Обе шаровые мельницы подключены к вытяжной аспирационной системе, состоящей из циклона 19 и рукавного фильтра 26. Очищенный воздух выбрасывается в атмосферу вентилятором 11. Производительность такой технологической линии составляет 60 тыс. т гипсового вяжущего в год [1]. Существует так же способ переработки фосфогипса, включающий нейтрализацию фосфогипса кальцийсодержащей добавкой с последующим компактированием полученного продукта, отличающийся тем, что нейтрализацию фосфогипса производят сухим способом путем перемешивания с кальцийсодержащей добавкой, в качестве которой используют гидратную доломитовую известь при следующем соотношении компонентов: фосфогипс 95,0 – 99,0 мас.% гидратная доломитовая известь 1,0 – 5,0 мас.%, и компактирование нейтрализованного фосфогипса осуществляют брикетированием [12]. Также существует не такая распространенная, но довольно конкурентоспособная технология производства строительного гипса из синтетического дигидрата сульфата кальция (рис.1.15). Сырьем для его производства служит серная кислота и природное карбонатное сырье – известняк, мел или доломит. Технологический процесс включает следующие основные стадии: приготовление известняковой пульпы; разложение CaCO3 серной кислотой; фильтрация пульпы; сушка – дегидратация CaSO4 + 2H2О; улавливание целевого продукта в пылеосадительной системе; складирование готового продукта. 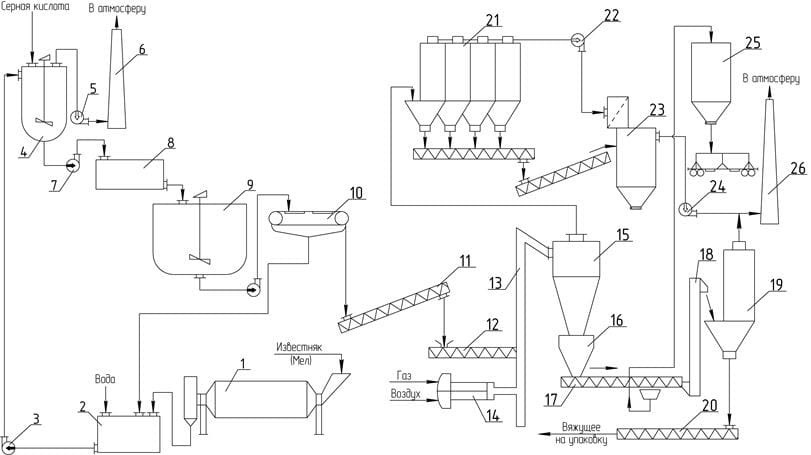 Рисунок 1.15 – Технологическая схема производства строительного гипса из синтетического гипса (спецификация по тексту) Сырьем для производства строительного гипса является известняк и техническая серная кислота. Вначале готовят известняковую пульпу путем помола известняка в шаровой мельнице 1 и смешения с водой и фильтратом в баке-растворителе 2. Полученная пульпа с отношением ж:т 4:1, насосом 3 по трубопроводу подается на разложение в реактор 4, куда поступает расчетное количество серной кислоты. Реакторы работают в периодическом режиме. Углекислота, образующаяся в ходе реакции CaCO3 + H2SO4 = CaSO4 + 2H2О + CO2, отсасывается из реакторов вентилятором 5 и выбрасывается через стеклопластиковую трубу 6 в атмосферу. Реактор-нейтрализатор 4 снабжен мешалкой и имеет кислотоупорную защиту внутренней поверхности. Далее пульпа, состоящая из кристаллов CaSO4 + 2H2О и маточника, насосом 7 через бак-распределитель 8 подается для завершения вышеуказанной реакции разложения в расположенный на открытой площадке сгуститель 9, оборудованный крановой мешалкой. Полностью нейтрализованная пульпа подается на дисковый вакуум-фильтр 10, где отделяется и промывается кек синтетического гипса от маточника, который возвращается в голову процесса – на приготовление известковой пульпы в позицию 2. Промытый водой дигидрат сульфата кальция системой наклонных винтовых конвейеров 11 подается на сушку и перекристаллизацию в β-CaSO4ꞏ0,5Н2O в трубу-сушилку 13 диаметром 2,5–3,0 м высотой 50–70 м. С помощью винтового забрасывателя 12 кек гипса подается в сушилку 13, где он подхватывается дымовыми газами, поступающими из теплогенератора 14, в котором сжигается природный газ. Движение материала и теплоносителя осуществляется за счет тяги, создаваемой дымососами 22 и 24. Температура теплоносителя входе в трубу-сушилку 550–670°С, а на выходе 180–200°C. Время пребывания гипса в сушилке 5–10 c зависимости от ее высоты и скорости движения потока. Скорость охлаждения дымовых газов составляет примерно 90°C/с. Вследствие короткого времени пребывания гипса в аппарате кристаллы β-CaSO4ꞏ0,5Н2O вырастают небольшими и, как следствие, прочность вяжущего находится на уровне Г-2–Г-3. Из трубы-сушилки 13 пылегазовая смесь поступает на разделение вначале в циклон 15, а затем систему рукавных фильтров 21 и, наконец, в пылеулавливатель коагуляционного типа 23, из которого очищенные дымовые газы через выходную трубу 26 выбрасываются в атмосферу. Уловленный продукт вместе с тем, который был осажден в циклоне 15 и собранным в бункере 16 винтовым конвейером 17, а затем ковшовым элеватором 18 подается в силос 19. Часть продукции направляется конвейером 20 на упаковку, а остальное количество инжектором подается в силос 25, из которого он отгружается в вагон-хоппер [9]. |