информатика. 1. Описание материалов 3 Выбор способа сварки 4
 Скачать 51.55 Kb. Скачать 51.55 Kb.
|

|
Содержание Введение 1 1. Описание материалов 3 2. Выбор способа сварки 4 3. Выбор разделки свариваемых кромок 5 4. Определение площади наплавленного металла 6 5. Расчет режимов сварки 8 6. Выбор сварочных материалов 9 7. Выбор сварочного оборудования 11 8. Дефекты в сварных соединениях и контроль качества сварного соединения 12 Заключение 14 ВведениеСварка является одним из основных технологических процессов в машиностроении, строительстве и других отраслях промышленности. Она позволила внести коренные изменения в технологию производства, вытеснив клепаные конструкции и создав принципиально новые сварные конструкции машин. Современный технологический уровень сварочного производства требует от сварщиков и специалистов определенного объема профессиональных знаний. В условиях непрерывного усложнения конструкций и роста объема сварочных работ большую роль играет правильная подготовка – теоретическая и практическая – квалифицированных рабочих сварщиков непрерывного усложнения конструкций и роста объема сварочных работ большую роль играет правильная подготовка – теоретическая и практическая – квалифицированных рабочих сварщиков. 1. Описание материаловНачало формы Сталь 20 по содержанию углерода относится к низкоуглеродистым сталям. Особенности сварки плавлением углеродистых сталей обусловлены, главным образом, степенью раскисления и количеством находящегося в них углерода. Не полностью раскисленные кипящие стали, имеющие участки с повышенным содержанием серы и фосфора, чувствительны к образованию горячих трещин в металле шва и зоне термического влияния. Склонность этих сталей к старению способна вызывать при сварочном нагреве выпадение нитридов и карбидов железа в зоне термического влияния, что значительно снижает пластичность и вязкость сварного соединения. В связи с этим кипящие стали в сварных конструкциях стараются не использовать, в основном применяют полуспокойные и спокойные стали. Находящийся в сталях углерод в количестве более 0,22-0,25% оказывает заметное негативное влияние на склонность сталей к образованию горячих и холодных трещин. Снижение стойкости против образования горячих трещин связано в основном с тем, что углерод усиливает вредное действие серы на деформационные характеристики металла, а снижение стойкости против образования холодных трещин — с повышением чувствительности сталей к появлению при сварке хрупких закалочных структур. С увеличением концентрации углерода эта чувствительность резко возрастает. В большинстве случаев горячие трещины образуются в металле шва, холодные - в зоне термического влияния. Сварка этих сталей обеспечивает получение качественных, равноценных основному металлу сварных соединений в широком диапазоне режимов и условий сварки. Вместе с тем следует отметить, что металл зоны термического влияния в определенных обстоятельствах может претерпевать заметные изменения, связанные прежде всего с ростом зерна на участке перегрева, нагреваемом до температуры выше 1200°С, что приводит к потере вязкости стали на 15-20%. При сварке низкоуглеродистых сталей, содержащих углерод близко к верхнему пределу, возможно, некоторое увеличение прочностных и снижение пластических характеристик металла, а также образование горячих трещин в металле шва, например, при сварке угловых швов и выполнении корневых проходов на толстолистовой стали. Это связано с более высокими в данном случаи скоростями охлаждения металла при сварке и низким коэффицентом формы проплавления. Сварка стали Ст3пс обеспечивает получение качественных равноценных основного металла сварных соединений в широком диапазоне режимов и условий сварки. Химический состав и механические свойства приведены в таблице 1 и 2. Таблица1-Химический состав стали 20 ГОСТ 1050 - 88
Таблица2- Механические свойства при Т=20 oС стали 20
2. Выбор способа сваркиК параметрам способа сварки в смеси газов относится род и полярность тока, диаметр электродной проволоки, величина сварочного тока, напряжение на дуге, скорость подачи проволоки и сварки. При сварке в углекислом газе применить постоянный ток обратной полярности. Так как переменный ток приводит к худшему формированию шва и к неустойчивому горению дуги. Диаметр сварочной проволоки применяется в зависимости от толщины металла. Сварочный ток в зависимости от выбранного диаметра сварочной проволоки. Напряжение дуги устанавливается в зависимости от сварочного тока и длины дуги. Преимущества: -высокая производительность процесса; -низкая стоимость углекислого газа; -возможность сварки металлов малых толщин и сварки различных материалов; -возможность наблюдения за открытой дугой, что облегчает управление процессом сварки; -широкие возможности механизации и автоматизации процессов; -возможность сварки во всех пространственных положениях; -хорошее качество шва. К недостаткам сварки в защитных газах следует отнести усложнения при проведении сварки на открытом воздухе, особенно в ветреную погоду из-за возможности обдува защитного газа струей воздуха, а также большие выделения вредного газа на рабочем месте сварщика. Так же можно бороться с недостатками: сварка на открытом воздухе возможна, загородив щитами сварочную зону. Борьба с большими выделениями газа, усилить вентиляционную силу сварочного поста. 3. Выбор разделки свариваемых кромокТак как толщина металла S=3мм, то разделка кромок не предусматривается (см. рисунок 1) 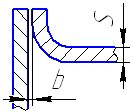 Рисунок 1- Разделка кромок где  –толщина свариваемых пластин –толщина свариваемых пластин  –зазор между пластинами –зазор между пластинами На рисунке 2 представлены параметры сварного шва 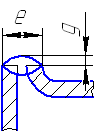 Рисунок 2 –Параметры сварного шва где  – ширина наплавленного металла – ширина наплавленного металла  – выпуклость наплавленного металла – выпуклость наплавленного металла 4. Определение площади наплавленного металлаПлощадь сечения швов представляет собой сумму площадей элементарных геометрических фигур их составляющих. Геометрические элементы площади сечения стыкового шва показаны на рисунке 3. Рисунок 3- Геометрические элементы площади сечения стыкового шва F1=0,75*e*q=0,75*7*1=5.25мм2 (1) где – ширина наплавленного металла  – выпуклость наплавленного металла – выпуклость наплавленного металла  F2=k2 /2=2 мм2 (2) F3 = S*b=3*1=3 мм (3) где –толщина свариваемых пластин  ; –зазор между пластинами ; –зазор между пластинами  ; ;2F4 = h2 * tga/2=22 * tg(90/2)/2=2 (4) Fн= F1+F2+F3+2F4=5.25+2+3+2=12.25мм (5) Рассчитаем площадь первого прохода (корневого шва) по формуле F1=8*dэ (6) F1=8*1= 8 мм² Рассчитаем площадь последующих проходов F=10*dэ (7) где dэл – диаметр электродной проволоки, мм. F=10*1=10 мм² Зная площадь сечения шва, а так же площади первого и последующих проходов рассчитываем общее число проходов n=(Fн-F1)/Fпр+1 (8) n=(12,25-8)/8+1=1,53 5. Расчет режимов сваркиИсходя из толщины металла S=3 мм, диаметр сварочной проволоки принять 0.8мм и рассчитать режимы. Вылет электрода. lэ = 10 *dэл (9) где dэл – диаметр электродной проволоки, мм. lэ = 10 *1 = 10 мм Определение сварочного тока. Iсв = j * Fэл (10) где j – плотность тока = 180 А/ч;  – площадь электродной проволоки, мм2. – площадь электродной проволоки, мм2.Fэл= (π * dэл2)/ 4 (11) Fэл=(3,14 *1)/ 4 = 0.785 мм2 Iсв=180 *0,785= 141 А Определение скорости подачи проволоки Vп/п = (4 * αр * Iсв)/( π * dэл2 * рэл) (12) где αр – коэффициент расплавленной электродной проволоки, г/а*с Iсв – сварочный ток, А рэл – плотность электродной проволоки, г/см3 αр = (8,3 + 0,22 * Iсв/ dэл) *3600 *10-4 (13) αр = (8,3 + 0,22 * 141 / 1) *3600 *10-4 = 14.2 г/а*с рэл= 7,8 г/см3 Vп/п =(4 * 14.2 * 141) / (3,14 * 1 * 7,8) = 327 м/ч Напряжение на дуге принять в интервале от 18-22 В Определение коэффициента наплавки - αн , г/Ас αн = αр * ( 1 – φ / 100) (14) где φ- потери электродного металла, вследствие окисления и разбрызгивания (принять 10 %) φ=10% αн = αр * ( 1 – 10 / 100) (15) αн =14.2*(1-10/100)=12.78 г/Ас Определение скорости сварки- Vсв ,м/ч Vсв = αн * Iсв / Fн * рэл (16) Vсв =12.78 *327/12.25*7.8=4.28 Где: Fн – площадь поперечного сечения шва, мм2 Fн = 12.25 мм2 6. Выбор сварочных материаловДля механизированной сварки в защитном газе, выбранного основного материала стали 20 техническим условиям на сварочную проволоку, удовлетворяет проволока марки Св-08Г2С по ГОСТ 2246-70, в качестве защитного газа применить углекислый газ ГОСТ 8050-76. Углекислый газ по ГОСТ 8050-76 (двуокись углерода, углекислота) является активным газом, который легко вступает в химические реакции или хорошо растворяется в металле шва. Углекислота широко распространена в природе, поэтому и дешёвая. Углекислый газ не ядовит, бесцветен, имеет едва ощутимый запах, нетоксичен и невзрывоопасен. Углекислота защищает расплавленный металл от соприкосновения с воздухом, который особо вреден для сварки вследствие присутствия в нём азота, вызывающего пористость и хрупкость металла шва. Применить сварочную двуокись углерода содержанием 99,5 %. Состав газа СО2 приведен в таблице 3. Таблица 3 - Состав газа СО2
Сварочная проволока Св-08Г2С по ГОСТ 2246-70 находит наиболее широкое применение, которая в большей степени отвечает всем требованиям, предъявляемым к сварным швам по механическим свойствам и химическому составу. Проволока выбрана по химическому составу основного металла, в неё добавлены повышенное содержание марганца и кремния, которые компенсируют выгорание этих компонентов в зоне сварки. Химический состав и механические свойства сварочной проволоки Св-08Г2С приведены в таблице 4 и 5. Таблица 4 - Химический состав сварочной проволоки Св-08Г2С по ГОСТ 2246-70, в %
Таблица 5 –Механические свойства сварочной проволоки Св-08Г2С
7. Выбор сварочного оборудованияДля стыкового шва принять сварочный полуавтомат в среде углекислого газа ПДГ-516У3. Полуавтомат предназначен для дуговой сварки в углекислом газе различных конструкций из низкоуглеродистых и низколегированных сталей во всех пространственных положениях. А также для работы в районах умеренного климата в закрытых помещениях. Технические характеристики полуавтомата ПДГ-516УЗ в таблице 6. Технические характеристики источника питания ВДУ-506У3 в таблице 7. Таблица 6-Технические характеристики полуавтоматаПДГ-516У3.
Таблица 7- Технические характеристики источника питанияВДУ-506У3
8. Дефекты в сварных соединениях и контроль качества сварного соединенияСогласно ГОСТ 23055-78 для соединений, выполненных сваркой плавлением, возможно образование шести видов дефектов: -пористость шва: сферическая, канальная, цепь пор, группа пор, линейная (протяженная); -шлаковые и металлические включения разделяются на шлак компактный, шлак линейный, металлические включения, поверхностные включения; дефек-несплавление по кромкам и между слоями многослойного шва; -непровар в корне одностороннего шва без подреза и с подрезом, двухстороннего шва, межслойный непровар многослойного шва; -трещины: поперечные и продольные; -дефекты формы шва: чрезмерный провар корня (прожог, протек), неровности (наплывы, вмятины и пр.), подрезы, несовпадение кромок и т.п. Все эти дефекты ухудшают механические свойства сварных соединений и, следовательно, работоспособность конструкций. Часть из них, такие, как наружная пористость и наружные включения, прожоги, неплотности шва, подрезы, вмятины» недостаточные размеры швов и усилений, должна быть исправлена немедленно при обнаружении силами сварщика, допустившего дефект. Непровары, внутреннюю пористость, включения, наплывы, резкие переходы и чрезмерную выпуклость, грубую чешуйчатость можно исправить только путем вырубки или вышлифовки дефектных мест с последующей заваркой, если это требуется. Особое внимание следует уделить предупреждению непроваров, которые образуются при неправильной форме разделки стыкового шва, слишком большом притуплении и малом зазоре или вследствие плохой очистки корня шва перед выполнением подварочного валика, а также обратного шва при двухсторонней сварке. Наиболее опасны и недопустимы трещины всех видов, при обнаружении которых сварное соединение бракуется или же подлежит исправлению. Исправление возможно при наличии единичных трещин, а сварное соединение с множественными трещинами исправлению не подлежит. Для ликвидации единичной трещины предварительно засверливают металл на расстоянии примерно 30 ÷ 50 мм от ее концов, после чего делают разделку трещины, затем подогревают участки металла на ее концах до температуры 100 ÷ 150 °С и одновременно заваривают подготовленную трещину. ЗаключениеВ данной работе была разработана технология сварки соединения нахлёсточного с отбортовкой, выполненного из листа стали 20. В ходе выполнения работы, был произведен выбор и обоснование марки сварочного материала, а также произведен расчет параметров сварки и контроль качества выполненного изделия. Список использованных источников 1. Акулов А.И., Алешин В.П., Ермаков С.И., Полевой Г.В., Рыбачук A.M., Чернышов Г.Г., Якушин Б.Ф. Технология и оборудование сварки плавлением и термической резки. - М.: Машиностроение, 2003. - 560 с. 2. Хромченко Ф. Справочное пособие электросварщика – М.: Машиностроение, 2005. – 416 с. 3. Думов С.И. Технология электрической сварки плавлением – Л.: Машиностроение. Ленингр. отд-ние, 1987. – 461 с. 4. Технология сварки металлов и сплавов плавлением. Под ред. акад. Б.Е. Патона М.: Машиностроение, 1974. – 768 с. Стандарты 5. Стандарт предприятия СТО ИрГТУ. 005-2009. – Иркутск: ИрГТУ, 2008. 6. ГОСТ 14771-76. Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры.-введ.01.07.1977.-М: Издательство стандартов, 1991. - 39 с. 7. ГОСТ 2246-70. Проволока стальная сварочная. Технические условия. – введ. 01.01.1973.-М: Издательство стандартов, 1987. – 28 с. |