Курсовая. 1. Описание назначения и применения станка
 Скачать 0.51 Mb. Скачать 0.51 Mb.
|

|
Введение В современном мире, где и промышленность, и машиностроение развивается очень бурно необходимо поддержание экономики на соответствующем уровне. Но необходимо не только соответствие уровню, но и улучшение и облегчение труда рабочих которое достигается благодаря развитию экономики. Современный этап научно-технической революции внес существенные новые моменты в экономическое развитие России. В стране наблюдается бурный рост комплекса наукоемких отраслей промышленности, вызванный нуждами широкомасштабной модернизации всего производственного аппарата в народном хозяйстве стран. В настоящее время, когда машиностроительные предприятия находятся в тяжелейших экономических условиях, инженеру-руководителю необходимо знать технику, технологию, организацию и управление производством, чтобы уметь экономически грамотно принимать решения., снижения себестоимости продукции и многих других задач. Почти на каждом предприятии, выпускающем техническую продукцию используются металлорежущие станки, к ним относятся токарные, винторезные, сверлильные, шлифовальные, фрезерные станки и другие. 1.Описание назначения и применения станка. Фрезерованием обрабатывают различные по форме и размерам детали со сложными поверхностями. Все это обусловливает большое конструктивное разнообразие фрезерных станков. Отличительной особенностью консольно-фрезерных станков является наличие консоли, которая несет на себе каретку со столом и перемещается по направляющим станины в вертикальном направлении. На фрезерных станках консольного типа удобно вести наблюдение за обработкой, так как перемещением консоли можно обеспечить необходимое положение фрезеруемой поверхности Универсально-фрезерный станок имеет горизонтально расположенный шпиндель и предназначен для обработки фрезерованием разнообразных поверхностей на небольших и нетяжелых деталях в условиях единичного и серийного производства. Обработку ведут цилиндрическими, дисковыми, угловыми, концевыми, фасонными, торцовыми фрезами. На этом станке можно обрабатывать вертикальные и горизонтальные фасонные и винтовые поверхности, пазы и углы. Фрезерование деталей, требующих периодического деления или винтового движения, выполняют с использованием специальных делительных приспособлений. Таблица 1.1 – Характеристики двигателей
2. Описание электрооборудования станка Подключение станка к сети и отключение осуществляется вводным выключателем ВВ. Выбор режима работы производится переключателем ПУ. Работа станка в наладочном режиме при невращающемся шпинделе обеспечивается установкой реверсивного переключателя 1ПР (2ПР для станков 6Р82Ш и 6Р83Ш) в среднее нулевое положение. ПРИ ОТКЛЮЧЕНИИ СТАНКА ВВОДНЫМ ВЫКЛЮЧАТЕЛЕМ ВВ И РЕВЕРСЕ ВРАЩЕНИЯ ШПИНДЕЛЯ ПЕРЕКЛЮЧАТЕЛЯМИ 1ПР и 2ПР НЕОБХОДИМО ОТКЛЮЧИТЬ ЭЛЕКТРОДВИГАТЕЛЬ ШПИНДЕЛЯ. Схема размещения электрооборудования на станках 6Р82, 6Р82Г, 6Р83, 6Р83Г 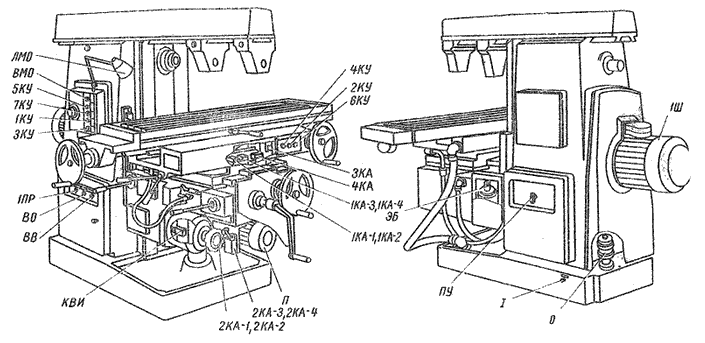 Для облегчения переключения скоростей шпинделя и подачи в станке предусмотрено импульсное включение электродвигателя кнопкой 5КУ, а электродвигателя подачи - конечным выключателем импульса КВИ. При нажатии кнопки 5КУ включаются ПШ и РН. Н.О. контакты РН включают реле РП, которое за счет своего н.о. контакта становится на самопитание, а н.з. контактом разрывает цепь питания ПШ. При управлении от рукояток работа электросхемы обеспечивается замыканием рабочих цепочек через контакты командоаппаратов 1КА, 2КА и 4КА. Включение и отключение электродвигателя подачи осуществляется двумя командоаппаратами: для продольной подачи "1КА", для вертикальной и поперечной подач - 2КА. Включение и отключение вращения шпинделя осуществляется соответственно кнопками "Пуск" 1КУ, 2КУ и "Стоп" ЗКУ, 4КУ. Кнопкой "Стоп" одновременно с отключением электродвигателя вращения шпинделя отключается и электродвигатель подачи. Быстрый ход стола происходит при нажатии кнопки "Быстро", включающей пускателем ПЕ электромагнит ЭВ быстрого хода. Торможение электродвигателя шпинделя - электродинамическое и осуществляется пускателем ПТ, создающим цепь постоянного тока от выпрямителя ВС в обмотку статора. Реле напряжения РН служит для защиты селеновых выпрямителей от пробоя. Напряжение обмотки ТУ-4 равно 36 В при напряжении сети 220 В и 55 В при напряжении сети 380, 400, 415, 440 В. При работе на одной из подач возможность случайного включения другой подачи взаимоисключается блокировочными контактами 1КА-2, 1КА-4 и 2КА-2, 2КА-4. При автоматическом управлении переключатель ПУ должен быть установлен в положение "Автоматический цикл". Кроме того, необходимо произвести механическое переключение валика, расположенного в салазках станка, из положения "Ручное управление" в положение "Автоматический цикл". При последнем положении валика кулачковая муфта продольного хода заперта и конечный выключатель 4КА нажат. Автоматическое управление осуществляется при помощи кулачков, устанавливаемых на столе. При движении стола кулачки, воздействуя на рукоятку включения продольной подачи и верхнюю звездочку 2, производят необходимые переключения в электросхеме и механизмах. Управление быстрым ходом в автоматических циклах осуществляется конечным выключателем 3КА. Конечный выключатель 4КА исключает возможность ручного включения поперечных и вертикальных подач в этом режиме работы. Работа электросхемы в этом режиме объясняется диаграммой и происходит следующим образом: при отключенной рукоятке 1 шток 4 должен находиться в глубокой впадине звездочки 3, контакты 43-26 конечного выключателя 3КА должны быть замкнуты (положение 0 на диаграмме). С включением рукоятки 1 вправо включается быстрый ход стола вправо (положение 1 на диаграмме). Отключение быстрого хода в нужной точке происходит при воздействии кулачка 3а на звездочку 2 (положение 2 на диаграмма), при повороте которой шток 4 попадает в малую впадину звездочки 3, а оба контакта конечного выключателя 3КА размыкаются. Стол продолжает движение на подаче. При воздействии кулачков 1а и 3б на рукоятку 1 и звездочку 2 происходит реверс подачи и включение быстрого хода влево (положения 3 и 4 на диаграмме). При переходе рукоятки 1 через положение 0 питание пускателя ПП осуществляется через контакты 43-25 конечного выключателя 3КА. Шток 4 в этот момент должен находиться на участке постоянной кривизны звездочки 3 (положение 3 на диаграмме). Отключение быстрого хода влево и конец цикла осуществляется при переводе рукоятки 1 кулачком 6 в нейтральное положение (положение 5 на диаграмме). Работа электросхемы на других циклах происходит аналогично. 3.Ремонт электрооборудования станка. Под наладкой и ремонтом электрооборудования металлорежущего станка принято понимать комплекс работ по приведению в действие всех элементов электрооборудования, обеспечивающих технологический процесс обработки в заданных режимах. При пусконаладочных работах проверяют соответствие установленного электрооборудования и выполненного монтажа проекту, выявляют и устраняют неисправности в электрической схеме электрооборудования,, настраивают и регулируют электроаппараты и привода, проверяют состояние изоляции и заземляющих устройств, параметры электронных приборов, испытывают работу электрооборудования под напряжением в различных режимах и проводят другие работы в зависимости от сложности и типа примененного на станке электрооборудования. Наладочные работы являются заключительным этапом монтажных работ и, как правило, способствуют экономичной, надежной и безаварийной работе станка в эксплуатации. Электрические схемы управления электроприводами станков отличаются между собой сложностью, видами применяемых электроаппаратов, назначением и т. д., поэтому работа наладчика не может строиться по шаблону. Однако во всех случаях целесообразно использовать некоторые общие методы сокращающие время выявления неисправностей. Метод наблюдения является простейшим и самым необходимым в работе наладчика. Он состоит в наблюдении за действием элементов схемы и оценке правильности их действия. Даже в станках со сложной электроавтоматикой и большим количеством аппаратуры в одной операции управления приводом участвует не более 3—4 аппаратов. Зная назначение и расположение аппаратов, по их состоянию наладчик может судить о режиме работы, направлении движении и пр. Очень часто можно установить причину неисправности или ограничить круг поисков только путем наблюдения. Таблица 3.1-Неисправности трансформаторов.
4.Обслуживание электрооборудования станка. В зависимости от габаритных размеров, массы и характера ремонта электрической машины, а также наличия или отсутствия необходимых условий для ремонта ее ремонтируют либо на месте, либо в электроремонтном цехе, или на электроремонтном заводе. Машины повреждаются чаще всего из-за недопустимо длительной работы без ремонта, плохо эксплуатационного обслуживания или нарушения режима работы, на который они рассчитаны. Повреждения электрических машин бывают механические и электрические. К механическим повреждениям относят: выплавку баббита в подшипниках скольжения; разрушение сепаратора, кольца, шарика или роликов подшипниках качения; контактных колец; ослабления крепления полюсов или сердечника статора к станине, разрыв или сползание проволочных бандажей роторов (якорей); ослабление прессовки сердечника ротора (якоря) и др. Электрическими повреждениями являются пробой изоляции на корпус, обрыв проводников в обмотке, замыкание между витками обмотки, нарушение контактов и разрушение соединений.  Рисунок 4.1-Станок для разборки машин средней мощности. 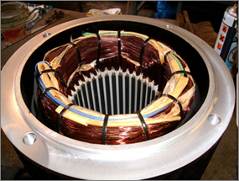 Рисунок 4.2-Обмотка статора перед разборкой. 4.1 Ремонт и устройство автоматических выключателей Автоматические выключатели (автоматы), применяемые в электрических сетях, относят к защитным аппаратам многократного действия, которые могут быть: с независимым расцепителем для дистанционного управления (автоматические выключатели А – 3100); с расцепителем минимального напряжения (А – 3120); с электродвигательным приводом для включения (АМВ); селективные с часовым механизмом (АВ); с температурной компенсацией (АЕ, А – 3700).Различают ресцепители тепловые, электромагнитные и комбинированные. В тепловых расцепителях используют биметаллические пластинки. При перегрузке в защищаемой сети один коней биметаллической пластинки изгибается, в результате чего срабатывает механизм расцепителя, отключающий автомат. Электромагнитный расцепитель имеет в каждой фазе электромагнитное реле максимального тока. 4.2 Планирование работ по техническому обслуживанию (ТО) и текущему ремонту (ТР) осуществляется в виде годового, квартального и месячному графиков (указаны в таблице 3.4) Исходными данными для составления графиков являются: периодичность проведения работ по техническому обслуживанию и ремонту с учетом коэффициента сезонности и продолжительности работы электрооборудования в смену (см. [5] или приложение 1 [8]). Нормированная периодичность ТО и ТР записывается в графы 9 и 10 табл. 4.3 Затем нормированная периодичность корректируется с учетом примечаний приложения 1 [8]. При этом учитывается продолжительность работы установки в течении года В случае сезонного использовании оборудования в течении года дополнительно учитывают необходимость проведения технического обслуживания, связанного с подготовкой к хранению и расконсервации оборудования. Трудоемкость этих работ оценивается трудоемкостью ТО соответствующего типа электрооборудования, увеличенной на 15% (коэффициент 1,15). 4.4 Трудоемкость технического обслуживания и текущего ремонта 4.4.1 Общие сведения Годовые затраты труда в чел.-ч на техническое обслуживание и текущий ремонт электрооборудования являются основой для определения работ электротехнической службы и количества электромонтеров, занятых этими видами. |