Формовочная машина. 1. Описание технологического комплекса для производств выпускаемой продукции
 Скачать 1.16 Mb. Скачать 1.16 Mb.
|

|
2.2 Описание мероприятий по конструктивному совершенствованию машины В ходе патентного поиска были рассмотрены два изобретения и одна полезная модель. Установка для поточного изготовления бетонных изделий (19)RU(11)2177876(13)С2. МПК 7 В28В13/02[7] Формула изобретения Установка для поточного изготовления бетонных изделий, включающая шасси, передвигаемое по рельсам, составляющим рельсовый путь, вдоль которого натянута арматурная проволока для усиления изготавливаемых изделий, на этом шасси установлен подвижный верхний бункер для приема и последующей выгрузки бетона, вибратор с формой, снабженный шпинделями для придания определенного профиля формуемым бетонным изделиям, отличающаяся тем, что установка дополнительно снабжена неподвижным бункером для загрузки формы вибратора, а также задней формой, снабженной шпинделями для снятия бетонных приливов с изделий, при этом средства качения шасси состоят из колес, смонтированных на трех неподвижных осях, две из которых находятся спереди машины и одна сзади, и ведущих колес, которые приводятся от гидромотора и которые смонтированы на соответствующей откидной подвеске, установленной в задней части машины; гидроцилиндр, воздействующий на подвеску и регулирующий высоту расположения ведущих колес, размещая их в нижнем рабочем положении или в верхнем нерабочем положении. Установка по п. 1, отличающаяся тем, что нижние границы бортов шасси, расположенные между средствами качения, находятся выше, чем эти колеса. Установка по любому из пп. 1 и 2, отличающаяся тем, что верхний бункер приводится двумя гидроцилиндрами, которые воздействуют на его борта. Установка по любому из пп. 1-3, отличающаяся тем, что неподвижный бункер имеет по меньшей мере один вертикальный борт. Установка по любому из пп. 1-4, отличающаяся тем, что накопительная емкость включает дверцу, которая приводится гидроцилиндром, воздействующим на нее в вертикальном направлении, и вышеназванная дверца направляется рычагами. Установка по любому из пп. 1-5, отличающаяся тем, что накопительная емкость включает откидную дверцу, которая приводится гидроцилиндром. Установка по любому из пп. 1-6, отличающаяся тем, что передняя часть машины снабжена откидным направляющим проводом, который приводится автоматически с помощью гидроцилиндра. Установка по любому из пп. 1-7, отличающаяся тем, что шпиндели формы вибратора крепятся к ней таким образом, предпочтительно с помощью резьбовых соединений, что форма может заменяться. Установка по любому из пп. 1-8, отличающаяся тем, что передняя часть шпинделей формы вибратора выполнена в виде клина. Установка по любому из пп. 1-9, отличающаяся тем, что формы 4, 5 и 6 снабжены бортовыми замками, выполненными из двух резиновых профилей, которые поджимаются под углом к поверхности борта металлическими уголками, соединенными с гидроцилиндрами с ручным управлением. Установка по любому из пп. 1-10, отличающаяся тем, что форма для снятия бетонных приливов смонтирована на шасси с помощью опоры, снабженной средствами качения, которые позволяют продвинуть ее вперед в рабочее положение или извлечь. Установка по любому из пп. 1-11, отличающаяся тем, что в конце формы для снятия бетонных приливов установлен короб релаксации бетона, в верхней части которого выполнены щели для выпуска воздуха, захваченного бетоном. Установка по любому из пп. 1-12, отличающаяся тем, что участок шпинделей формы для снятия приливов имеет уменьшенное сечение в области расположения короба релаксации. Установка по любому из пп. 1-13, отличающаяся тем, что форма вибратора снабжена боковыми упорами, в которых выполнены вертикальные направляющие, через которые проходят винты крепления упоров к форме, а упругие элементы, расположенные между упорами и шасси, препятствуют передаче колебаний от формы вибратора к шасси. Установка по любому из пп. 1-14, отличающаяся тем, что машина включает кабельную тягу, выполненную в виде барабана, смонтированного на шасси, и приводимую тяговым электродвигателем, при этом барабан снабжен муфтой сцепления и тормозом. 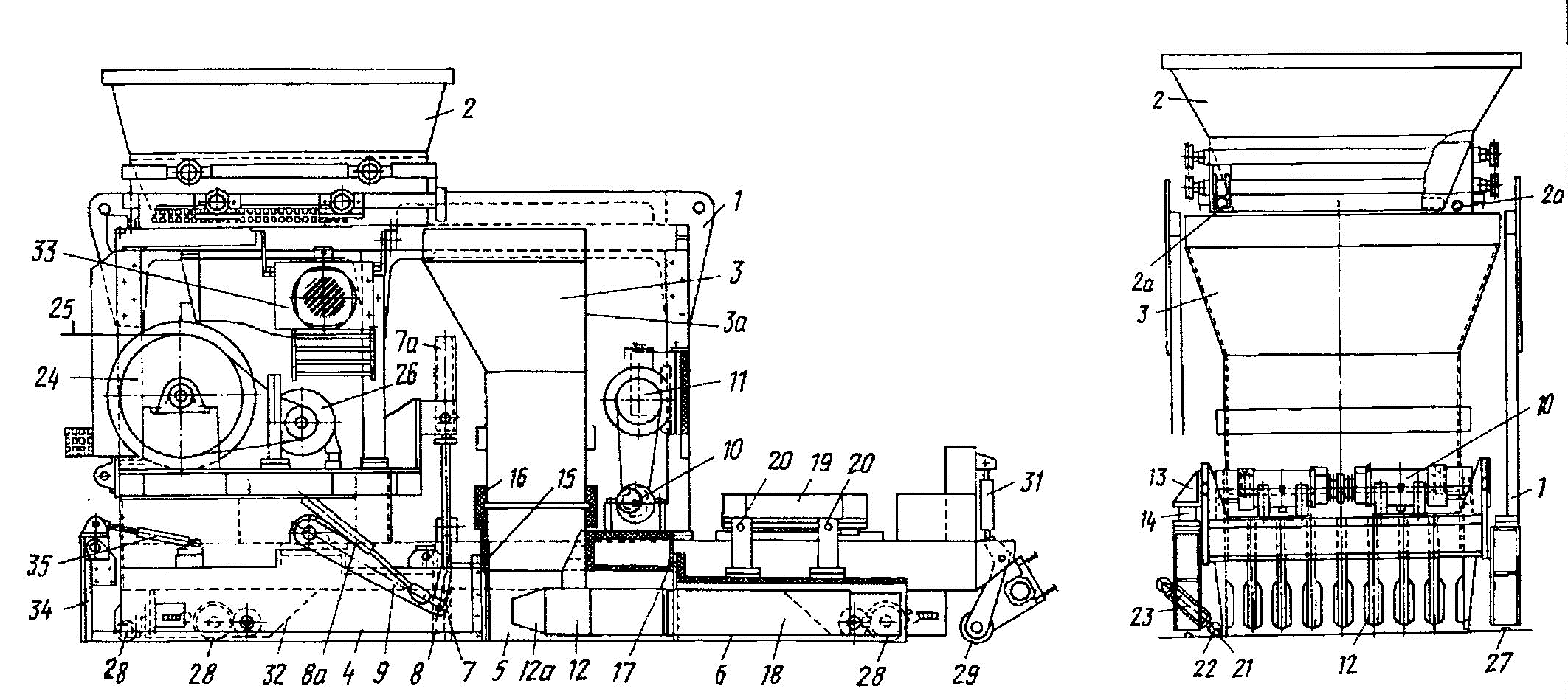 Рис. 2.2 Схема частичного машины по вертикале 1 шасси; 2 верхний бункер; 2а. гидроцилиндры; 3 неподвижный бункер; За. стенка бункера; 4 накопительная емкость; 5 форма вибратора; 6 форма для снятия приливов; 7 дверца; 7а. гидроцилиндр; 8 откидная дверца; 8а. гидроцилиндр; 9 направляющие рычаги; 10 сдвоенный вибратор; 11 электродвигатель; 12 шпиндели; 13 боковые упоры; 14 эластичная прослойка; 15,16,17 упругие прокладки; 18 шпиндели; 19 опора; 20 средства качения; 21 резиновый профиль; 22 уголок металлический; 23 прижимное устройство; 24 барабан; 25 кабель тяговый; 26 двигатель; 27 рельс; 28 колеса; 29 колеса ведущие; 31 гидроцилиндр; 32 нижняя граница борта; 33 гидравлическая группа; 34 привод направляющий; 35 гидроцилиндр. Формовочная машина для поточного изготовления железобетонных изделий (19)RU(11)2357858(13)0. МПК В28В13/02 (2006.01)[7] Формула изобретения Формовочная машина для непрерывного безопалубочного формования железобетонных изделий, содержащая шасси, на котором установлена станина с размещенными на ней бункерами загрузочным и рабочим, предназначенными для приема бетонной смеси и перемещения ее в форму для вибропрессования, в которой размещены матрица и пуансоны, выполненные с возможностью замены, заглаживающее приспособление, вибраторы и средства для снятия - фаски в виде резиновых профилей, а также средства для приведения шасси в движение, отличающаяся тем, что вибраторы установлены на станине, а средством для приведения шасси в движение является регулируемый электропривод, при этом скорость шасси зависит от плотности формуемого изделия, определяемой датчиком плотности, установленным в цепи управления электроприводом. Формующая машина по п.1, отличающаяся тем, что рабочий бункер выполнен регулируемым по ширине за счет выполнения его сборно-разборным посредством разъемных соединений стенок и дна. Формовочная машина по п.1, отличающаяся тем, что между загрузочным и рабочим бункерами размещена для поддержания уровня бетонной смеси в формовочной машине рама, выполненная с возможностью перемещения по рельсам, при этом загрузочный бункер выполнен с возможностью размещения в раме. Формовочная машина по п.1, отличающаяся тем, что рабочий бункер снабжен шнеком и датчиком уровня бетона. Формовочная машина по п.1, отличающаяся тем, что резиновые профили имеют пружины, которые выполнены с возможностью регулирования. 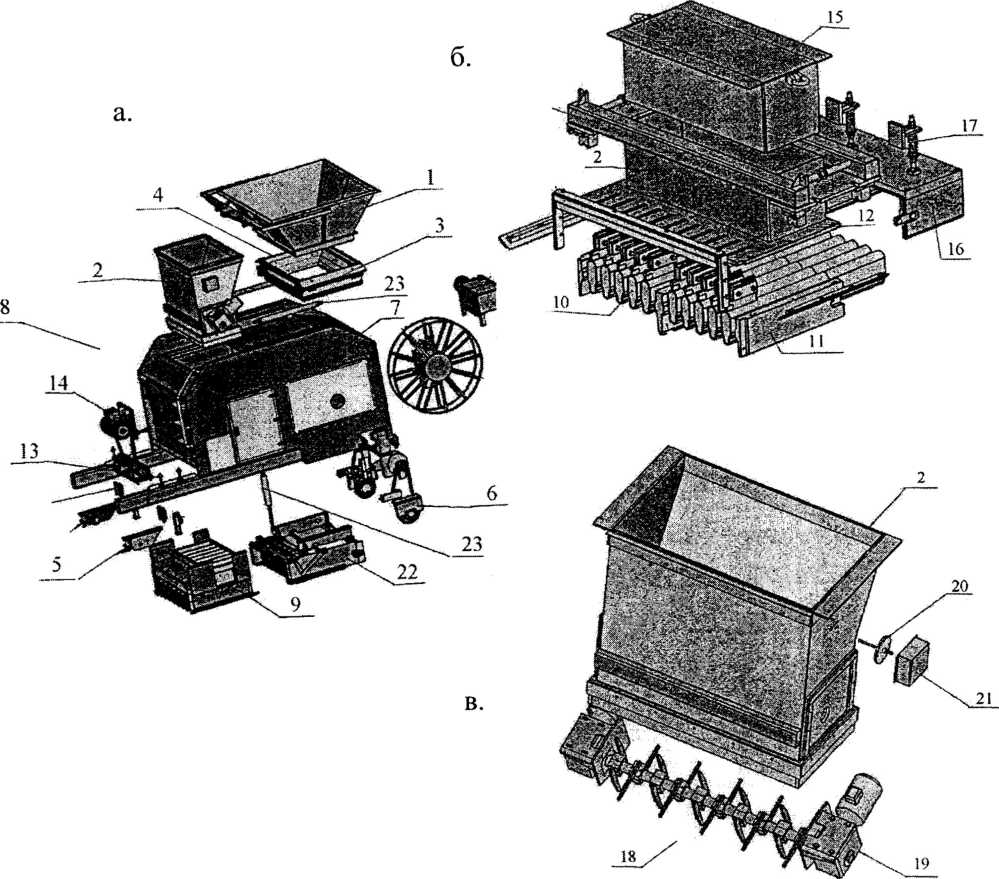 Рис. 2.3 Схема формующей машины: а) - вид общий; б) - фрагмент формующей машины с подпружиненными средствами для снятия фаски; в) - рабочий бункер. 1 загрузочный бункер; 2 рабочий бункер; 3 рама; 4 рельсы; 5,6 колеса; 7 станина; 8 подвижное шасси; 9 виброформа; 10 пуансоны;11 боковые стенки виброформы; 12 плита верхняя; 13 вибраторы; 14 электропривод; 15 пригруз; 16 резиновый профиль; 17 пружина; 18 шнек; 19 электропривод; 20 зонд; 21 показатель уровня бетона; 22 форма направляющая; 23 гидроцилиндр. Вибробункер для изготовления бетонных и железобетонных изделий (19)RU(11)119675(13)U1. МПК В28В13/00 (2006.01)[7]. Предложенная полезная модель относится к области строительства и более подробно к установкам для изготовления методом непрерывного безопалубочного виброформования бетонных и железобетонных изделий. Технический результат заключается в обеспечении равномерности подачи бетонной смеси в форму для вибропрессования. В данном случае технический результата достигается тем, что верхний бункер с вибратором выполнен в виде короба с двумя скошенными стенками, при этом верхний бункер установлен в раме с закрепленными с боковых сторон транспортировочными пальцами, опирающуюся на четыре вертикальные стойки между которыми с боковых сторон закреплены защитные декоративные элементы, а так же содержит вибратор, установленный на плите одной из скошенных стенок, при этом в нижней ее части размещены резиновые уплотнители для предотвращения выхода бетонной массы из бункера, причем внутри бункера посередине параллельно скошенным стенкам установлена шторка для уменьшения скорости прохождения бетонной массы, перпендикулярно которой размещены ребра жесткости и установлена резиновая прокладка на верхней стороне скошенной стенки для гашения вибрации. Предложенная полезная модель позволяет повысить качество выпускаемого изделия. Формула полезной модели Верхний бункер с вибратором, выполненный в виде короба с двумя скошенными стенками, отличающийся тем, что верхний бункер установлен в раме с закрепленными с боковых сторон транспортировочными пальцами, опирающейся на четыре вертикальные стойки, между которыми с боковых сторон закреплены защитные декоративные элементы, а также содержит вибратор, установленный на плите одной из скошенных стенок, при этом в нижней ее части размещены резиновые уплотнители для предотвращения выхода бетонной массы из бункера, причем внутри бункера посередине параллельно скошенным стенкам установлена шторка для уменьшения скорости прохождения бетонной массы, перпендикулярно которой размещены ребра жесткости, и установлена резиновая прокладка на верхней стороне скошенной стенки для гашения вибрации. [24] 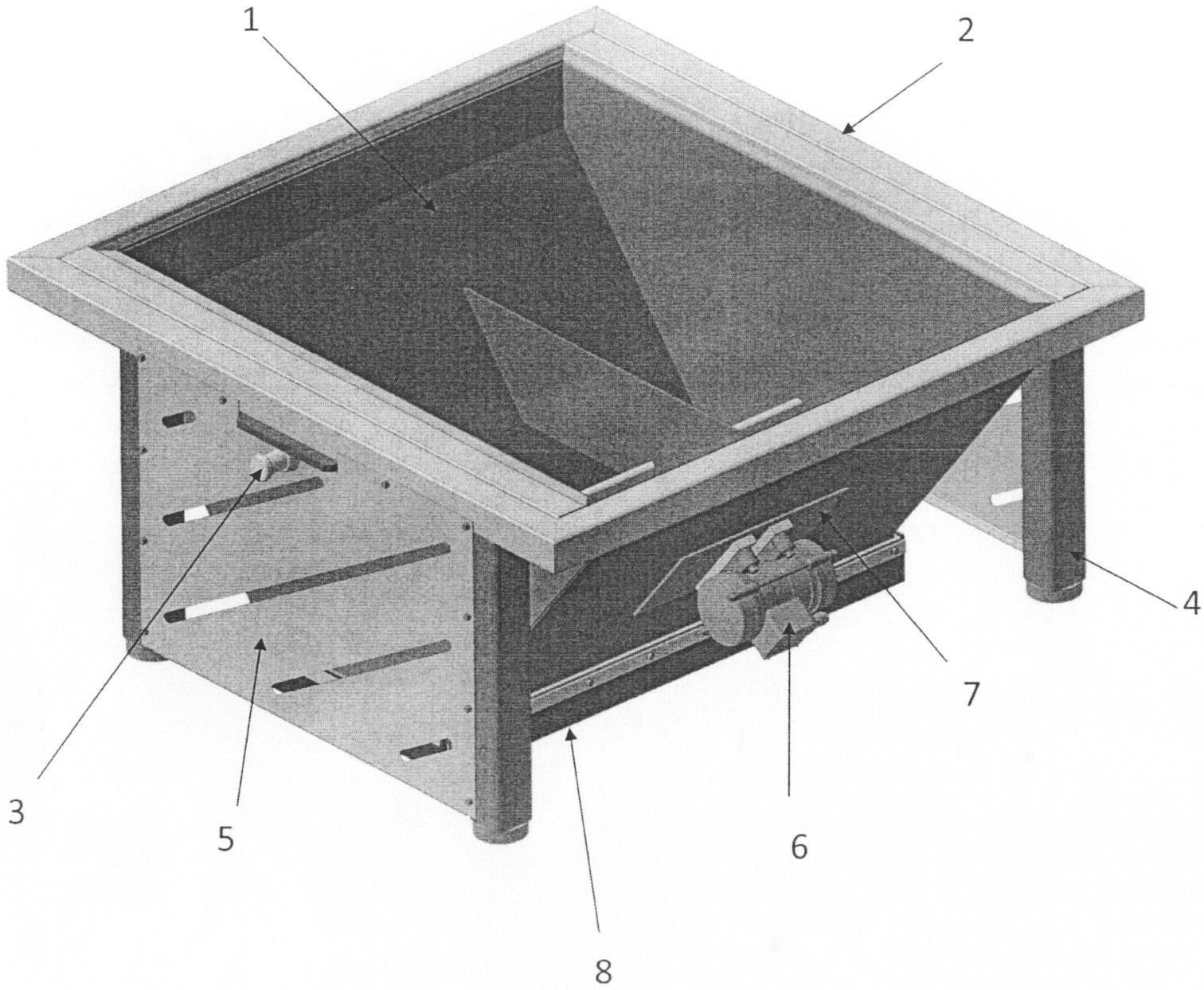 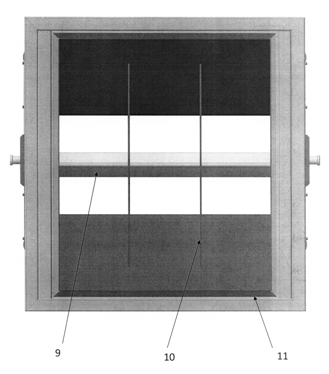 Рис. 2.4 Верхний бункер: Верхний бункер 1, рама 2,транспортировочные пальцы 3,вертикальные стойки 4, защитные декоративные элементы 5, вибратор 6 плита 7, резиновые уплотнители 8, шторка 9, ребра жесткости 10, резиновая прокладка11. 3. Расчетная часть 3.1 Расчет производительности Согласно технологическому регламенту предприятия, расчет производительности формующей машины произведем на основании следующих данных. Исходные данные: -Количество рабочих дней в году 250; -Количество рабочих смен в сутки — 2; -Количество часов в смене – 8; -Количество рабочих дорожек - 6 по 102 метра; -Выпускаемая продукция - плиты пустотного настила 1500X220; Таблица 3.1 Время и наименование работ
* - в случае, когда чистка производиться специальной машиной для очитки дорожек ; ** - одновременно раскладывается 10провочных петель; *** - обязательная мойка формующей машины и пресс-формы после формовки каждой дорожки. Объем бетонной смеси на одной дорожке длиной 100 метров (с учетом пустотности плит 42% составляет): 19.1 м3. Съем готовых изделий с одной дорожки: 150 м2. Мощность производства при работе на 6 дорожках (с учетом коэффициента использования оборудования и производства работ К = 0,8) в объеме изделия приведены в таблице 2.4: Таблица 3.2 Мощность производства при работе на 6 дорожках
3.2 Расчет потребляемой мощности 3.2.1 Расчет мощности формующей машины Определим мощность на поддержание колебаний и на потери в приводе вибробункера. Мощность на поддержание колебаний. Рб=0,25F0U0ω=0,25∙92414,5∙0,2∙10-3∙586,13=2708 Вт (3.1) мощность на потери в приводе Рпр= F0 μ∙( dц/2)∙ω=92414,5∙0,0065∙(0,08/2)∙586,13=14083Вт, (3.2) где: μ - коэффициент трения качения μ= 0,005.. .0,008; dц - диаметр цапфы вибровала, dц =0,08 м; η - 0,95...0,96 - коэффициент полезного действия механизма вибровозбудителя η= 0,95.. .0,96; Мощность привода горизонтального перемещения рабочего органа расходуется на перемещение в бункере призмы бетонной смеси массой mпр и на преодоление сил трения в пресс-форме о бетонную смесь. Мощность расходуемая на перемещение призмы бетонной смеси сквозь пресс-форму. Рп=WпV/60 Вт (3.3) где: V - скорость формования, м/мин. Принимаем V =2 м/мин. исходя из рекомендаций, изложенных в пособие по технологии формования железобетонных изделий; Wп- удельная работа уплотнения бетонной смеси, Н: Wп=mпр∙g∙φ H (3.4) где: φ - коэффициент внутреннего трения бетонной смеси φ= 0,7 0.8 g- ускорение свободного падения. mпр=2500h2∙a=2500∙0,4∙1,5=600 кг, (3.5) где: h - высота вибробункера, h = 0,4 м. Подставим полученное значение в формулу (2.20); Wп=600∙0,8∙9,8=4704Н, По формуле (2.18) определим мощность расходуемую на перемещение призмы бетонной смеси сквозь пресс-форму. Рп=4704∙2/60=156,8 Вт Мощность на преодоление сил трения. Ртр=Wтр∙V/60=111736∙2/60=3724,5 Вт. (3.6) Wтр=(F0+(M+M1)∙g∙)φ1=(92414,5+(1372+3450)∙9,8)∙0,8=111736 Н (3.7) φ1- коэффициент трения бетона о сталь φ1= 0,5.. .0,6; М1 - масса необходимая для достижения необходимого статического давления, так как эту роль играет вновь поступающий бетон в рабочий бункер то его массу найдем по следующей формуле: М1=VБ∙  =1,5∙2300=3450 кг (3.8) =1,5∙2300=3450 кг (3.8)М1- масса необходимая для достижения необходимого статического давления, так как эту роль играет вновь поступающий бетон в рабочий бункер то его массу найдем по следующей формуле: М1=VБ∙ =1,5∙2300=3450 кг (3.9)где: VБ - объем давящего бетона, м3; - насыпная плотность бетонной смеси рб =2300 кг/м3.Таблица 3.3 Скорость формования для машин последовательного действия в зависимости от классификации бетонной смеси и толщины формуемого изделия[2]
Рассчитаем общую мощность, потребляемую формующей машиной без потерь Рс=Рб+Рпр+Рп+Ртр=2708+14083+156,88+3724,5=20672,3 Вт (3.10) Рассчитаем мощность затрачиваемую непосредственно на виброформование и подберем электродвигатель для вибраторов. [2] Рф=(Рб+Рпр)/η=(2708+14083)/0,93=18054,8Вт (3.11) где: η- КПД привода вибровозбудителя, η=0,93. Принимаем электродвигатель марки 4А160М2УЗ мощностью 18,5 кВт, частотой вращения вала п=2940 мин-1, КПД = 0,88 и соsφ=0,92. [3] | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||