Формовочная машина. 1. Описание технологического комплекса для производств выпускаемой продукции
 Скачать 1.16 Mb. Скачать 1.16 Mb.
|

|
СОДЕРЖАНИЕ Введение…………………………………………………………………………4 1. Описание технологического комплекса для производств выпускаемой продукции……………………………………………………………………….6 2. Специальная часть………………………………………………………….13 2.1 Назначение конструкции и принцип действия машины……………..13 2.2 Описание мероприятий по конструктивному совершенствованию машины………………………………………………………………………...16 3. Расчетная часть…………………………………………………………….24 3.1 Расчет производительности…………………………………………...24 3.2 Расчет потребляемой мощности……………………………………....25 3.2.1 Расчет мощности формующей машины………………………….25 3.2.2 Расчет мощности электродвигателя привода лебедки………….29 3.3 Расчет необходимой частоты вращения вала электродвигателя лебедки………………………………………………………………………...31 3.4 Расчет привода…………………………………………………………31 3.5 Расчет клиноременной передачи……………………………………...33 3.6 Расчет ходовых колес………………………………………………….36 Заключение…………………………………………………………………....38 Список используемой литературы ВВЕДЕНИЕ Экономика любой страны тесно связана с различными отраслями народного хозяйства. Преимущественное развитие одних отраслей над другими не может решить всех экономических проблем. В нашей стране промышленность строительных материалов является одной из важнейших отраслей народного хозяйства. Развитие строительства и его материально-технической базы позволяет эффективно и качественно выполнить капитальное и жилищное строительства. Для более успешного выполнения этих программ необходимо дальнейшее развитие промышленности строительных материалов, в том числе увеличивать производство высококачественных строительных материалов, увеличивать ассортимент и объем поставок продукции для возрастающих нужд населения из местных строительных материалов. На сегодняшний день, сборный железобетон является одним из самых широко используемых строительных материалов в мире. Сборный железобетон по праву считается высококачественной продукцией настоящего и будущего для дизайнеров, архитекторов, проектировщиков и строительство объектов из сборного железобетона является одним из самых распространённых во всём мире. Само существование сборной железобетонной промышленности и многочисленных, успешно реализованных строительных объектов, выполненных с использованием сборного железобетона, полностью или частично конструктива здания, является неоспоримым доказательством того, что технология производства практична и экономична. К одной из современных технологий производства железобетонных изделий относится, и технология непрерывного безопалубочного формования, когда изделия формуются на подогреваемом металлическом полу и армированы предварительно напряженной проволокой или прядями. Считается, что в России только виброформование дает возможность реализовать преимущества метода без опалубочною формования. По сравнению с агрегатно-поточной технологией непрерывное виброформование дает снижение себестоимости на 20-30% при значительно более высоком качестве и возможности выпускать плиты любой длины, а также широкую номенклатуру других изделий. 1. Описание технологического комплекса для производств выпускаемой продукции Стендовый безопалубочным метод производства представляет собой бетонное поле с металлическим покрытием, разделенное на формующие дорожки, ограниченных рельсами для перемещения технологического оборудования. Каждая формовочная дорожка служит поддоном для непрерывного формования изделий. Под металлическим полом дорожек размещены нагревательные элементы, предназначенные для подогрева поддона и передачи тепла к свежеотформованному изделию, что ускоряет процесс набора прочности бетона. Данная схема производства имеет такие преимущества как: высокий КПД, позволяющий уменьшить энергозатраты при формовании на 3 - 4 раза; высокую степень однородности и уплотнения бетона во всем объеме изделия; полная механизация и автоматизация процесса формования; количество обслуживающего персонала составляет 8-10 человек (что при одинаковых объемах производства в 2 - 2,5 раза меньше, чем при агрегатно-поточной технологии); расход арматуры для плит ПК 63-12-8 составляет 30 кг (на 40 % ниже, чем при агрегатно-поточной технологии); энергоемкость процесса снижается на 50 70 % за счет применения в качестве теплоносителя горячей воды с температурой 60 - 70 °С в отличие от тепловлажностной обработки паром изделий, полученных агрегатно-поточным методом; усилия, возникающие при напряжении армирующих элементов, принимают на себя упоры; нет пригрузочных элементов, что резко снижает металлоемкость процесса формования; за счет автоматизации процесса укладки бетонной смеси производительность увеличивается на 40 - 50 %. Исходя из вышеизложенного, очевидно, что нынешние методы производства плит пустотного настила уже не способны на равных конкурировать с технологиями безопалубочного формования, и в ближайшем будущем заводы по производству основных видов железобетонных изделий (плит перекрытий, стеновых панелей, свай, ригелей и других изделий) переоснастят свои цеха под эти современные экономичные, маломатериалоемкие технологии. [6] Двухвальный бетоносмеситель БП-2Г-750с установлен на эстакаде, на высоте разгрузки готовой смеси 4 метра. Бетоносмеситель оборудован специальным ковшом для загрузки компонентов смеси - скип. Инертные хранятся в бункерах, количество бункеров 3 штуки, общий объем бункеров 45 м. Под бункерами установлен ленточный конвейер дозатор, на котором происходит дозирование компонентов, компоненты подаются из бункеров посредством открытия шиберных заслонок, заслонки управляются пневмосистемой. 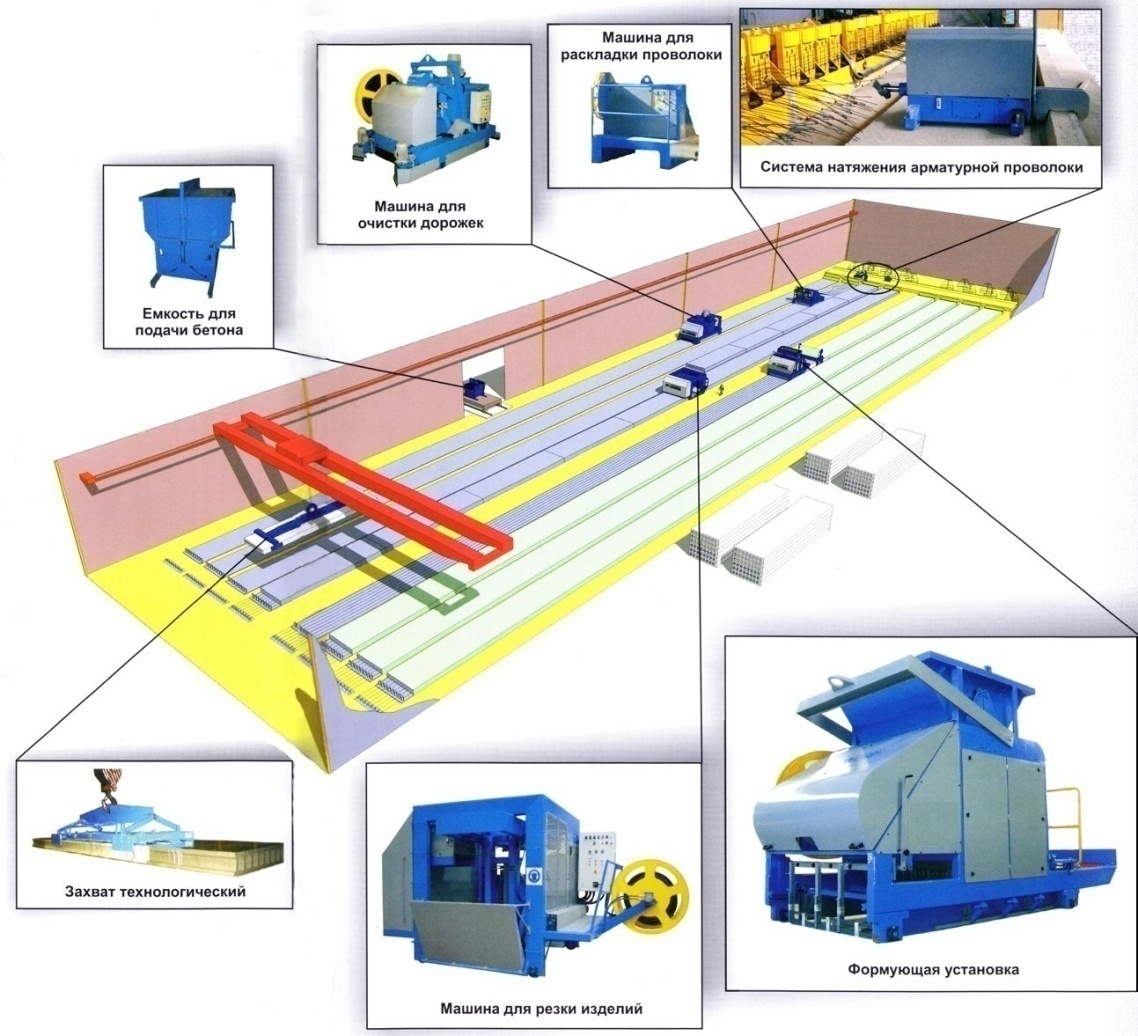 Рис. 1.1 Технологический процесс для безопалубочного формирования железобетонных и бетонных изделий При наборе необходимой дозы, включается конвейер и отдозированные компоненты подаются в скип (ковш) бетоносмесителя. Скип поднимается и высыпает компоненты в смесительную камеру бетоносмесителя. Цемент хранится в силосе. Объем силоса 32 тонны. Подается цемент с помощью шнекового транспортера в дозатор цемента на 300 кг, в котором происходит дозация, по мере набора необходимой дозы, открывается шибер и цемент подается в смесительную камеру. Вода подается непосредственно в камеру бетоносмесителя с помощью дозатора воды ДВТ200. Происходит перемешивание всех компонентов (цикл длится около 30...60 секунд), после получения необходимой гомогенности смеси, открывается затвор бетоносмесителя и смесь подается в емкость для подачи бетона. Далее цикл повторяется на протяжении всего процесса формования.[1] Одновременно с приготовлением бетонной смеси происходит так же подготовка формующей дорожки которые всегда нагреты до температуры 25 30°С при помощи системы теплоснабжения дорожек. Процесс начинается с чистки одной из формовочных дорожек специализированной машиной для очистки дорожек. Очистная машина при помощи мостового крана (грузоподъемностью не менее 10 т.) устанавливается на рельсы формовочной дорожки перед упорами начала дорожки. С гидравлического барабана для кабеля разматывают кабель питания, и запитывают его от цеховой сети 380 В, по средством присоединения вилки кабеля к электроразъёму (125А). Металлопокрытие формовочной дорожки обильно поливается водой из шланга; включаются насос и система тяги. После очистки всей поверхности дорожки очистная машина устанавливается на пост мойки; производится опорожнение накопительного резервуара и его мойка. Очищенное металлопокрытие формовочной дорожки покрывается специальной смазкой (разделяющей жидкостью) методом «тонкой воздушной дисперсии». После этого с помощью мостового крана (грузоподъемностью не менее 10 т.) тележку для раскладки арматурной проволоки устанавливают на рельсы формовочной дорожки перед упорами начала дорожки. С гидравлического барабана для кабеля разматывают кабель питания, и запитывают его от цеховой сети 380 В, по средством присоединения вилки кабеля к электроразъёму (16А). Арматурную проволоку разматывают из бухтодержателей; пропускают через фильерные отверстия упора начала дорожки и ограничителя начала дорожки; концы огибают вокруг специального барабана, установленного на тележке, и снова пропускают через ограничитель конца дорожки и фильерные отверстия упора начала дорожки. Свободный конец проволочной петли закрепляется при помощи цанговых зажимов (цанг для натяжения). Тележка с закрепленной проволокой двигается по рельсам формовочной дорожки в сторону упора конца дорожки, раскладывая тем самым арматурную проволоку на всю длину дорожки (за один цикл раскладывается до 10 проволочных петель). В конце дорожки проволочные петли закрепляются на упоре конца дорожки; ограничители конца дорожки устанавливаются в рабочее положение. Тележка возвращается в начало дорожки. Операция повторяется до тех пор, пока будет разложено необходимое количество проволоки (в соответствии с альбомом рабочих чертежей). [6]. После раскладки необходимого количества проволоки производится её натяжение при помощи гидравлической группы для натяжения пистолетного типа. Гидравлическая группа запитываегся от цеховой сети 380 В, по средством присоединения вилки кабеля к электроразъёму (16А). Концы проволочной петли, зафиксированные в фильерных отверстиях упоров при помощи цанговых зажимов (цанг для натяжения), закрепляются на гидроцилиндре гидравлической группы; производится преднапряжение петли арматурной проволоки по заранее выставленному усилию; цанги вручную сдвигаются к основанию петли. Лишние удлиненные концы проволоки отрезаются ручной отрезной машинкой. Также производится преднапряжение всех арматурных проволочных петель. После окончания преднапряжения закрепленные концы петель закрываются защитным кожухом, - дорожка готова к формованию. При помощи мостового крана (грузоподъемностью не менее 10 т.) формующую машину устанавливают на рельсы формовочной дорожки перед упорами начала дорожки. С гидравлического барабана для кабеля разматывают кабель питания, и запитывают его от цеховой сети 380 В, по средством присоединения вилки кабеля к электроразъёму (63А). Тяговый трос сматывается с тяговой лебедки машины и закрепляется за анкерный якорь в конце дорожки. В бункер-накопитель формующей машины при помощи ёмкости для подачи бетона мостовым краном (1,5 м3) подается готовая бетонная смесь; включаются вибраторы и тяговая лебедка, скорость формования машины выбирается оператором вручную. На протяжении непрерывного процесса формования всей дорожки в бункер-накопитель своевременно подается бетонная смесь. После окончания формования каждой дорожки из машины краном извлекается пресс-форма и тщательно промывается установкой высокого давления для мойки машин от остатков бетонной смеси.. Затем формующая машина краном устанавливается на пост мойки и тщательно промывается установкой высокого давления для мойки машин от остатков бетонной смеси. На дорожку с лентой отформованного изделия при помощи мостового крана устанавливается тележка с воротом для раскладки защитного покрытия. Защитное покрытие вручную раскладывают на ленту изделия (во избежание воздействия деструктивных факторов) и оставляют на время процесса термообработки. Процесс термообработки идет по следующей схеме: 6 часов подъем температуры до 60 - 65°С, 10 часов изотермическая выдержка, 4 часа остывание. После достижения бетоном изделия передаточной прочности, отформованная лента обследуется работниками заводской лаборатории на наличие дефектов. Также работники лаборатории производят разметку ленты на изделия проектной длины для последующей резки. После этого при помощи мостового крана гидравлический блок для снятия напряжения из 3-х цилиндров устанавливается в специальные углубления упора начала дорожки, запитывается от цеховой сети 380 В, по средством присоединения вилки кабеля к электроразъёму (16А). Блоком автоматического управления производят плавный отпуск и передачу усилия напряжения арматуры на бетон изделия, вручную извлекая фиксирующие вставки; обрезают арматуру, снимают защитное покрытие. Резка ленты изделия выполняется специальной машиной для поперечной режи плит, оснащенной высокопрочным отрезным алмазным диском 0900 мм. Резательная машина краном устанавливается на рельсы в начало дорожки; с гидравлического барабана сматывается кабель питания и зачитывается от цеховой сети 380 В, посредством присоединения вилки кабеля к электроразъёму (125А). В бак заливается необходимое количество воды. Резка осуществляется оператором резательной машины в ручном или автоматическом режиме. Готовые плиты мостовым краном при помощи технологического захвата для транспортировки плит укладываются на грузовую тележку, вывозятся на склад готовой продукции (боковые поверхности плит маркируются работниками ОТК в установленном порядке).[2] 2. Специальная часть 2.1 Назначение конструкции и принцип действия машины Данная формующая машина применима для изготовления как бетонных так и железобетонных изделий методом непрерывного безопалубочного вибропрессования, преимущественно железобетонных плит, балок и ригелей. При производстве изделий формовочная машина перемещается по рельсам, установленным на рабочей поверхности, бетонная смесь поступает через загрузочный и рабочий бункеры в форму для вибропрессования и размещается на рабочей поверхности, которая также играет роль дна формы для вибропрессования. Под воздействием вибрации от вибраторов происходит уплотнение бетонной смеси. При перемещении формовочной машины с помощью формообразующей оснастки (матрицы и пуансонов) формируется форма готового изделия. Скорость перемещения формовочной машины должна соответствовать свойствам бетонной смеси, характеристикам работы вибраторов и форме изготавливаемого изделия. В случае если скорость перемещения формовочной машины меньше требуемой, уплотненная бетонная смесь начнет скапливаться в форме для вибропресования и оказывать поднимающее воздействие на формовочную машину. В данном случае приподнимается задняя часть формовочной машины, а именно, часть на которой размещена формообразующая оснастка. В результате формовочная машина может сойти с рельс, что приведет нарушению работы по меньшей мере одной технологической линии по производству железобетонных изделий, к потере самого железобетонного изделия, дополнительным затратам на удаления поврежденного изделия и восстановление производства.  Рисунок 2.1 Схема формовочной машины: 1 колеса передние; 2 колеса задние; 3 балка; 4 станина; 5 форма; 6 рабочий бункер; 7 приемный бункер; 8 гидравлический агрегат; 9 система тяги; 10 барабан для кабеля; 11 вибратор; 12 привод; 13 формообразующая оснастка; 14 балка-противовес. Как показано на рисунке 2.1 формовочная машина содержит две пары колес, передние колеса 1 и задние колеса 2. Передние колеса 1 и задние колеса 2 закреплены на двух параллельных симметрично расположенных балках 3 шасси, которые образуют шасси формовочной машины. На шасси формовочной машины расположена станина 4. Также на шасси, между передними колесами 1 и задними колесами 2, расположена форма 5 для вибропрессования. Форма 5 длявибропрессования снабжена пуансонами. Над формой 5 для вибропрессования расположен рабочий бункер 6. В свою очередь, над рабочим бункером 6 расположен приемный бункер 7. Рабочий бункер 6 и приемный бункер 7 закреплены на станине 4. Также на станине 4 закреплены гидравлический агрегат 8, система 9 тяги формовочной машины и барабан 10 для кабеля. На форме 5 для вибропрессования закреплен вибратор 11. В некоторых формовочных машинах может быть установлено два и более вибраторов. Вибратор 11 приводится в действие приводом 12 вибратора. За формой 5 по ходу движения машины расположена формообразующая оснастка 13, которая также закреплена на шасси формовочной машины. Форма 5 для вибропрессования разделяет формовочной машину две части, переднюю и заднюю. Передняя часть расположена перед формой 5 для вибропрессования по ходу движения формовочной машины, задняя часть расположена после формы 5 по ходу движения формовочной машины. Формовочная машина работает следующим образом. Формовочная машина располагается и перемещается по рельсам, выполненным в рабочей поверхности. Формовочная машина приводится в движение с помощью системы 9 тяги формовочной машины. Рабочая смесь, например, бетонная смесь, загружается в приемный бункер 7, откуда поступает в рабочий бункер 6 и далее в форму 5 для вибропрессования. При этом рабочая поверхность выступает в качестве дна формы 5 для вибропрессования. Вибрация от вибратора 11, приводимого в действие приводом 12 вибратора, передается на форму 5 для вибропрессования. Под воздействием вибрации рабочая смесь в форме 5 для вибропрессования уплотняется. Поскольку формовочная машина непрерывно перемещается по рельсам, выполненным в рабочей поверхности, уплотненная рабочая смесь перемещается в формообразующую оснастку 13, где ей придается конечная форма готового изделия. Для предотвращения подъема задней части машины уплотненной рабочей смесью, балки 3 шасси с задней части машины выполнены удлиненными и между балками 3 шасси в задней части машины закреплена балка- противовес 14. Балка-противовес 14 имеет большую массу на единицу длинны, чем балки 3 шасси. Балка-противовес 14 смещает центр тяжести формовочной машины. При этом длина балок 3 шасси и масса балки- противовеса 14 обеспечивают расположение центра тяжести формовочной машины в рабочем состоянии, то есть с заполненными рабочей смесью формой 5 для вибропрессования и рабочим бункером 6, внутри или над формой 5 для вибропрессования. В результате для поднятия формовочной машины при производстве изделий, необходимо чтобы уплотненная рабочая смесь оказала усилие по существу равное массе всей формовочной машины, что практически не возможно. Кроме того, компоновка формовочной машины, а именно, размер балок 3 шасси, расположение формы 5 для вибропрессования, расположение рабочего бункера 6 и масса балки-противовеса 14 выбираются таким образом, что центр тяжести формовочной машины в нерабочем состоянии, то есть незаполненной рабочей смесью, также расположен внутри или над формой 5 для вибропрессования. [7] |