1 Разборка и сборка реле 3 Регулировка и чистка контактов реле 7 Разборка и сборка кптш 8
 Скачать 420 Kb. Скачать 420 Kb.
|

Оглавление1 Разборка и сборка реле 3 2. Регулировка и чистка контактов реле 7 3. Разборка и сборка КПТШ 8 4. Чистка и регулировка узлов и контактов КПТШ 9 5. Разделка, прозвонка кабеля 11 6. Установка кабельной арматуры 17 7. Соединение кабеля с помощью кабельной арматуры 18 8. Составление монтажных схем по принципиальным 21 9. Разборка стрелочного электропривода 22 10. Сборка и регулировка стрелочного электропривода 24 11. Пайка монтажа на стативе 28 12. Запустить и отрегулировать схему управления стрелкой 29 Заключение 30 30 Литература 31 1 Разборка и сборка релеСостав исполнителей: Электромеханик Замена аппаратуры производится в свободное от движения поездов время (в промежутки между поездами) или технологическое «окно». На железнодорожных участках с диспетчерской централизацией, если станция находится на диспетчерском управлении, необходима передача ее на резервное (станционное) управление. Замена реле: реверсивного, пускового, основного контрольного стрелочного, сигнального, замыкающего, путевого и их повторителей, не имеющих штепсельного включения, производится при участии старшего электромеханика. Работа выполняется электротехническим персоналом, имеющим группу по электробезопасности при работе в электроустановках до 1000 В не ниже III. Проверить наличие клейма, этикетки, маркировки завода-изготовителя. Очистить реле снаружи от пыли и грязи. Удалить следы окисления и коррозии с контактных ножей и направляющих штырей. Контактные ножи должны быть перпендикулярны основанию реле и выступать на 11…12мм. Погнутые ножи выправить, резьбу на стяжном винте при необходимости восстановить. Удалить мастику, отвернуть винты, крепящие кожух. Снять кожух, почистить его внутри, удалить старую этикетку РТУ. Уплотняющую прокладку очистить от грязи и пыли, поврежденную заменить. Проверить отсутствие механических повреждений (сколов, трещин) кожуха, основания реле, плотность прижатия кожуха к основанию. Неисправные элементы заменить. При внутреннем осмотре реле проверить состояние выводов катушек: монтажные провода не должны иметь нарушения изоляционного покрытия, должны быть гибкими, аккуратно без натяжения уложены и не должны препятствовать ходу якоря и противовеса. Осмотреть катушки: катушки, имеющие повреждение внешней изоляции, трещины и сколы, заменить; катушки не должны быть зажаты и не должны проворачиваться на сердечнике, продольное перемещение катушек на сердечнике должно быть не более 1мм; проверить наличие на катушке ярлыка (с указанием марки и диаметра провода, числа витков, сопротивления обмотки); проверить крепление выводов, качество паек. Пайки должны быть ровными, гладкими, без следов канифоли. Электромеханик-приемщик проверяет правильность сборки реле, крепление всех деталей, качество пайки, соответствие механических и электрических параметров установленным нормам. Проверку электрических параметров проводить при надетом кожухе. При соответствии параметров реле установленным нормам записать их значения в журнал проверки. При использовании аппаратно-программных комплексов для измерения электрических и временных параметров реле необходимо руководствоваться утвержденной ЦШ эксплуатационной документацией на указанные комплексы. При проверке электрических параметров реле, отмеченных * (таблица 4) норма напряжения (тока) срабатывания должна соответствовать данным, приведенным в РЭ на аппаратно-программные комплексы. Механические параметры записать в журнал, установленной формы, результаты проверки электрических параметров следует оформить в виде печатного протокола, который подписывает и подшивает в папку электромеханик-приемщик. Продуть реле сжатым воздухом, наклеить на кожух этикетку, надеть кожух, закрутить винты, крепящие кожух реле, при этом должен быть обеспечен видимый зазор между всеми токоведущими частями и кожухом реле не менее 3мм. Измерить мегомметром сопротивление изоляции. Сопротивление изоляции, измеренное между электрически несвязанными токоведущими частями реле, а также между ними и магнито проводом в нормальных климатических условиях, должно быть не менее 200МОм. Места нанесения клейма электромеханик-приемщик заполняет мастикой, и ставит оттиск персонального клейма 2. Регулировка и чистка контактов релеЧистить реле необходимо начинать с тщательной очистки реле от пыли. Особо следует проверить отсутствие металлических опилок и стружек на магнито проводе, якоре и в зазоре между якорем и сердечником. Пыль удаляют мягкой кистью, опилки — металлической пластинкой соответствующего размера. Когда контакты сняты с реле они чистятся с помощью шлифовальной шкурой и надфилем. Контакты, потерявшие свою правильную форму, заменяют новыми. Слегка подгоревшие контакты очищают надфилем и полируют. После чего контакты ставят на место и начинают их регулировать. Проверяют начальное расстояние между замыкающими контактами, прогиб размыкающих контактов и замыкающих при их замыкании, проверяют одновременность замыкания и размыкания контактов. Проверяют легкость хода механизма реле, отсутствие застреваний в любом положении, четкость возврата в исходное положение из любого промежуточного положения. После чего спецальным инструментов производится регулировка самих контактов так что бы когда реле было без тока его контакты общий и тыловой со прикасались, а когда реле под током должны соприкасаться контакты общий и фронтовой. 3. Разборка и сборка КПТШПроверить качество паек. Пайки должны быть ровными, гладкими, без следов канифоли. Отверткой проверить плотность затяжки винтовых соединений Визуально проверить состояние выпрямителя: выпрямитель со следами пробоя (темных точек, вздутой краски) заменить. Снять контакты нейтрального якоря. Для этого отогнуть стопорные пластины и вывернуть винты контактных стоек. Отогнуть стопорные пластины, вывернуть осевые винты и снять нейтральный якорь. Снять контакты поляризованного якоря, предварительно отогнув стопорные пластины и вывернув винты контактных стоек. Отогнуть стопорные пластины, вывернуть осевые винты и снять поляризованный якорь. Снять дугогасящие магниты. Электромеханик-приемщик проверяет правильность сборки реле, крепление всех деталей, качество пайки, соответствие механических и электрических параметров установленным нормам. Проверку электрических параметров проводить при надетом кожухе. При соответствии параметров реле установленным нормам записать их значения в журнал проверки. Продуть реле сжатым воздухом, наклеить на кожух этикетку, надеть кожух, закрутить винты, крепящие кожух реле, при этом должен быть обеспечен видимый зазор между всеми токоведущими частями и кожухом реле не менее 3мм. Для исключения повреждения при транспортировке нейтрального якоря закрепить его с помощью арретира в среднем положении. Реле должно быть снабжено винтом-пробкой для закрытия отверстия в кожухе при эксплуатации и ярлыком на выводном штыре «Внимание! Арретир». 4. Чистка и регулировка узлов и контактов КПТШРаботу с моющими средствами необходимо производить в отдельном помещении, оборудованном вытяжной вентиляцией. Подшипники электродвигателя редуктора вместе с осями опустить в ванну с моющей жидкостью и промыть щеткой или кисточкой. Под подшипники вала червячного колеса подложить салфетку и тоже промыть их. Промывку произвести дважды. После каждой промывки подшипники продуть. Подшипники контактной системы промыть чистой моющей жидкостью в отдельном сосуде при принудительном вращении наружных колес и периодически продувать сжатым воздухом. С целью устранения в узлах трения ворса от кистей и обтирочного материала подшипники, червячная передача и контактная система должны быть хорошо просушены от остатков моющей жидкости, затем продуты сжатым воздухом. После промывки и просушки проверить подшипники на легкость вращения и износ. Подшипники, у которых не обеспечена легкость вращения, еще раз промыть, просушить и продуть сжатым воздухом. Если после повторной промывки у подшипника нет легкости вращения, его следует снять специальным съемником и заменить новым. Если после промывки нет легкости вращения контактного подшипника, заменить контактную пружину вместе с подшипником. Проверку на легкость вращения осуществить вращением наружной обоймы, удерживая при этом вращении подшипник за внутреннюю обойму. Исправный подшипник должен вращаться легко, без заметных прито рмаживаний и заеданий, останавливаться плавно, без рывков. Новые подшипники перед установкой обязательно промыть и просушить. После установки новых подшипников проверить плотность их посадки на ось. Подшипник не должен иметь продольных и поперечных люфтов на месте посадки. Протереть салфеткой уплотняющие крышки редуктора и их прокладки, крышки корпуса электродвигателя. Осмотреть контакты: контактные пружины должны быть ровными, без де формаций и следов изгиба. Проверить целость изоляционных пластмассовых прокладок контактных групп, отсутствие сколов и трещин в этих прокладках. Неисправные прокладки заменить новыми. Проверить текстолитовые стойки на наличие заусенцев. Серебряные наклепы контактных пружин зачистить мелкозернистой шлифовальной шкуркой, отшлифовать чистоделом, протереть спиртом, а затем чистой салфеткой. При значительном подгаре почистить контакты плоским «бархатным» надфилем. После обработки высота наклепа должна быть не менее 0,6мм, при меньшей высоте наклепа контакт заменить. 5. Разделка, прозвонка кабеляОсмотреть контакты: контактные пружины должны быть ровными, без деформаций и следов изгиба. Проверить целость изоляционных пластмассовых прокладок контактных групп, отсутствие сколов и трещин в этих прокладках. Неисправные прокладки заменить новыми. Проверить текстолитовые стойки на наличие заусенцев. Серебряные наклепы контактных пружин зачистить мелкозернистой шлифовальной шкуркой, отшлифовать чистоделом, протереть спиртом, а затем чистой салфеткой. При значительном подгаре почистить контакты плоским «бархатным» надфилем. После обработки высота наклепа должна быть не менее 0,6мм, при меньшей высоте наклепа контакт заменить. Для разделки проводов и кабелей применяют специальные инструменты, при правильном использовании которых исключается брак и повышается производительность труда. Для резки отдельных медных и алюминиевых жил, а также небронированных и бронированных кабелей применяют секторные ножницы трех типоразмеров: НС-1, НС-2 и НС-3 Термином «прозвонка» объединяются способы отыскания среди многих проводников, проложенных потоком, одного из них по доступным концам, как правило, удаленным друг от друга и не присоединенным к каким-либо другим цепям. Происхождение термина «прозвонка» объясняется тем, что первоначально в качестве сигнала о нахождении цепи применяли электрические звонки, зуммеры и т. п. Принципом прозвонки является создание цепи, содержащей кроме искомого проводника источник тока и прибор-индикатор, сигнализирующий о замыкании цепи. Практическая необходимость в прозвонке возникает при маркировке проводников, проложенных потоками (например, жил контрольных или многожильных силовых кабелей, проводов, проложенных в трубе или «навалом» в кабельных каналах и т. п.). Кроме того, прозвонка позволяет проверить правильность присоединений цепей при монтаже или отыскать немаркированные цепи многоцепных аппаратов, машин и т. д. Методом прозвонки решаются и более простые задачи — проверка целости жил (цепей) и отсутствия их замыкания между собой или на землю. Эти проверки обязательно выполняются перед прозвонкой, так как обрывы и замыкания совместно проложенных цепей могут быть причиной ошибок при их маркировке. 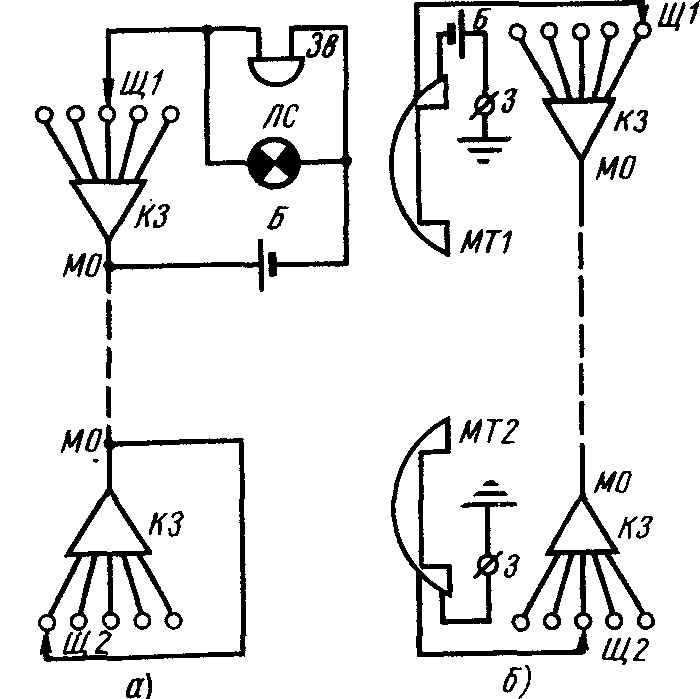 Рисунок 2. Цепь позвонков кабеля. Схемы прозвонки жил способами первой группы: а — с помощью светозвукового сигнального устройства, б — с помощью микротелефонных трубок: Щ1, Щ2 — щупы, Зв —звонок, ЛС — сигнальная лампа, Б — сухой элемент, З —заземление, МО—металлическая оболочка, КЗ — концевая заделка, МТ—микротелефонная трубка Как известно, при маркировке целых участков цепи, не содержащих никаких элементов электроаппаратов и состоящих только из токопроводящей жилы, обоим концам участка (жилы) должно быть присвоено одинаковое маркировочное обозначение. Задачей прозвонки является определение тех концов, выходящих из потока проводов, которые принадлежат одной и той же исправной жиле. Прозвонку осуществляют различными способами, которые можно объединить в две группы. В первую группу входят способы, при которых жилы в процессе прозвонки ничем специально не отличаются друг от друга и маркировка на те или иные жилы наносится произвольно Вторая группа способов прозвонки основана на предварительном шифровании жил, имеющих определенную маркировку на одном из концов потока. Шифрование жил производится по какому-либо отличительному признаку по сравнению с другими жилами: по различным сопротивлениям жил (при искусственном подключении к жилам резисторов с разными сопротивлениями), по различным электрическим потенциалам жил (подаваемым от вспомогательного устройства) или по различным направлениям тока в жилах. На втором конце потока производится дешифрование жил путем опознавания их с помощью того или иного прибора. На жилы наносится маркировка, соответствующая их маркировке на первом конце потока. Для способов первой группы требуется простое оборудование. Однако прозвонка этими способами отличается трудоемкостью и производится, как правило, двумя электромонтажниками. Вторая группа по сравнению с первой обеспечивает более высокую производительность работы и проведение прозвонки одним электромонтажником. Однако для прозвонки способами второй группы необходимо более сложное и дорогое оборудование (в сравнении со способами первой группы). Все способы прозвонки предполагают наличие в потоке, по крайней мере, одной исправной цепи, легко опознаваемой на обоих концах потока. Обычно такой цепью служит цепь заземления или металлические оболочки кабелей. При отсутствии заземления и при небольших удалениях концов потока друг от друга прокладывают дополнительный провод. Иногда в таких случаях в потоке предусматривают цепь, опознаваемую по внешнему виду (например, по цвету, по типу провода и т. п.). В пределах групп способы отличаются друг от друга типом индикации замыкания цепи или видом шифрования и дешифрования цепей. Для осуществления прозвонки первым способом второй группы промышленность выпускает приставку УМЖК (устройство маркировки жил кабелей) к мегаомметрам. Приставка представляет собой магазин резисторов и применяется в качестве шифратора. Мегаомметр, имеющий собственный генератор и указательный прибор, используется в качестве дешифратора. Для дешифрования жил мегомметр М4100/3, комплектно с которым применяется приставка, снабжен дополнительной шкалой, градуированной в номерах жил. Недостатками этого комплекта приборов являются громоздкость и необходимость вращения рукоятки мегаомметра при измерениях. Для прозвонки кабелей с небольшим числом жил (например, силовых) применяют мегаомметр без приставок. В этом случае требуется иметь несколько резисторов, номинальные сопротивления которых достаточно велики и резко отличаются от сопротивления жилы кабеля и друг от друга. На одном из концов кабеля жилы заземляются через разные резисторы. Одну из жил заземляют непосредственно. Измеряя сопротивление жил другого конца кабеля с помощью мегаомметра, нетрудно определить их по резко различающимся их сопротивлениям. Вместо мегаомметра можно использовать переносные измерительные мосты или омметры, сопротивления которых, подключаемые к жилам, должны быть согласованы с пределами измерений приборов. 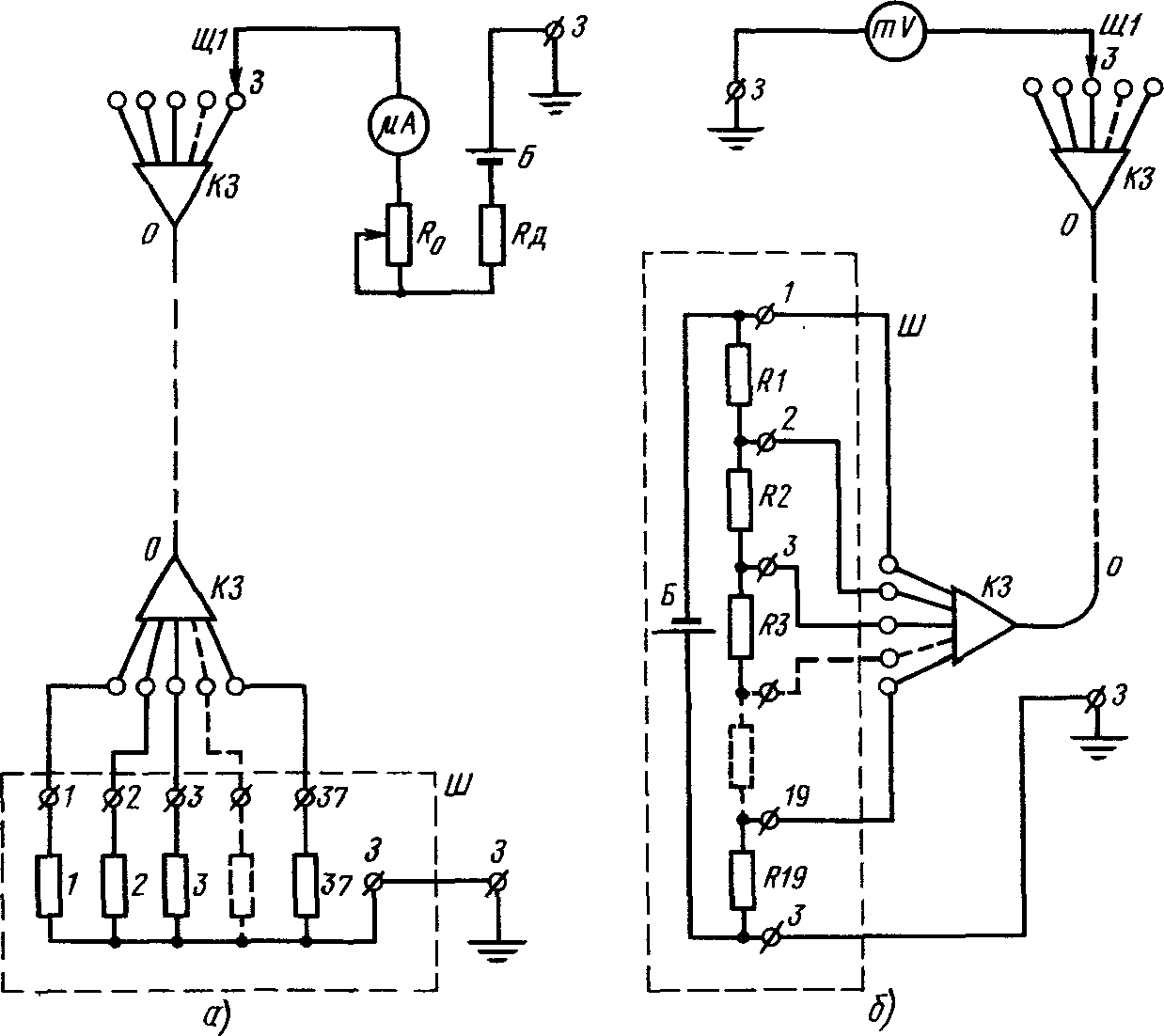 Рисунок 3. Цепь позвонков кабеля. Схемы прозвонки жил способами второй группы: а — с шифрованием сопротивлением, б — с шифрованием потенциалом; Ш — шифратор, Р1— Р19— потенциометры, R0 — установочный резистор, Rд — добавочный резистор, О — неметаллическая оболочка. Для маркировки с использованием микротелефонов используют переговорное устройство ПУ-71, выпускаемое серийно. 6. Установка кабельной арматурыВо время монтажа кабелей проводят следующие работы: размещение кабелей в котловане, укладка запасов кабелей и разделка их концов, установка кабельных муфт в грунт или на отдельные основания крепления муфт и заделок к конструкциям, прозвонка, расшивка и подключение жил кабеля к контактным зажимам или лепесткам панелей с выводами кабельных муфт и аппаратуры СЦБ, фиксация местоположения, окраска и маркировка муфт и заделок. Кабель монтируют электромонтажники, имеющие удостоверение на право производства работ. До начала монтажа напольных кабелей роют котлованы для укладки их запасов и установки разветвительных, универсальных и соединительных муфт, путевых трансформаторных ящиков и других устройств. Внутренние и наружные поверхности кабельных муфт и отсеков для ввода кабелей в путевые трансформаторные ящики и кабельные ящики перед монтажом кабелей тщательно очищают от пыли и грязи. Перед разделкой напольных кабелей их концы в котловане разбирают по направлению и очищают от земли. Запас кабеля на случай переразделки укладывают полукольцом у места ввода в релейный шкаф, разветвительную муфту и другие устройства. До начала разделки кабеля измеряют сопротивление изоляции жил, проверяют их целость, отсутствие сообщения между собой и металлической оболочкой, экраном или броней. Разделка кабелей заключается в ступенчатом удалении наружного покрова, бронепокрова, подушки, оболочки, экрана, поясной изоляции и изоляции жил. 7. Соединение кабеля с помощью кабельной арматурыСоединение в чугунных муфтах рекомендуется применять при прокладке кабелей напряжением до 1 кВ в земле, в воде (в последнем случае муфты специальной конструкции или муфты, смонтированные на раме, воспринимающей на себя через проволочную броню кабеля растягивающие усилия, действующие на кабель вдоль его оси) и в аналогичных условиях, когда требуется устойчивость муфт в отношении внешних химических и механических воздействий. При монтаже соединений кабелей в кабельных колодцах, в туннелях м каналах, т. е. в непосредственной близости к рядом смонтированным кабелям и муфтам, а также и открыто в непосредственной близости к аппаратуре распределительных устройств предпочтение отдается свинцовым и им подобным муфтам, которые при коротких замыканиях в них не обусловливают эффекта, равносильного взрыву. Чугунные соединительные муфты утвержденной конструкции для трехжильных и четырехжильных кабелей (рис.1)марок СБ, АБ, ААБ и др. на напряжения до 1 кВ, прокладываемых при отсутствии значительных растягивающих усилий, делятся по своим размерам на четыре типа, которые соответственно диаметрам горловины муфты в миллиметрах имеют марки М-40, М-50, М-60 и М-70. Закрепление жил требует проведения ряда вспомогательных операций; Так, например, при пайке — протирка жил бензином после снятия изоляции, наложение шнурового асбеста на ширину до 5 мм у среза жильной изоляции вокруг каждой жилы и обмазка жил кабеля, освобожденных от изоляции. паяльной мазью. Горизонтальное и симметричное расположение нижней половины муфты в яме обеспечивается путем подкладки под нее кирпича и подсыпки песка. Заполнение уплотняющих канавок выполняют из маслостойкой резины или из проваренного в кабельной битумной массе джута, из пряжи внутреннего слоя кабеля или из хлопчатобумажного или пенькового канатика. Применение для целей уплотнения наружного джутового слоя кабеля ее рекомендуется как более грубого, неодинакового по толщине и поэтому менее приемлемого для сальниковой набивки. Для крепления в муфтах жил в разведенном состоянии на них надевают фарфоровые распорные пластины, изготовляемые по ГОСТ 6109-52 Распорки могут быть заменены подмотками из кабельной бумаги. Жилы кабеля соединяют при помощи Т-образных гильз. 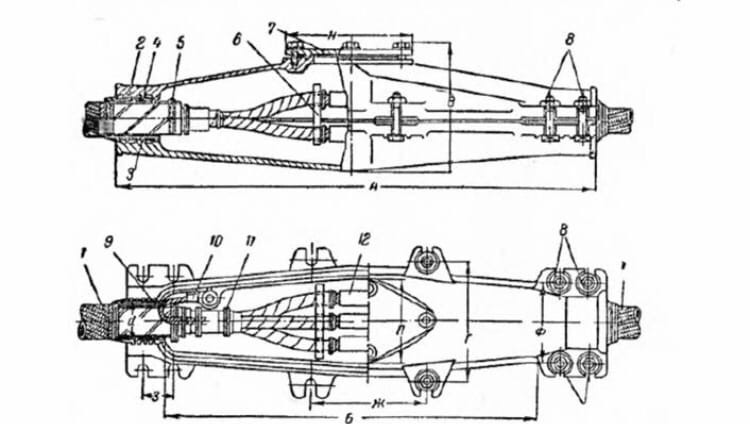 Рисунок 4. Жилы кабеля. 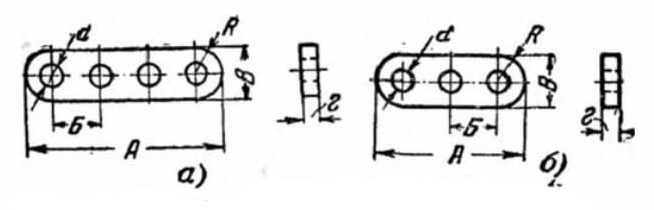 Рисунок 5. Фарфоровые распорные пластины для ответвлительных муфт. А- для четырехжильных кабелей. Б- для трехжильных кабелей. 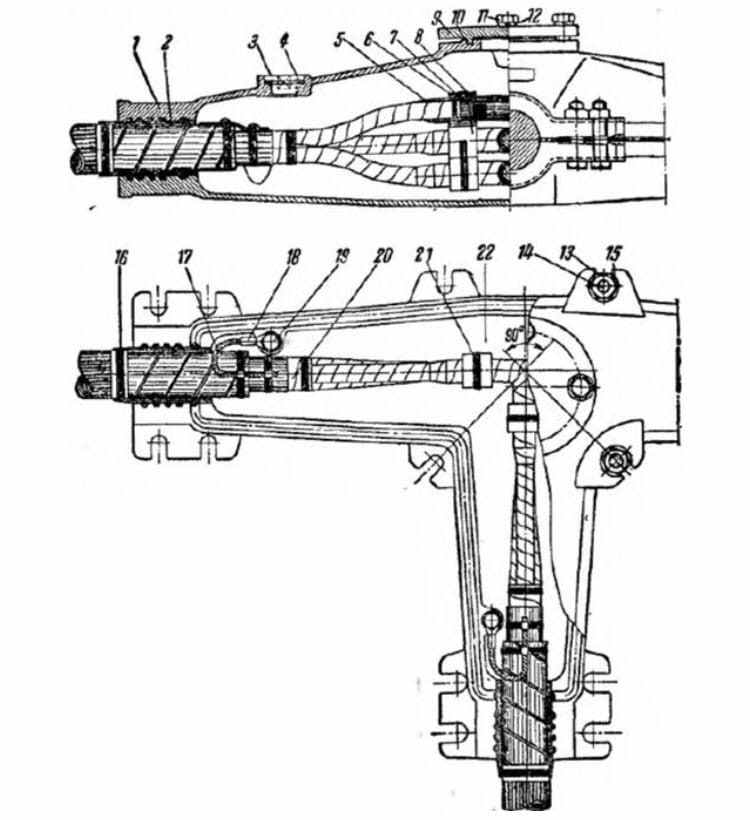 Рисунок 6. Кабельныя арматура. 8. Составление монтажных схем по принципиальнымМонтажные схемы создаются на основе принципиальных и содержат всю необходимую информацию по производству монтажа электроустановки, включая выполнение электрических соединений. Без их использования создать качественно, надежно и понятно для всех специалистов электрические подключения современного оборудования невозможно. После того, как принципиальная электрическая схема создана под нее разрабатывается монтажная. На ней изображаются те элементы, которые задействованы в работе. Причем могут показываться как все существующие контакты коммутационных аппаратов, кнопок контакторов и реле, так и только используемые в рассматриваемом случае для упрощения восприятия. Все монтажные единицы нумеруются с присвоением индивидуального номера каждой позиции. Контакты кнопок, реле, пускателей и всех электрических элементов схемы нумеруются на корпусе каждого прибора или указываются определенным положением в технической документации. Изображения проводов выполняются линиями прямого направления и маркируются тем же способом, как и на принципиальной схеме. 9. Разборка стрелочного электроприводаПодетальную разборку редуктора с внешним фрикционом начинают со снятия верхней крышки и сливания масла, затем отвинчивают стопорный винт и свинчивают регулировочную гайку. Фрикцион снимают постукиванием рукояткой молотка о корпус редуктора, после чего вытягивают выходной вал- шестерню. Далее снимают крышки подшипников и крышку подшипника промежуточного вала, колесо, входной и промежуточный вал- шестерни. Для этого входной вал- шестерню зажимают за квадратный конец в слесарных тисках и вытягивают постукиванием молотка о корпус редуктора. Для вытягивания промежуточного вал- шестерни в имеющееся в его торце отверстия с резьбой М8 ввинчивают болт, головку которого зажимают в слесарных тисках. Последним из редуктора извлекают распорное кольцо, шайбу и колесо. Подшипник скольжения выпрессовывают только в случае замены. При разборке рекомендуется помечать местоположение каждой шпонки относительно корпуса фрикциона и колеса. Детали фрикциона извлекают после снятия крышки с корпуса, обязательно промывают в керосине и смазывают перед установкой на место после осмотра. Все сальники перед сборкой заменяют новыми, изготовленными из полугрубошерстного войлока и пропитанным в машинном масле. Редуктор с фрикционом собирают в такой последовательности: устанавливают вал- шестерню, затем промежуточный вал- шестерню с колесом и крышкой, и промежуточного вал- шестерню, колесо вставляют в подшипник скольжения; Корпус фрикциона вставляют на шпонках в отверстия колеса; на вал шестерню надевают кольцо, после чего его начинают продвигать через крышку и подшипники в глубь редуктора, вставляя при этом распорное кольцо и шайбу( в центрирующую выточку на колесо); затем на шпонки насаживают втулку, а в корпус фрикциона шпонки и набирают пакет фрикционных дисков, предварительно смоченных в машинном масле и смазанных смазкой ЦИАТИМ-201; надевают тарельчатые пружины, предохранительное кольцо и навинчивают регулировочную гайку. Фрикцион закрывают через прокладку крышкой, затем масло заливают внутрь корпуса по метке маслоуказателя, после чего редуктор закрывают крышкой. 10. Сборка и регулировка стрелочного электроприводаПолость муфты и диски промыть в керосине, протереть и осмотреть. Задиры на дисках зачистить шлифовальным полотном, диски с глубокими задирами заменить. Если при данном текущем ремонте электропривод не красят, то полость муфты следует смазать смазкой ЦИАТИМ-201. Поставив выходной вал редуктора вертикально, набрать пакет дисков, предварительно смазывая каждый диск и вкладывая их в муфту вперемежку: за диском, закреплённым с корпусом муфты, следует диск, надетый на втулку вала, и т.д. Заполнить смазочным материалом оставшуюся полость корпуса муфты. Смазать и надеть на кольцо вала тарельчатые пружины, установить прокладку и закрепить крышку муфты, навернуть регулировочную гайку. Редуктор с фрикционной муфтой положить на подставку. Смазывание трущихся поверхностей перед сборкой деталей является важнейшим условием обеспечения безотказной работы электропривода, уменьшения его износа и увеличения срока службы. Для ванны редуктора и ванны шибера рекомендуется применять осевое или индустриальное масло или смесь из смазки ЦИАТИМ-201 и трансформаторного масла; для дисков фрикционной муфты и подшипников главного вала - смазку ЦИАТИМ-201; для остальных мест смазывания - смазочные материалы, рекомендованные для ванны редуктора. Расшплинтовать оси переключающих рычагов, вытолкнуть оси внутрь блока, сначала снять переключающие рычаги, а затем главный вал. Вытянуть оси ножевых рычагов. Протереть и осмотреть ножевые рычаги, обратив внимание на выступы, западающие в вырезы контрольных линеек; на этих выступах не должно быть следов удара по поверхности вырезов контрольных линеек. Промыть и протереть рычаги, проверить надёжность запрессовки осей роликов и лёгкость вращения роликов на осях; зубчатое колесо главного вала осмотреть на отсутствие трещин, проверить чёткость работы фиксатора крайних положений зубчатого колеса (на корпусе редуктора остаётся след от шарика фиксатора); главный вал проверить на отсутствие трещин. Подшипник (подшипники) главного вала промыть и смазать. Блок автопереключателя следует собирать в обратном порядке. При разведении шплинтов осей переключающих рычагов проверить, чтобы шплинты не препятствовали повороту диска главного вала. Собранный и смазанный блок положить на подставку. Промыть, протереть, осмотреть шибер и проверить затяжку винтов, крепящих масляную ванну шибера (винты должны быть покрашены на заводе-изготовителе); контрольные линейки проверить на отсутствие трещин и следов от ударов выступами ножевых рычагов, вынуть сальники направляющей плиты из-под шибера и промыть их керосином. Дно корпуса электропривода очистить от старого смазочного материала, промыть керосином и протереть его, осмотреть направляющие плоскости шибера и контрольных линеек, ограничитель поворота зубчатого колеса главного вала. Проверить крепление Т-образной планки над контрольными линейками. При необходимости в направляющей плите и под шибером заменить сальники и смазать их. Установить шибер и проверить его перемещение в направляющих, масляную ванну шибера наполнить смазочным материалом. Электропривод необходимо собирать при вдвинутом шибере. Нужно следить, чтобы детали становились на свои места легко и без перекосов. Блок автопереключателя установить на штифты и закрепить винтами, зубчатое колесо надеть на главный вал. Разместить редуктор и закрепить винтами. Смазочным материалом наполнить шарикоподшипники редуктора, а ванну редуктора заполнить маслом на высоту 20-30мм. Установить контрольные линейки, проверить свободность их перемещения в направляющих. Перевести электропривод в одно из крайних положений и установить пружины переключающих рычагов. В обоих крайних положениях электропривода проверить наличие свободного хода в пределах 8-10мм контрольной линейки отведённого остряка. Проверить вертикальные и горизонтальные люфты шибера и контрольных линеек. Закрепить жгут проводов в держателях, а винтами – контрольные колодки автопереключателя и колодку курбельных контактов. Во избежание скола корпуса колодок пружинными шайбами желательно под пружинные шайбы ставить сплошные. Мегомметром измерить сопротивление изоляции монтажных проводов без отключения от кабельных жил и обмоток электродвигателя по отношению к корпусу, которое должно быть не менее 5Мом. При расшунтировании выводов и вращении рукоятки мегомметр должен показывать сопротивление изоляции, равное бесконечности. Провод от вывода мегомметра “Земля” подключить к заземленной шине или к раме релейного статива (корпуса проверяемого прибора), а провод от вывода “Линия” – к измеряемому проводу (жиле, цепи, обмотке). Рукоятку следует вращать со скоростью примерно 120 об/мин. По установившемуся положению стрелки мегомметра записать значение сопротивления изоляции. С помощью курбельной рукоятки вывести электропривод из крайнего положения, от зажима колодки отключить один из проводов блока БВС без штепсельного разъёма, а от зажима кабельной коробки (муфты) – один из проводов контрольной цепи схемы стрелки. Провод от вывода “Земля” подключить к корпусу электропривода и, поочерёдно подсоединяя провод от вывода “Линия” к проводам схемы стрелки, измерить сопротивление изоляции проводов схемы и жил стрелочного кабеля по отношению к корпусу электропривода. Провод от вывода “Земля” отключить от корпуса электропривода, провод от вывода “Линия” подключить к первому проводу схемы стрелки и, поочерёдно подсоединяя провод от вывода “Земля” к остальным проводам схемы стрелки, измерить сопротивление изоляции между первым проводом схемы стрелки, а также его кабельной жилой и остальными проводами и их кабельными жилами. Провод от вывода “Линия” подключить ко второму проводу схемы стрелки и измерить сопротивление изоляции между этим проводом и оставшимися проводами схемы. Таким же образом измерить сопротивление изоляции между всеми проводами схемы стрелки (и их кабельными жилами). После измерения к зажимам подключить провода блока БВС и контрольной цепи схемы стрелки. Если сопротивление изоляции монтажа окажется ниже 5Мом, то необходимо определить причину и устранить неисправность. Проверить состояние монтажа, контактов и врубание ножей автопереключателя и блокировочной заслонки. 11. Пайка монтажа на стативеМонтаж шкафов осуществляется проводом МПВГ-500 с двойной изоляцией и S=0.75 мм². Для питающих цепей прокладывается кабель ВРГ S от 1.5 до 6 мм². Разрешается использование кабеля ВПГ, НРГ или МПВГ. При монтаже между контактными зажимами 1-го отрезка провода спайки или скрутки недопустимы. Также недопустим изгиб проводов при их укладке в жгуты. Провода укладываются параллельно друг другу, жгуты располагаются строго горизонтально или вертикально, угол ответвлений составляет 90°. Вязка жгутов выполняется пропарафиненными нитями. Крепёж жгутов осуществляется металлическими скобами, под которыми предварительно размещаются прокладки из лакоткани или прессшпана. Также в качестве прокладки возможно использование пластмассовых трубок. Минимально допустимый выспуп прокладки за края скобы — 5 мм. Монтажные провода, проходящие по металлическим панелям, изолируются специальными трубками. Для соединения концов монтажных проводов с лепестками розеток применяется пайка. Зажимы нештепсельных реле и вводной панели крепятся гайками с шайбами. На концы проводов, зажатых гайками, припаиваются наконечники. Припой должен ложиться ровно, без наплывов и острых выступов. Все места паек проверяются на надёжность, окрашиваются цветным лаком и защищаются изоляционными трубками. Особое внимание уделяется лепесткам релейных розеток. На провода с наконечниками крепятся бирки с адресами. В нижней части шкафа предусматриваются отверстия для труб, через которые прокладываются кабели. Через 1 трубу допускается ввод нескольких кабелей. 12. Запустить и отрегулировать схему управления стрелкойСхемы управления стрелками строятся по принципам прямого управления и непрерыв-ного контроля их положения. Это значит, что нажатием стрелочной кнопки производится непосредственное воздействие на пусковое реле и стрелки переводятся. Положение стрелки контролируется по нормально замкнутой цепи непрерывного действия. Исходное состояние цепей принципиальных схем управления стрелками всегда соответствую нормальному положению стрелок. Основными режимами работы схемы управления стрелкой являются: Нормальный перевод стрелки из одного положения в другое с автоматическим выключением электродвигателя по окончании полного перевода стрелки; Контроль плюсового и минусового положений стрелки при крайних положениях остряков стрелки и плотном прижатии одного остряка к рамному рельсу и при совпадении положения стрелки с положением стрелочной рукоятки на аппарате; Контроль фактического перевода стрелки с момента перевода стрелочной рукоятки (нажатия кнопки) и до окончания полного перевода остряков стрелки; Контроль взреза стрелки, когда происходит отход остряка от рамного рельса и нарушается совпадение положения стрелочной рукоятки с положением стрелки. ЗаключениеЯ изучил и выполнил работы: по разработке и сборке реле; по регулировке и чистке контактов реле; по осмотру и регулировке блоков; по составлению монтажных схем стативов; по сбору схем по заданию преподавателя; по установке блоков и реле согласно схемам комплектации; по пуско-наладочным операциям при включении. Литература1. https://studfile.net/preview/2895908/ 2. https://megaobuchalka.ru/6/53228.html 3.https://zinref.ru/000_uchebniki/05300_transport_jd/203_Rele_jd_avtomatiki_telemehaniki_siroko_2002/036.htm 4. https://pandia.ru/text/80/573/2889-7.php 5. https://cyberpedia.su/11x118d5.html 6. https://vuzlit.ru/1003071/tehnologiya_remonta_apparatury 7. https://infopedia.su/1x610.html 8.https://docplayer.ru/77576898-2-38-poryadok-sostavleniya-principialnyh-i-montazhnyh-shem-ustroystv-elektricheskoy-centralizacii.html 9. https://moluch.ru/conf/tech/archive/7/2115/ 10.https://spark.ru/startup/aliyansavtomatika/blog/68176/puskonaladochnie-raboti-pnr-oborudovaniya 11.https://zen.yandex.ru/media/id/5e7b33a118ca9e1754517445/organizaciia-i-provedenie-puskonaladochnyh-rabot-5ecbf3710d590b68ff5739c5
| ||||||||||||||||||