Электромонтер по ремонту и обслуживанию электрооборудования. 1 слесарные работы 1 Основы слесарных работ
 Скачать 0.95 Mb. Скачать 0.95 Mb.
|

|
Клепальные работы и инструмент для клепки Клепка – это операция получения неразъемного соединения материалов с использованием стержней, называемых заклепками. Заклепка, заканчивающаяся головкой, устанавливается в отверстие соединяемых материалов. Выступающая из отверстия часть заклепки расклепывается в холодном или горячем состоянии, образуя вторую головку. Заклепочные соединения применяются: в конструкциях, работающих под действием вибрационной и ударной нагрузки, при высоких требованиях к надежности соединения, когда сварка этих соединений технологически затруднена или невозможна; когда нагревание мест соединения при сварке недопустимо вследствие возможности коробления, термических изменений в металлах и появляющихся значительных внутренних напряжениях; в случаях соединения различных металлов и материалов, для которых сварка неприменима. Для выполнения заклепочных соединений применяются следующие виды заклепок: с полукруглой головкой, с потайной головкой, с полупотайной головкой, трубчатая, взрывная, разрезная (рис. 26). Кроме того, применяются заклепки с плоскоконической головкой, с плоской головкой, с конической головкой, с конической головкой и подголовкой, с овальной головкой. Заклепки изготавливаются из углеродистой стали, меди, латуни или алюминия. При соединении металлов подбирают заклепку из того же материала, что и соединяемые элементы. Заклепка состоит из головки и цилиндрического стержня, называемого телом заклепки. Часть заклепки, выступающая с другой стороны соединяемого материала и предназначенная для формирования замыкающей головки, называется ножкой. 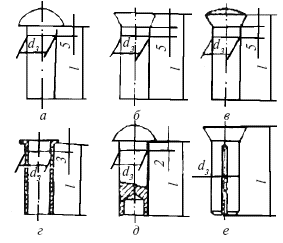 Рис. 26. Заклепки:а – с полукруглой головкой; б – с потайной головкой; в– с полупотайной головкой; г – трубчатая; д – взрывная; е – разрезная Длина заклепки с полукруглой головкой измеряется до основания головки (длина тела), длина заклепки с потайной головкой измеряется вместе с головкой, длина заклепки с полупотайной головкой измеряется от грани перехода сферы к конусу до торца тела заклепки. Диаметр заклепки определяется диаметром тела и измеряется на расстоянии 6 мм от основания головки. Диаметр отверстия под заклепку при горячей клепке должен быть на 1 мм больше диаметра заклепки. Стальную заклепку диаметром до 14 мм можно расклепывать в холодном состоянии. Заклепки диаметром более 14 мм клепаются в горячем состоянии. Диаметры заклепок от 10 до 37 мм увеличиваются через 3 мм. При клепке используются просверленные, проколотые или пробитые отверстия. При прочных, плотных и прочно-плотных заклепочных соединениях используются исключительно просверленные отверстия. Заклепочные соединения бывают внахлестку, встык с одной накладкой, встык с двумя накладками симметрично, встык с двумя накладками несимметрично (рис. 27). 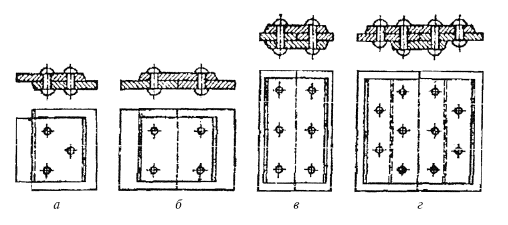 Рис. 27. Виды заклепочных соединений:а – внахлестку; б – встык с одной накладкой; в – встык с двумя накладками, симметричные; г – встык с двумя накладками, несимметричные С точки зрения прочности и плотности используются следующие виды заклепочных соединений: прочные, от которых требуется только механическая прочность; плотные, к которым предъявляются только требования плотности и герметичности; прочно-плотные, от которых помимо механической прочности требуется также герметичность соединения. Последнее достигается увеличением головки и наличием подголовка заклепки, достаточно частым размещением заклепок подчеканкой обреза соединяемых листов и головок заклепок. Заклепочные швы делятся на продольные, поперечные и наклонные. Они могут быть однорядные, двухрядные и многорядные (параллельные и с шахматным расположением заклепок). Швы могут быть полные и неполные (рис. 28). 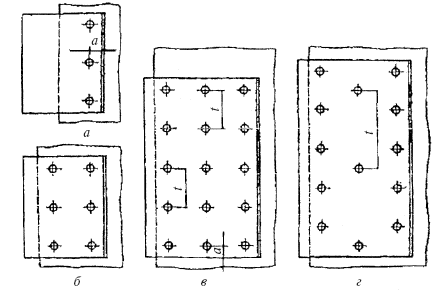 Рис. 28. Виды заклепочных швов:а – однорядный; б – двухрядный; в – многорядный полный; г – многорядный неполный Перед клепкой различных видов заклепочных соединений следует определить шаг клепки (шаг данного ряда – это расстояние между двумя ближайшими заклепками в этом ряду, шаг шва – это наименьшая кратность всех шагов в рядах) и расстояние от оси заклепок до края полосы. В зависимости от диаметра заклепки, потребности и вида клепки используются ручная и механическая клепка. Замыкающую головку получают ударной клепкой и клепкой давлением. Ударная клепка универсальная, но шумная; клепка давлением более качественна и бесшумна. Для ручной клепки используются молотки для формирования головки заклепки, обжимки, поддержки, прихваты и клещи. Для механической клепки используются пневматические или электрические молотки, клепальные клещи, подпоры подголовки заклепок, консоли. На больших промышленных предприятиях используются клепальные машины – эксцентриковые и гидравлические. Заклепки можно нагревать в кузнечном горне, контактно, токами промышленной частоты на электрических нагревательных установках, а также газовым пламенем. Неправильная клепка имеет место вследствие недогретой или перегретой заклепки, плохой подгонки друг к другу соединяемых элементов, ошибки при формировании головки, чрезмерно короткого или длинного тела заклепки, искривления тела заклепки в отверстии, а также из-за слишком глубокого отверстия, просверленного для потайной головки. Для клепки необходимо использовать исправный инструмент. На руки следует надеть рукавицы, глаза защитить очками. Следует правильно установить головку заклепки в поддержку или консоль, правильно установить обжимку на тело заклепки. Во время клепки нельзя касаться обжимки рукой. Вопросы для самоконтроля: 1. Перечислите виды соединения деталей и в чем сущность процесса клепки? 2. Почему заклепки следует изготовлять из пластичных материалов? 3. Охарактеризовать основные инструменты, применяемые при клепке? 4. Почему материал склепываемых деталей и заклепки должен быть одинаковым? 5. Как определить длину стержня заклепки? Шабрение и инструмент для шабрения Шабрение – это процесс получения требуемой по условиям работы точности форм, размеров и относительного положения поверхностей для обеспечения их плотного прилегания или герметичности соединения. При шабрении производится срезание тонких стружек с неровных поверхностей, предварительно уже обработанных напильником или другим режущим инструментом. Инструменты для шабрения называются шаберами. Для изготовления шаберов используют инструментальные углеродистые стали У10, У10А, У12, У12А, легированную сталь Х05, а также твердосплавные пластины, вставляемые в стальные державки. Бывшие в употреблении и вышедшие из строя трехгранные или плоские напильники после соответствующего шлифования также могут использоваться в качестве шаберов. Различают ручные и механические шаберы. Они могут быть плоские односторонние и двухсторонние, цельные и со вставленными пластинками, трехгранные цельные и трехгранные односторонние, полукруглые односторонние и двухсторонние, ложкообразные и универсальные (рис. 29). Универсальный шабер состоит из заменяемой пластины (рабочая часть шабера), корпуса, прихвата, винта и рукоятки. При шабрении используются чугунные плиты для проверки поверхностей плоских деталей, плоские и трехгранные линейки для проверки плоскостности поверхности, призмы, плиты в виде прямоугольного параллелепипеда, контрольные валики, щупы и другие инструменты для контроля качества шабрения и притирки. Кроме упомянутых инструментов применяют щетки и обтирочные материалы. 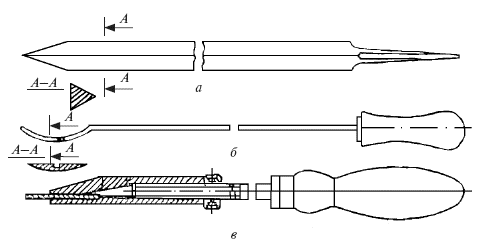 Рис. 29. Слесарные шаберы:а – трехгранный; б – в форме ложечки; в – плоский с заменяемой пластиной из твердого сплава Шабрение применяется, когда нужно удалить следы обработки напильником или другим инструментом, а также если требуется получить высокую степень точности и малую шероховатость поверхности деталей машин, соединяемых друг с другом. Шабрение особенно часто применяется при обработке деталей пар трения. Перед шабренем следует проверить степень неровности поверхности и места неровностей, подлежащие шабрению. Для обнаружения неровностей поверхности служат плиты, линейки, призмы, валики, щупы. При шабрении на краску используется шабровочная краска. В ряде случаев шабрение ведется на блеск. Для шабрения деталей на краску используют плиту или линейку, а также краску. В качестве краски для шабрения используют смесь машинного масла с парижской лазурью или ультрамарином, имеющую консистенцию легкой пасты. Иногда используется смесь машинного масла с сажей. Краска наносится тонким слоем на плиту или линейку кисточкой или чистой ветошью, после чего плита или линейка накладывается на предназначенную для шабрения поверхность детали. После нескольких кругообразных движений плиты или возвратно-поступательных движений линейки по детали или детали на плите деталь осторожно снимают с плиты. Появившиеся окрашенные пятна на детали свидетельствуют о неровностях, выступающих на поверхности детали; неровности удаляются шабрением. Во время притирки детали к плите на краску на поверхности детали появляются большего или меньшего размера окрашенные пятна, между которыми имеются светлые промежутки. Окрашенные пятна появляются вследствие неровностей на этой поверхности. Наиболее высокие неровности на поверхности имеют более светлую по сравнению с краской окраску в связи с некоторым стиранием краски при движениях притирки. Основные выпуклости характеризуются хорошим покрытием краской и поэтому имеют густую окраску. Светлые и блестящие пятнышки на поверхности детали свидетельствуют об углублениях на поверхности, которые краской не покрыты. Последовательность удаления пятен с поверхности определяет их цвет. Шабрение начинают с самых выступающих мест, обозначенных светлым цветом краски. Затем следуют пятна с густой окраской. Светлые пятна не шабрятся. Степень точности и шероховатости поверхности определяется по числу пятен краски в квадрате со стороной 25 мм (около 16 – хорошее шабрение, 25 – очень точное шабрение). Недостатками шабрения являются слишком медленный процесс обработки и значительная трудоемкость, что требует от слесаря большой точности, терпения и времени. Преимуществом этого вида обработки является возможность получения простыми инструментами высокой точности (до 2 мкм). К преимуществам также следует отнести возможность получения точных и гладких фигурных поверхностей, обработки закрытых поверхностей и поверхностей до упора. Хорошо шабрятся чугунные и стальные поверхности небольшой твердости. Закаленные стальные поверхности следует шлифовать. При шабрении необходимо соблюдать чистоту и порядок вокруг рабочего места. Инструментом нужно пользоваться осторожно и с умением, в перерыве между работой и после ее окончания убирать в ящик. Шабер следует всегда держать так, чтобы режущая часть была обращена в сторону от работающего. Шабер должен быть хорошо заточен. При шабрении обязательно следует удалять острые кромки с деталей. Вопросы для самоконтроля: 1. В чем сущность процесса шабрения и достижимая точность? 2. Какие имеются конструкции шаберов? 3. В чем особенность заточки шаберов? 4. Какой поверочный инструмент применяется для контроля качества шабрения? Шлифование и шлифовальные станки Шлифованием называется обработка деталей и инструментов с использованием вращающихся абразивных или алмазных шлифовальных кругов, основанная на срезании зернами круга с поверхности очень тонкого слоя материала в виде мельчайших стружек. Целью шлифования является получение поверхностей деталей с незначительной шероховатостью и очень точных размеров. Наиболее простым и распространенным шлифовальным станком является точило (рис. 30). Они широко применяются как в небольших мастерских, так и на крупных предприятиях. Точила бывают разных конструкций и мощности: одинарные и двойные, стационарные и настольные.  Рис. 30. Точило двойно Для шлифования используют также и ручные электрические шлифовальные машинки, реже – пневматические. Шлифовальные станки бывают круглошлифовальные, внутришлифовальные, плоскошлифовальные, бесцентровошлифовальные, заточные и специальные (резь-бошлифовальные и зубошлифовальные, шлицешлифовальные и др.). В результате неправильного выбора глубины и подачи, небрежности в подводе шлифовального круга к детали (или, наоборот, детали к кругу) может произойти повреждение и даже разрыв шлифовального круга или детали, а также могут появиться прижоги, свидетельствующие о структурных изменениях в поверхности материала. При шлифовании обязательно применение охлаждения. В качестве охлаждающей жидкости применяют содовый раствор. При шлифовании необходимо правильно подобрать соответствующий шлифовальный круг, выполнить его балансировку и установить расчетную частоту вращения. Следует правильно закрепить шлифовальный круг и оградить его кожухом. Для шлифования деталей, которые держат в руках, используют упор, находящийся на расстоянии 2–3 мм перед шлифовальным кругом. При шлифовании необходимо пользоваться небьющимися очками. Шлифование нужно вести в соответствии с инструкцией по обслуживанию станка. Притирка, полирование и отделка поверхности Притирка – это снятие тончайших слоев металла посредством мелкозернистых абразивных порошков в среде смазки или алмазных паст, нанесенных на поверхность инструмента (притира). В качестве инструмента используются притиры, изготовленные из серого чугуна перлитной структуры или другого мягкого металла. Это один из самых точных способов обработки поверхности металлических деталей. В результате такой обработки с поверхности обрабатываемой детали удаляются все неровности, а также неровности, появившиеся в результате предыдущей обработки, при одновременном достижении очень высокой степени точности плоскостей (1 мкм). Целью притирки является получение точных посадок соприкасающихся поверхностей деталей машин, а также точное выполнение других поверхностей, например, в эталонных плитках. Различают два вида притирки: притирка шаржирующимся (внедряющимся в поверхность притира) абразивом; притирка нешаржиру-ющимся абразивом. Первый вид притирки наиболее распространен и осуществляется свободно подаваемым к притиру абразивом в смеси с жидкой смазкой или предварительно шаржированным в притир абразивом в смеси с вязкой смазкой. В соответствии с указанными видами притирки притиры делятся на ручные, машинно-ручные, машинные (механические) и монтажные. Притиры имеют вид плиток, притирочных плит, валиков, конусов, кругов, а также могут иметь сложную конфигурацию в соответствии с видом поверхности обрабатываемой детали, причем они могут быть монолитными и разжимными (рис. 31). 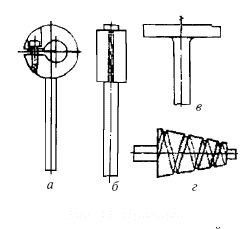 Рис. 31. Притиры:а – для валов; б – для отверстий; в – дисковый; г – конусный Материалы для притирки делятся на пасты, притирочные порошки и полотно. Притирочная паста – это смесь окиси хрома, кремния, стеариновой кислоты, а также небольшого количества жира и машинного масла; изготавливается нескольких сортов. В качестве шаржирующихся порошков используют алмаз, электрокорунд белый и нормальный, карбид бора, стекло, полировочный крокус, абразивный минерал, негашеную известь. Изделия из цветных металлов и сплавов притираются нешаржирующимися абразивами. Зернистость абразивных порошков выбирается в зависимости от назначения операции: для грубой притирки – крупнозернистые, для окончательной – мелкозернистые. Смазочной средой для свободной подачи абразива служит керосин, а при особо тонкой притирке – бензин; в случае предварительного шаржирования притиров – керосин, машинное масло. Добавкой к керосину стеариновой кислоты достигается ускорение процесса. Для притирки нешаржирующимся абразивом, обеспечивающей наивысшее качество поверхности и блеск, используются сравнительно мягкие абразивные материалы. При этом твердость притира должна быть выше твердости притираемой поверхности детали. Применяемые абразивы – окись хрома, крокус (окись железа). Смазочная среда – керосин, машинное масло для стали и смесь животного сала с машинным маслом для меди и ее сплавов. Абразивный минерал, обычно называемый наждаком, – это мелкозернистый естественный корунд темной окраски. Абразивный минерал в виде свободных зерен или зерен, наклеенных на эластичную подложку (полотно, бумагу), используется для полирования и притирки. Размер зерен определяется так же, как и в других абразивных материалах. Чем грубее зерно, тем выше номер, которым обозначается абразивный минерал. Притиры изготавливают из серого чугуна перлитного класса твердостью в пределах HB 180–200, мягкой стали, латуни, меди, свинца и твердой древесины. Перед тем, как начать работу, притир следует заправить, т. е. втереть в его рабочую поверхность абразивный порошок с помощью стального стерженька или валика (если притиры из мягкого материала) или с помощью притираемой детали (если притир из чугуна). Полирование представляет собой отделочную обработку, при которой происходит сглаживание поверхностных неровностей в основном в результате пластического их деформирования и (в меньшей мере) – срезания выступов микронеровностей. Полирование применяется для придания поверхности детали блеска. В результате полирования снижается шероховатость поверхности и достигается зеркальный блеск. Основное назначение полирования – это декоративная обработка поверхности, а также уменьшение коэффициента трения, повышение коррозионной стойкости и усталостной прочности. Полирование производится мягкими кругами (войлочными, фетровыми, матерчатыми), на которые наносится смесь абразивного порошка и смазки или полировочные пасты. В качестве абразивных порошков применяются наждачные и электрокорундовые порошки, окись хрома, крокус, венская известь. В качестве масел и связующих элементов микропорошков с мягким кругом или лентой применяются тавот и смеси парафина и воска, наносимые на круги в разогретом состоянии. В ряде случаев абразивный порошок наклеивают на круг столярным клеем или синтетическим клеем БФ-2. Мелкие детали полируются во вращающемся барабане с использованием стальных закаленных шариков диаметром 3–8 мм. Операция полирования может выполняться вручную или машинным способом. «Наведение мороза» на поверхность – это один из способов окончательной отделки металлической поверхности, придания ей хорошего внешнего вида путем нанесения на нее мелких рисок по определенному узору. Эти риски выполняются осторожно и аккуратно шабером вручную или механическим способом. Матирование – это придание металлической поверхности матового пепельно-серого цвета. Эта операция выполняется механически на мелких кованых, литых, опилованных или отлитых деталях с использованием стальных или медных проволочных щеток, совершающих вращательное движение. Перед матированием металлическую поверхность увлажняют мыльными растворами. Оксидирование – это получение на поверхности стальной детали или изделия тонкого слоя окисла голубого или темно-голубого цвета. Самый распространенный способ оксидирования при слесарных работах основан на покрытии хорошо очищенного от ржавчины предмета тонким слоем льняного масла и нагревании его в горне на раскаленном коксе. Чернение стальной детали производится в такой последовательности: полирование поверхности, обезжиривание венской известью, промывка, сушка, покрытие травящим раствором. После покрытия травящим раствором производится сушка детали при температуре 100 °C в течение нескольких часов, после чего она подвергается действию пара и горячей воды. Затем производится очистка детали в мокром виде проволочной щеткой. Окраска – это покрытие поверхности слоем краски или лака с целью предупреждения коррозии и придания детали или изделию товарного вида. Окраска выполняется вручную кистью или механически (малярным пистолетом). Краски могут быть водяные, масляные, нитрокраски и синтетические эмали. Перед окраской предмет следует хорошо очистить, промыть теплым раствором щелочи, затем чистой водой и высушить. После этого металлическая поверхность грунтуется соответствующей грунтовкой или суриком. Поверхности больших предметов или детали машин, плоскости которых должны быть ровными и гладкими, перед окраской подлежат шпаклеванию. После высыхания шпаклевки поверхности шлифуются, затем грунтуются и окрашиваются. Материалы и пасты, применяемые при притирке, содержат (в числе других) вредные и отравляющие вещества. Поэтому при притирке и отделке поверхностей следует соблюдать общие меры предосторожности (по мере возможности не касаться их пальцами, мыть руки). Инструмент и станки должны быть технически исправны и использоваться в соответствии с инструкцией по эксплуатации. Краски должны храниться в несгораемых ящиках. При окраске, напылении и полировании следует предусматривать меры пожарной безопасности. Работнику необходимо надевать защитную одежду и респиратор. При выполнении этих операций в закрытых помещениях должна быть обеспечена интенсивная вентиляция. Контрольные вопросы: 1. Почему при выполнении притирки необходимо применять смазку? 2. От чего зависит выбор абразивного материала при притирке? 3. Как делятся абразивные порошки на твердые и мягкие? 2 ЭЛЕКТРОМОНТАЖНЫЕ РАБОТЫ 2.1 Основы электромонтажных работ Электромонтажные работы Основные способы и приемы электромонтажных работ Общие принципы проведения электромонтажных работ Электромонтажные работы являются частью комплекса строительных работ и выполняются в рамках договора строительного подряда (контракта), в соответствии с которым подрядчик обязуется в установленный договором срок выполнить работы, а заказчик обязуется создать подрядчику необходимые условия для выполнения работ, принять их результат и оплатить выполненные работы. Заказчиками выступают юридические лица (предприятия, организации), имеющие финансовые средства (инвесторы). Финансирование электромонтажных работ осуществляется за счет раздела капитальных вложений, предусмотренного для нового строительства, расширения, реконструкции и технического перевооружения объектов электроэнергетики. Подрядчиками при проведении электромонтажных работ выступают, как правило, электромонтажные организации, независимо от форм собственности, зарегистрированные в установленном порядке в налоговых органах и имеющие лицензию и другие документы, подтверждающие лигитивность организации и гарантии качества на выполнение электромонтажных работ. При больших объемах электромонтажных работ и нескольких претендентах на их выполнение заказчик организовывает конкурсные тендерные торги. Лицензирование деятельности электромонтажных организаций осуществляется с целью защиты прав и интересов потребителей строительно-монтажной продукции. Гарантии и сроки предъявления заказчиком претензий к подрядчику определяются в договоре подряда и по электромонтажным работам составляют, как правило, 1.. .2 года. Договор подряда является основным правовым документом, регламентирующим взаимоотношения заказчика и подрядчика. Такой договор иногда заключается на выполнение работ «под ключ». Здесь подразумевается выполнение полного инвестиционного цикла, включающего проектирование, строительные, электромонтажные, пусконаладочные работы и сдачу объекта в эксплуатацию. Для выполнения комплекса или отдельных видов работ, например пусконаладочных работ, подрядчик может привлекать другие организации - субподрядчиков. В этом случае подрядчик выступает уже в роли генерального подрядчика. Основные этапы проведения электромонтажных работ Подрядчик планирует и осуществляет работы в соответствии с проектно-сметной документацией и договорной ценой, определяющими объем, содержание и стоимость работ. Проектная документация должна соответствовать требованиям нормативных документов, регламентирующих электромонтажные работы: Строительным нормам и правилам (СНиП); Государственным стандартам (ГОСТ) в области строительства; Правилам устройства электроустановок (ПУЭ); Правилам технической эксплуатации электроустановок потребителей (ПТЭ ЭП). Кроме того, в обязанности подрядчика входит соблюдение природоохранного законодательства и организация охраны труда при выполнении работ. В ходе выполнения работ заказчик и подрядчик вправе по согласованию с проектной организацией вносить изменения в техническую документацию при неизменности характера предусмотренных договором подряда работ, а также выделять пусковой комплекс из всего проектного объема работ. Обязанности и ответственность по обеспечению электромонтажных работ комплектами оборудования, материалами и конструкциями несет, как правило, подрядчик. Для этого подрядчик получает от проектной организации расчеты (спецификации) о потребности основных видов оборудования, материалов, конструкций. Для проверки качества поставляемого на монтажную площадку оборудования подрядчик осуществляет входной контроль, оформляет акты приемки оборудования в монтаж или предъявляет претензии к поставщикам в случаях нарушения требований к качеству оборудования, его повреждения при транспортировке. В ходе выполнения электромонтажных работ заказчик осуществляет технический надзор за качеством работ, соблюдением сроков их выполнения, качеством поставляемого оборудования, его испытаниями при проведении пуско-наладочных работ. Технический надзор заказчик может осуществлять с привлечением проектной организации (авторский надзор). При большом объеме работ надзор ведется по отдельным разделам проекта: строительные, электромонтажные, сантехнические, пусконаладочные и другие работы. После выполнения заказчиком и подрядчиком всех обязательств по договору осуществляется приемка выполненных работ. В договоре подряда предусматриваются сроки уведомления подрядчиком заказчика о готовности объекта к приемке, сроки проведения приемки и сроки устранения замечаний, выявленных при приемке выполненных работ. Приемка крупных объектов осуществляется рабочей и государственной приемочными комиссиями с подписанием актов соответствующей стандартной формы (КС-11 и КС-14). При небольших объемах работ (замена выключателей, трансформаторов небольшой мощности при сохранении существующих фундаментов) приемка выполненных работ осуществляется одной приемочной комиссией. С момента приемки объекта по акту заказчик вступает в полное владение и распоряжение объектом. Организация электромонтажных работ Организация электромонтажных работ возлагается на подрядчика и состоит из трех основных этапов. На первом инженерно-техническом этапе производится приемка, проверка и изучение проектно-сметной документации; в проектной документации должен быть предусмотрен проект организации строительства (ПОС), на основе которого электромонтажной организацией разрабатывается проект производства электромонтажных работработ (ППЭР). На втором организационном этапе выполняется приемка от строителей под монтаж оборудования зданий, сооружений, фундаментов, проемов и ниш в конструкциях зданий и сооружений; контролируется установка закладных деталей, проверяется наличие предусмотренных проектом стационарных кран-балок, монтажных тележек и талей. На третьем материально-техническом этапе осуществляется обеспечение и комплектация электромонтажных работ оборудованием, материалами, изделиями, монтажными заготовками; на этом же этапе выполняется оснащение монтажных работ механизмами, инструментами, инвентарем и средствами безопасного труда. Важным моментом организации электромонтажных работ на сложных объектах, требующих определенной очередности выполнения строительных и электромонтажных работ, является составление ППЭР. Этот проект обязательно разрабатывается для выполнения электромонтажных работ, сопровождающихся сложными такелажными работами с применением механизмов (автокранов, автовышек), верхолазных работ, а также для работ, выполняемых в действующих электроустановках, например, при реконструкции существующих подстанций. ППЭР разрабатывается специальными группами подготовки производства монтажных организаций и утверждается ее техническим руководителем (главным инженером). ППЭР должен быть согласован с заказчиком или техническим руководителем эксплуатирующей организации. Исходными данными для разработки ППЭР служат: рабочие чертежи и сметы проектной документации объекта; данные о поставке оборудования и материалов, наличии машин и механизмов; действующие нормативные документы, монтажные инструкции, отраслевые правила по охране труда; сроки возможного отключения действующих электроустановок при реконструкции и техническом перевооружении объектов. Содержание ППЭР состоит из трех разделов. В первый раздел входят пояснительная записка, содержащая общие сведения об объекте, организационную структуру монтажа, ситуационный план, совмещенный со схемой электроснабжения, план расположения оборудования, технико-экономические показатели объекта. Во втором разделе ППЭР приводятся наиболее эффективные методы организации и технология выполнения электромонтажных работ. Здесь указываются технологические приемы выполнения трудоемких операций, их механизации, предложения по совмещению монтажных и наладочных работ, указания по охране труда, приводятся графики производства работ. В третий раздел ППЭР входят задания непосредственно для электромонтажного персонала с указанием ответственных инженерно-технических работников по этапам работ, ведомости узлов, блоков и конструкций, подлежащих сборке, необходимые чертежи или ссылки на типовые альбомы, ведомости закладных деталей, их эскизы и места установки, спецификации на оборудование и материалы для производства работ. Планирование электромонтажных работ Планирование является одной из главных функций управления процессом производства строительных работ, в том числе и электромонтажных работ. Одной из задач планирования является нахождение вариантов рациональной взаимосвязи этапов производства электромонтажных работ. Важным моментом планирования является взаимная увязка работ во времени при условии непрерывности их выполнения, особенно при производстве работ в действующих электроустановках. Наиболее простой формой планирования работ является составление календарного плана-графика работ, представляющего собой документ, регламентирующий поставку во времени оборудования и комплектующих изделий, потребность в механизмах, машинах, трудовых и энергетических ресурсах, распределение капитальных вложений и объемов электромонтажных работ. Линейные календарные графики работ являются консервативными в своем исполнении и отражают только одну возможную ситуацию хода работ. При возникающих отклонениях во времени и во взаимосвязи по факторам производства эта модель должна быть скорректирована или построена заново. При планировании электромонтажных работ используются сетевые модели, основными элементами которых являются сетевые графики. Разработка сетевого графика начинается с установления перечня работ, которые необходимо выполнить, определения их продолжительности, рациональной технологической последовательности и взаимосвязей между ними. Подготовка к производству электромонтажных работ До начала производства электромонтажных работ на объекте должны быть выполнены следующие мероприятия: получена подрядчиком проектно-техническая документация, утвержденная штампом заказчика «к производству работ»; согласованы между подрядчиком и предприятиями-поставщиками график поставки оборудования с учетом технологической последовательности производства работ, перечень сложного электрооборудования, монтируемого с привлечением шефмонтажного персонала предприятий-поставщиков, условия транспортирования к месту монтажа тяжелого и крупногабаритного электрооборудования; подготовлены помещения для размещения бригад рабочих, инженерно-технических работников, производственной базы, а также для складирования материалов и инструмента; осуществлена приемка по акту строительной части объекта под монтаж электрооборудования и выполнены предусмотренные нормами и правилами мероприятия по охране труда, противопожарной безопасности, охране окружающей среды. При приемке оборудования в монтаж производится его осмотр, проверка комплектности (без разборки), проверка наличия и срока действия гарантий предприятий-изготовителей. Результаты осмотра оформляются соответствующим актом. Электрооборудование при монтаже вскрытию и ревизии не подлежит, за исключением случаев, когда это предусмотрено государственными и отраслевыми стандартами или техническими условиями, а также случаев длительного хранения оборудования с нарушением заводских инструкций. Разборка оборудования, поступившего опломбированным с предприятия-изготовителя, запрещается. Деформированное и поврежденное электрооборудование подлежит монтажу только после устранения повреждений и дефектов. Электрооборудование, на которое истек нормативный срок хранения, указанный в государственных стандартах или технических условиях, принимается в монтаж только после проведения предмонтажной ревизии, исправления дефектов и испытаний. Результаты проведенных работ должны быть занесены в формуляры, паспорта и другую сопроводительную документацию на оборудование, должен быть составлен акт о проведении указанных работ. Помещения закрытых распределительных устройств, фундаменты под электрооборудование сдаются под монтаж с полностью законченными строительными и отделочными работами. Сдача-приемка помещений и фундаментов для установки сложного и дорогостоящего электрооборудования, монтаж которого будет выполняться с привлечением шефмонтажного персонала, производится совместно с представителями предприятия, осуществляющего шефмонтаж. До начала электромонтажных работ, например, на открытых распределительных устройствах генподрядчик должен закончить планировку территории, сооружение подъездных путей, кабельных каналов, установить шинные и линейные порталы, соорудить фундаменты под электрооборудование, ограждения вокруг распределительного устройства, резервуары для аварийного сброса масла, подземные коммуникации. В конструкциях порталов и фундаментов под оборудование распределительных устройств должны быть установлены предусмотренные проектом закладные части и крепежные детали, необходимые для крепления гирлянд изоляторов и оборудования. В кабельных каналах и тоннелях должны быть установлены закладные детали для крепления кабельных конструкций. Должно быть также закончено сооружение водопровода и предусмотренных проектом автоматических устройств пожаротушения. В зданиях и сооружениях, сдаваемых под монтаж электрооборудования, генподрядчиком или прямым строительным подрядчиком должны быть выполнены предусмотренные архитектурно-строительными чертежами постоянные проемы, ниши, отверстия в стенах и перекрытиях, необходимые для перемещения электрооборудования и монтажа низковольтных электрических сетей и контрольных кабелей. После выполнения электромонтажных работ генподрядчик обязан осуществить заделку временных отверстий, борозд, ниш и гнезд. Охрана труда при выполнении электромонтажных работ Важным моментом в организации электромонтажных работ является подготовка и обеспечение безопасных условий труда. Все подготовительные мероприятия в этом плане должны быть закончены до начала производства работ и приняты по акту о выполнении требований по охране труда. Обязанности по обеспечению безопасных условий труда возлагаются на подрядчика, который разрабатывает организационно-технологическую документацию по выполнению работ (ППЭР), содержащую конкретные проектные решения, определяющие технические средства и методы работ, обеспечивающие выполнение нормативных требований охраны труда. Исходными данными для разработки таких решений являются: требования нормативных документов и стандартов по охране труда; типовые решения по обеспечению требований охраны труда, справочные пособия и каталоги средств защиты работающих; инструкции заводов-изготовителей машин, механизмов, оборудования, материалов и конструкций по обеспечению охраны труда в процессе их применения. При разработке проектных решений по организации монтажных площадок необходимо выявить опасные производственные факторы, связанные с технологией и условиями производства работ, определить и указать в организационно-технической документации зоны их действия. Электромонтажные работы могут быть связаны как со строительством новых объектов (новых подстанций, линий электропередачи), так и с реконструкцией существующих. Во втором случае электромонтажные работы относятся к работам, выполняемым в действующих электроустановках. Здесь к зонам с опасными производственными факторами относятся все работы вблизи токоведущих частей действующей электроустановки. На выполнение таких работ должен оформляться наряд-допуск, при выполнении работ -соблюдаться технические и организационные меры безопасности. Указанные мероприятия должны выполняться также при работах в компрессорных, с воздухосборниками, использованием баллонов с газом при газосварочных работах. Электромонтажные работы в действующих электроустановках, как правило, должны осуществляться после снятия напряжения со всех токоведущих частей, находящихся в зоне производства работ, их отсоединения от действующей части электроустановки, обеспечения видимых разрывов электрической цепи и заземления отсоединенных токоведущих частей. Зона производства работ должна быть отделена от действующей части электроустановки сплошным или сетчатым ограждением, препятствующим проходу в эту часть монтажному персоналу, должны быть вывешены плакаты безопасности. Выделение для монтажной организации зоны производства работ, принятие мер по предотвращению ошибочной подачи в нее напряжения, ограждение от действующей части с указанием мест прохода персонала и проезда механизмов должны оформляться актом-допуском. Допуск электромонтажников к работам в действующих электроустановках должен осуществляться персоналом эксплуатирующей организации и оформляется в письменном виде с указанием состава бригады и группы по электробезопасности каждого члена бригады. Наряд-допуск выдается руководителю работ (прорабу, мастеру, менеджеру) на срок, необходимый для выполнения заданного объема работ. Персонал электромонтажных организаций перед допуском к работе в действующих электроустановках должен быть проинструктирован по вопросам электробезопасности на рабочем месте лицом, допускающим к работе, которое обязано осуществлять контроль за выполнением предусмотренных в наряде-допуске мероприятий по обеспечению безопасности производства работ. Эксплуатационный персонал несет ответственность за сохранность временных ограждений рабочих мест, предупредительных плакатов и предотвращение подачи рабочего напряжения на отключенные токоведущие части, соблюдение членами бригады монтажников безопасных расстояний до токоведущих частей, оставшихся под напряжением. Работой электромонтажной бригады должен руководить грамотный и опытный инженерно-технический работник подрядной организации, который должен правильно расставить людей и механизмы, обеспечить выполнение требований эксплуатационного персонала. Важными элементами высокого качества и безопасности работ являются соответствующая квалификация и высокая дисциплинированность электромонтажного и эксплуатационного персонала. При отсутствии этих качеств даже самым тщательным образом разработанные ППЭР не гарантируют от производственного травматизма, брака при монтаже дорогостоящего оборудования, подачи напряжения в зону производства работ. Электромонтажные работы сопровождаются широким использованием различных строительных машин и механизмов (транспортных, грузоподъемных, землеройных и других). Все машины и механизмы должны соответствовать требованиям государственных стандартов по безопасности труда (иметь сертификат на соответствие требованиям безопасности). Инженерно-технические работники, ответственные за выполнение работ, и рабочие, выполняющие такелажные или стропальные работы, должны быть аттестованы органами государственного надзора. При размещении машин на монтажной площадке руководитель работ должен определить рабочую зону машины и границы создаваемой ею опасной зоны. При этом должна быть обеспечена обзорность рабочей зоны с рабочего места машиниста. Транспортные средства и оборудование, применяемое для погрузочно-разгрузочных работ, должны соответствовать характеру перерабатываемого груза. Площадки для погрузочно-разгрузочных работ должны быть спланированы и иметь уклон не более 5°, а их размеры и покрытия - соответствовать ППЭР. Для стесненных и опасных условий проведения работ должны регламентироваться вылет и угол поворота стрелы подъемно-транспортного средства, а при работе в охранной зоне линии электропередачи корпуса машин (за исключением машин на гусеничном ходу) должны быть заземлены при помощи инвентарного переносного заземления. Выполнение работ в охранной зоне линии допускается при условии, если расстояние по воздуху от машины (механизма) или от ее выдвижной или подъемной части до ближайшего провода, находящегося под напряжением, будет не менее: 1,0 м - при напряжении линии до 35 кВ; 1,5 м - при напряжении линии 110 кВ. 2,5 м - при напряжении линии 220 кВ. Техническое состояние всех транспортных средств должно соответствовать Правилам дорожного движения и Правилам охраны труда на автомобильном транспорте. Выполнение на монтажной площадке отдельных видов работ, например сварочных, газопламенных, электротермических, должно осуществляться в соответствии с межотраслевыми правилами по охране труда при выполнении этих работ. |