Электромонтер по ремонту и обслуживанию электрооборудования. 1 слесарные работы 1 Основы слесарных работ
 Скачать 0.95 Mb. Скачать 0.95 Mb.
|

|
Практическая часть. Пример: Расшифровка маркировки кабеля ВВГ 4*2,5-380. Итак: литеры «П» и «А» нет, значит, жила медная; вторая буква «В» указывает, что изоляция поливинилхлоридная; также указана вторая буква «В», что означает еще одну защиту оболочкой из ПВХ; последняя буква – «Г» обозначает, что защитный покров отсутствует; первая цифра «4» — четыре жилы; «2,5» — поперечное сечение в мм.кв.; 380 — Номинальное напряжение в 380 В. Самостоятельная работа: Расшифровать маркировки кабеля:
Пайка, лужение, заливка вкладышей, металлизация и склеивание Пайка – это процесс создания неразъемного соединения металлов с помощью присадочного связующего материала, называемого припоем, причем припой в процессе пайки доводится до жидкого состояния. Температура плавления припоя значительно ниже, чем соединяемых металлов. Неразъемное соединение металлов пайкой может быть выполнено паяльником, в газовом пламени, пайкой в печах, в ванне, химическим способом, автогенной пайкой и др. Для пайки припоем необходимы паяльники, припои, а также очищающие, травящие и предупреждающие окисление поверхности во время пайки средства. Паяльник – это ручной инструмент различной формы и массы. Часть паяльника, которой непосредственно паяют, выполняется из меди. Нагрев медной части паяльника можно производить с помощью электричества (электрический паяльник), над газовым пламенем (газовый паяльник) или в горне. Для нагрева паяльников и некоторого прогрева соединяемых металлов могут применяться паяльные бензиновые лампы (рис. 32). 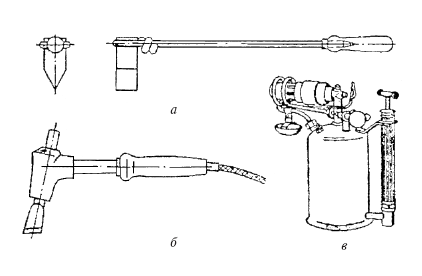 Рис. 32. Паяльники:а – обычный, нагреваемый пламенем; б – электрический; в – паяльная лампа Мягкими припоями являются оловянно-свинцовые (с добавлением или без добавления сурьмы). Температура плавления этих припоев от 183 до 305 °C. Твердость припоя определяется маркой и химическим составом применяемых для припоя металлов. Припои делаются на основе меди, латуни, серебра, никеля и алюминия. Кроме того, различают жаропрочные и нержавеющие припои на основе никеля, марганца, серебра, золота, палладия, кобальта и железа. Температура плавления твердых припоев составляет от 600 до 1450 °C К химическим очищающим и травящим средствам относятся: соляная кислота, хлорид цинка, бура, борная кислота, нашатырь. Можно очистить поверхность механическими средствами, абразивным материалом или напильником либо металлическими щетками. Во время пайки поверхность предохраняется от окисления такими средствами, как стеарин, скипидар и канифоль. Хлорид цинка – это химическое соединение соляной кислоты с цинком. Получают его путем помещения в разбавленную соляную кислоту кусочков цинка. После окончания реакции (прекращение выделения водорода) хлорид цинка следует слить в другую посуду, оставив осадок в прежней посуде. Разбавлять кислоту следует путем добавления в нее воды, а не наоборот. Мягкие припои применяются для неразъемного соединения и уплотнения металлов при незначительных требованиях к прочности и выносливости соединения на растяжение и удар, твердые припои – для неразъемных и герметичных соединений большой прочности и выносливости на растяжение и удары. Припои выпускаются в виде листа, ленты, прутков, проволоки, сеток, блоков, фольги, зерен, порошков и паяльной пасты. Лужением называется покрытие поверхности металлических изделий тонким слоем олова или сплавом на основе олова. Цинкование производится способом холодного электролитического или горячего покрытия металлических изделий тонким слоем цинка. Лужение и цинкование применяются, например, в слесарном деле при производстве бытовых изделий, в пищевой промышленности, в строительстве как средство для защиты от коррозии, окисления и образования химических соединений, вредных для здоровья и разрушающих металл. Для лужения и цинкования в зависимости от детали и ее назначения нужно иметь чистое олово, цинк или их сплавы, паяльную лампу либо газовую горелку, очищающие средства, необходимые для обезжиривания и очистки поверхностей, подвергающихся лужению или цинкованию, ванны для плавки олова или цинка, обтирочный материал и клещи. Подшипниковый сплав – это сплав металлов (олова, свинца, меди, сурьмы и др.), служащий для изготовления вкладышей подшипников скольжения заливкой. Во вкладышах из подшипникового сплава при вращении в них валов возникает очень незначительное трение. Подбор наиболее соответствующих заданным условиям подшипниковых сплавов производят с учетом их физико-механических свойств, в частности антифрикционных свойств, способности выдерживать определенные давления и температуры, твердости, вязкости, литейных качеств и др. Свойства подшипникового сплава определяет его главный компонент. Различают подшипниковые сплавы на оловянной, свинцовой, алюминиевой, кадмиевой, цинковой, медной (бронза, латунь) и других основах. Чаще всего используют подшипниковые сплавы на основе олова, свинца или меди. Жидкий подшипниковый сплав получают в графитовом или чугунном тигле. Тигель подогревают паяльной лампой, на кузнечном горне или пламенем газовых горелок. Температура отливки подшипниковых сплавов на основе олова или свинца составляет от 450 до 600 °C. Температура плавления бронзы составляет от 940 до 1090 °C. На расплавленный подшипниковый сплав перед разливкой насыпается измельченный древесный уголь, который предохраняет сплав от окисления. Металлизация напылением – это нанесение металлического покрытия на поверхность изделия путем разбрызгивания под давлением расплавленного металла. Эта операция выполняется с помощью специальных пистолетов. Металлизация применяется с целью предохранения изделий от коррозии, а также для ремонта изношенных деталей машин, для исправления дефектных отливок, а также для исправления дефектов, возникающих в результате обработки резанием. Склеиванием называют неразъемное соединение деталей изделий путем обмазки соединяемых поверхностей изделия веществом (или смесью веществ), называемым клеем, их соединения и выдерживания под некоторой нагрузкой до затвердения клея. В ряде случаев применяется подогрев склеенных деталей. Клей представляет собой вязкое вещество, обладающее склеивающей способностью. Клей состоит из наполнителя, отвердителя, растворителя связующего компонента, пластификатора. В зависимости от назначения клея в качестве наполнителя применяются древесная мука, измельченный асбест, порошки металлов, их окислы и др. В зависимости от отвердителя различают клеи холодного и горячего отвердения. Различают следующие виды клеев: белковые или растительные (крахмал, декстрин, гуммиарабик, резиновый клей), животные (костный, рыбий, козеиновый, мездровый, столярный и др.), синтетические (карбинольные, карбамидные, смоляные и др.). В слесарном деле наибольшее распространение имеют синтетические клеи: фенольные БФ-2, БФ-4, ВК-32-200, ВС-350, эпоксидные ЭД-5, ЭД-6, ВК-32-ЭЛ, полиамидные ППФЭ-2/10, МПФ-1, карби-нольные и полиуретановый ПУ-2. Этими клеями кроме металлов можно склеивать также и неметаллические изделия, такие как дерево, стекло, керамику, искусственные материалы, кожу, ткани бумагу и т. д. В слесарном деле клей используется прежде всего для соединения как металлических деталей, так и металлических деталей с неметаллическими. Для этого используют карбинольный клей. Склеиваемые поверхности следует тщательно очистить механическим способом, затем обезжирить авиационным бензином, бензолом или толуолом. После обезжиривания изделие высушивают, не касаясь пальцами поверхностей, предназначенных для склеивания. Из цветных металлов хуже всего склеивается медь, немного лучше – латунь и бронза. Работник, выполняющий операции металлизации, лужения, пайки или склеивания, соприкасается с расплавленным металлом, кислотами, щелочами и парами разных едких и вредных для организма веществ. Помещения, в которых выполняются указанные операции, должны иметь хорошую вентиляцию. Работники должны иметь защитную одежду, очки и рукавицы. Паяльная лампа должна быть технически исправна. При накачке топлива нельзя создавать высокое давление, нельзя также доливать топливо в разогретую лампу. Кислоты и щелочи следует держать в стеклянных бутылях, а разводить их необходимо, доливая кислоты в воду, а не наоборот. На рабочем месте не должно быть тряпок, разлитого масла и смазки. |