Сварка двутавровой балки. 3 Бланк содержание Кочетков-1. 1. Теоретическая часть
 Скачать 2.27 Mb. Скачать 2.27 Mb.
|

 Содержание Лист
Введение Сварка - это прогрессивный технологический процесс получение неразъемных соединений деталей, позволяющий создавать конструкции с высокими эксплуатационными характеристиками. История сварки берет свое начало с открытия электрической дуги в 1802г. профессором физики В.В. Петровым, который предположил что данное явление может иметь практический смысл, что и воплотил в жизнь в 1881г. русский изобретатель Н.Н. Бернадос, который использовал электрическую дугу для соединения стали с использованием присадочной проволоки. Достоинства сварочных соединений способствуют широкому применению их в конструкциях разного назначения. Использование сварки позволяет экономить материалы и время при производстве конструкций В настоящее время различают более 150 видов и способов сварочных процессов. Существуют различные классификации этих процессов. Так, ГОСТ 19521-74 предусматривает классификацию сварки металлов по основным группам признаков: физическим, техническим и технологическим. Основным физическим признаком сварки является форма и вид энергии, используемой для получения сварного соединения. Форма энергии определяет класс сварки, а её вид - вид сварки. Имеются три класса сварки: термический класс - виды сварки, осуществляемые плавлением с использованием тепловой энергии - газовая, дуговая, электронно-лучевая, лазерная и другие; термомеханический класс: виды сварки, осуществляемые с использованием тепловой энергии и давления - контактная, диффузионная, газо- и дугопрессовая, кузнечная и другие; механический класс - виды сварки, осуществляемые с использованием механической энергии - холодная, трением, ультразвуковая, взрывом и другие. К техническим признакам относятся: способ защиты металла в зоне сварки, непрерывность процесса, степень его механизации. Классификация по технологическим признакам устанавливается для каждого вида сварки отдельно (по виду электрода, роду сварочного тока и т. д.). Целью дипломного проекта является проектирование и расчет сварной конструкции «двутавровая балка 10Б1» Для достижения цели необходимо решить следующие задачи: изучить и описать требования, предъявляемые к конструкции; описать выбранное оборудование и его технические характеристики; описать выбранные материалы и его технические характеристики; рассчитать и спроектировать технологический процесс сборки и сварки емкости для хранения и транспортировки металлической стружки; описать и рассчитать необходимое количество применяемого материала; описать и рассчитать выбранные параметры сварки; описать и рассчитать необходимое количество времени на изготовление конструкции; описать возможные дефекты сварной конструкции; описать порядок оценки качества рациональным видом контроля; описать требования охраны труда при выполнении сварочных работ; описать опасные и вредные производственные факторы сварочного производства. Необходимость всех пунктов обусловлена требованиями ГОСТов и качества сварного изделия. В нашем случае с двутавровой балкой будет использоваться ГОСТ-1477176. Это Гост полуавтоматической сварки. 1. Теоретическая часть 1.1. Требования, предъявляемые к конструкции Двутавр - стандартный металлический профиль конструктивных элементов из чёрного проката, имеющий сечение, близкое по форме к букве «Н». Оно состоит из двух полок и соединяющей их стенки. Название данного металлопроката произошло от латинского слова «taurus». В переводе на русский taurus означает «бык». То есть, в дословном переводе эта разновидность металлопроката называется двурогой балкой. Для изготовления данной продукции используют сталь. Балка двутаврового профиля в тридцать раз жёстче и в семь раз прочнее балки квадратного профиля аналогичной площади сечения, что превосходит прочность швеллера. Однако устойчивость двутавра к скручиванию очень мала (как и у других открытых сечений - швеллера, уголка) - примерно в 400 раз меньше, чем у круглой трубы такого же сечения. Таблица 1 – Геометрические параметры балки  Рисунок 1 – Двутавровая балка 1.2. Выбор и техническая характеристика оборудования Для выбора способа сварки использую материалы таблицы 1 Технологические показатели способов сварки плавлением. Таблица 1 - Технологические показатели способов сварки плавлением
Примечание: НУ, СУ, ВУ – низко- , средне- , высокоуглеродистые стали соответственно; НЛ, СЛ, ВЛ - низко- , средне- , высоколегированные стали соответственно; СЧ – серый чугун. Для изготовления данной конструкции нам понадобится следующее оборудование: Сварочный пост - это рабочее место сварщика, оснащенное комплектом технологически связанного между собой оборудования, необходимыми приспособлениями и инструментом. 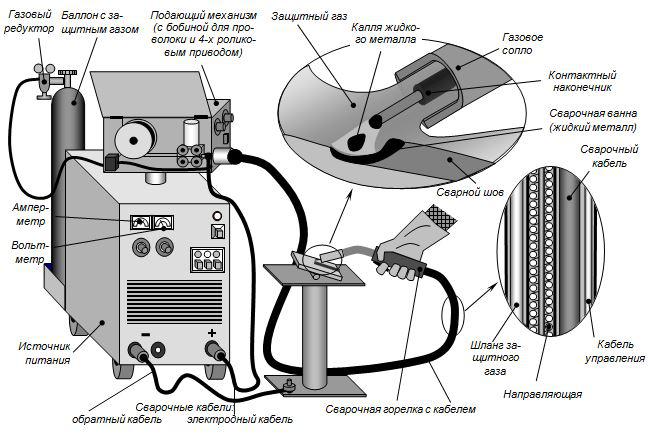 Рисунок 2 - Сварочный пост полуавтоматической сварки Также в сварочное оборудование входит: Сварочный полуавтомат Evocpark Evomig 500 PRO AL. Сварочный полуавтомат инверторного типа EVOSPARK модель EVOMIG PRO Al 500 является полностью российской разработкой и производится в России. Полуавтомат способен составить значительную конкуренцию европейским производителям сварочного полуавтоматического оборудования. А по многим эксплуатационным характеристикам он даже превосходит иностранные аналоги! Модельная архитектура силовых источников Evospark выстроена на унифицированных силовых модулях, которые собираются внутри корпуса по принципу конструктора. Имеется возможность наращивания токов соединением силовых модулей до 2 000 А! Цена эксплуатации сварочного источника EVOMIG PRO Al 500 в немалой степени определяется количеством потребляемой энергии. Источники тока EVOSPARK обладают КПД 96%, источники тока других производителей имеют КПД от 82% до 89%. Корректировка скорости подачи проволоки в сварочном полуавтомате Эвомиг выстраивается независимо от других параметров сварки. Всё управление параметрами сварки осуществляется на цифровом дисплее. Высокий класс надёжности и защиты IP 34 гарантирует сохранность аппарата в различных условиях эксплуатации в плане влажности и механических загрязнений.  Рисунок 3 – Сварочный полуавтомат evosparc – 500. Особенности этого полуавтомата инверторного типа: использование простых и цифровых горелок; Охлаждение горелок - водяное или воздушное Дистанционное управление пультом Вид программы – синергетический (под алюминий, сталь и нержавейку) Наличие ручного управления параметрами сварки вне синергетического режима Сварка в режиме «для точек и прихваток» Режим сварки 2-х и 4-х тактный Программы для корней и тонких материалов Direct Arc Control – процесс управления коротким замыканием F.J.Arc - программа со сжатой струей, с глубоким проникновением Работа в режимах ММА, TIG и строжка Функция «Горячий старт», заварка кратера Rapid Up – удобный режим для вертикальных швов Возможность включения гибридных процессов Цветной дисплей с выбором цветов на панели под время суток и освещённость Интерактивная панель управления, где прошивка дистанционно обновляется Wi-Fi для перепрограммирования, идентификации персонала, документирования режимов Корпус и тележка сделаны из оцинкованного металла Колёса тележки изготовлены большого размера для удобного перемещения аппарата по объекту Импульсные программы для сталей Рабочие режимы EVOMIG 500: Normal — процесс полуавтоматической сварки Pulse — импульсный режим сварки Root — сварка короткой «холодной» дугой R-Pipe — сварка корневых швов и деталей с увеличенным зазором с формированием обратного валика JetArc — режим сварки концентрированной динамичной длинной дугой с глубоким проникновением, возможность формирования обратного валика шва DAC-MD (Direct Arc Control Modulation) — сварка с контролем коротких замыканий и импульсной модуляцией тока Root-MD — сварка с применением импульсной модуляции тока для корневых швов Особенность комплектации EVOMIG PRO Al! Режим сварки корневых швов ROOT M.D. Функция прямого управления дугой DAC Импульсные программы для сталей Импульсные программы для алюминиевых сплавов Для сварки двутавровой балки целесообразнее применять автоматическую сварку под флюсом, но производство будет дорогим, поэтому применяем СО2 плавящимся электродом, смотреть таблицу - , она предназначена для сварки всех швов от 1 до 30 мм. Полуавтомат инверторного типа отличается надежным исполнением и обеспечивает ровный сварной шов. Относится к силовой технике бытового класса. Сварочный Шланг-пакет 5m для полуавтоматической сварки  Рисунок 4 - Сварочные кабели Горелка для полуавтоматической сварки позволяет непрерывно производить сварку продолжительное время и одновременно защищать сварочный шов Горелка сварочная для полуавтомата ПТК MP 24 Технические характеристики: - Угол изгиба гусака - 45°; - Сварочный ток при ПВ 60% в смеси газов - 170 А; - Тип охлаждения - воздушное; - Диаметр сварочной проволоки - 0.8 - 1.2 мм; - Длина кабеля горелки - 3 м; - Вес - 2.1 кг.  Рисунок 5 – Сварочная горелка Сварочная экипировка. Защитная экипировка сварщика включает в себя костюм из особой ткани, ботинки, перчатки, защитную маску. Таким образом, абсолютно все части тела оказываются закрыты от искр и брызг расплавленного металла. Все элементы костюма должны быть удобными и легкими, не ограничивающими движений и обзора. Костюмы для сварщиков (смотреть рисунок 6) изготавливаются из плотной ткани — парусины или брезента, а также из некоторых видов кожи. Материал пропитывается специальным огнезащитным составом; такие изделия имеют маркировку «Тр» и выдерживают прожигание в течение минимум 50 секунд (время, определенное требованиями ГОСТа).  Рисунок 6 - Костюм сварщика Перчатки и краги для сварки изготавливаются примерно по той же технологии, что и костюмы. Помимо выше обозначенных материалов, для них также широко применяется спилок — особым образом выделанная кожа крупного рогатого скота. Этот материал с нанесенным на его поверхность огнестойким акриловым покрытием считается наиболее подходящим для изготовления защитных перчаток.  Рисунок 7 - Краги для сварки Главный элемент сварочной экипировки - защитная маска для лица. Она защищает не только от искр и брызг расплавленного металла, но также от вредного для глаз излучения.  Рисунок 8 - Aurora Хамелеон SUN9 MAX EXPERT 20266 Маска сварщика Aurora Хамелеон SUN9 MAX EXPERT 20266 применяется при всех типах сварки: MMA, MIG-MAG, TIG, TIG PULSE, а так же для сварки на малых токах TIG AC/DC от 3А (AC) и 5А при работе с DC током. Имеет уникальный светофильтр EXPERT с двумя режимами регулировки степени затемненности: DIN 4-DIN 8 (для сварки на малых токах) и DIN 9 - DIN 13 (для стандартных сварочных задач). Использование дополнительных средств защиты. Увеличенный размер щитка позволяет устанавливать маску на строительную каску или использовать респиратор. Быстрая регулировка. Предусмотрена возможность плавной регулировки времени открытия светофильтра по окончании процесса сварки от 0.2 до 1 сек. Удобство. Благодаря мягкой налобной подкладке можно легко подогнать щиток под нужные параметры, сделав свою работу максимально удобной. Технические характеристики: размер экрана, мм – 100х73; регулировка затемнения – нет; материал – полиэтилен; тип светофильтра – хамелеон; тип питания - солнечная батарея +1 литиевая сменная батарейка. Универсальный шаблон сварщика УШС-3 Универсальный шаблон сварщика УШС-3 предназначен для контроля элементов разделки под сварной шов, электродов и элементов сварного соединения (смотреть рисунок 9). Шаблон УШС-3 позволяет проводить контроль глубины раковин, забоин, превышения кромок, глубины разделки стыка до корневого слоя, высоту усиления шва, контроль зазора, притупления шва, ширины сварного шва, углов скоса кромок, а также диаметров электродов. Шаблон УШС-3 выпускается согласно технических требований ГОСТ 15150. Для его изготовления применяется качественная инструментальная сталь, а все детали имеют износостойкое антикоррозионное покрытие. В результате инструменту гарантируется работоспособность и точность даже после 10000 измерительных циклов. Шаблон сварщика УШС-3 входит в состав большинства комплектов ВИК. 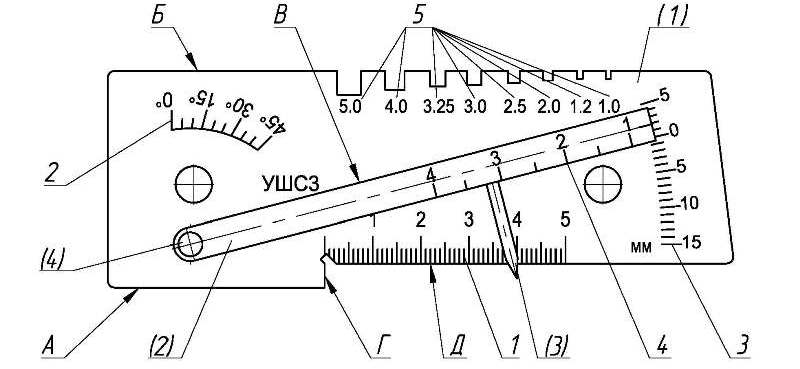 Рисунок 9 - Универсальный шаблон сварщика УШС-3 Шлакоотбойный молоток (смотреть рисунок 10). Специальный инструмент, необходимый каждому сварщику. В процессе сварки поверхность шва покрывается коркой – застывшим шлаком, который образуется при ручной дуговой сварке покрытыми электродами и при автоматической сварке под флюсом. Кроме этого, иногда формируется окалина – продукт окисления железа при его нагревании. Основная функция молотка сварщика – удаление шлака.  Рисунок 10 – Молоток шлакоотделитель Металлическая щётка. Эффективно зачищает сварной швов, удаляет окалину, заусенцы.  Рисунок 11 - Металлическая щётка. УШМ с насадками для резки и зачистки металла (если металлической щёткой провести зачистку затруднительно). Характеристики: Тип питания от сети Макс. диаметр диска 230 мм Потребляемая мощность 2300 Вт Макс. частота вращения диска 6000 об/мин Длина 239 мм Ширина 239 мм Высота 239 мм Вес 5 кг  Рисунок 12 - УШМ Вихрь. Магнитный угол- надежно удерживает металлические детали на своем месте. 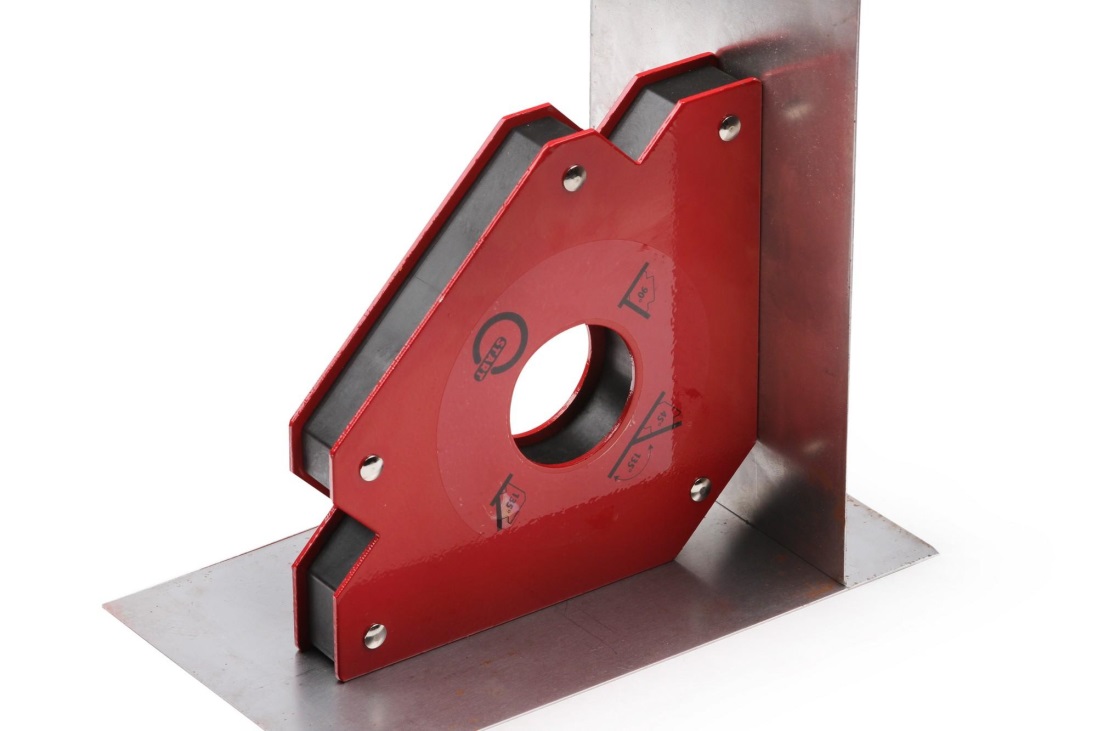 Рисунок 13 - Сварочный уголок. Чертилка - позволяет выцарапать на металле необходимое изображение.  Рисунок 14 - Чертилка. Редуктор - позволяет точно регулировать давлении углекислоты или иного газа, подаваемого на полуавтомат. Регулируют его не только в плане понижения или повышения, но и в плане стабилизации. Редукторный блок на сварочном посту содержит: клапаны впуска и выпуска; камеры с регулировочными мембранами; уплотнительные элементы; верхние и управляющие пружины; штуцеры для подсоединения; наружный корпус; манометры; вентиль, обеспечивающий ручное открытие или закрытие магистрали.  Рисунок 15 - Углекислотный редуктор. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||