пр29. 11 Сборка неразъемных соединений
 Скачать 355.17 Kb. Скачать 355.17 Kb.
|

|
11.1. Сборка неразъемных соединений При запрессовке небольших деталей в тяжелые корпусные детали (особенно в труднодоступных местах) необходимо применять домкраты с ручным (рис. 11.1, а) или пневматическим приводом, или использовать специальные гидравлические (рис. 11.1, б) либо винтовые (рис. 11.1, в) приспособления, обеспечивающие плавность и надежность запрессовки. Помимо запрессовки для получения соединений с гарантированным натягов применяют метод термического воздействия на одну или обе детали соединения, нагревая охватывающую и охлаждая охватываемую деталь. В зависимости от требуемого натяга температура нагрева колеблется от 75 до 400 °С. При автоматической сборке нагрев деталей производится в специальных туннельных печах. Для нагрева деталей типа колец применяют специальные индукционные устройства. Метод глубокого охлаждения, используемый при сборке, имеет ряд преимуществ по сравнению с другими методами получения соединений с гарантированным натягом: обеспечивается высокая прочность соединения деталей; уменьшается деформация запрессовываемой детали; отсутствуют задиры, образующиеся при Запрессовке на прессе, и коробление, возникающее при нагреве охватывающей детали; увеличивается производительность труда. 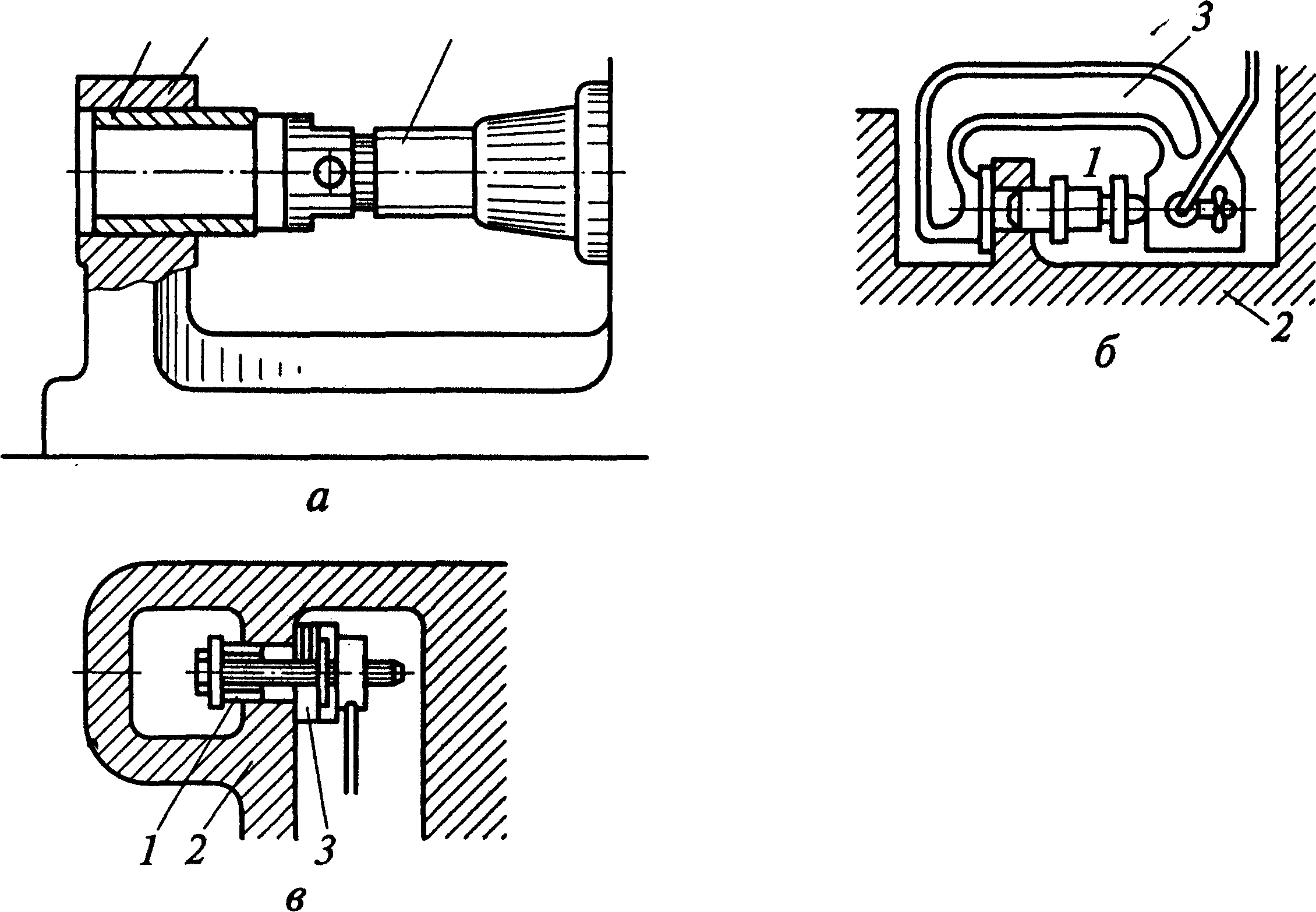 Рис. 11.1. Способы запрессовки деталей: а — ручным домкратом; б, в — домкратом с гидравлическим и винтовым приспособлениями; 1 — запрессовываемая деталь; 2 — корпус; 3 — домкрат Для глубокого охлаждения деталей используют жидкий азот (температура -195,6 °С) или твердую углекислоту (температура -78,5 °С). Жидкий кислород и жидкий воздух для этого непригодны, так как взрывоопасны. Клепка — это процесс соединения двух или нескольких деталей с помощью заклепок. Этот вид соединения относится к группе неразъемных соединений, так как разъединить склепанные детали можно только путем разрушения заклепки. Заклепочные соединения широко применяют при изготовлении металлических конструкций мостов, ферм, рам, балок, а также в котлостроении, самолете- и судостроении и др. Процесс клепки состоит из следующих основных операций: • образование отверстия под заклепку в соединяемых деталях сверлением или пробивкой; • зенкование гнезда под закладную годовку заклепки (при потайной клепке); • вставка заклепки в отверстие; • образование замыкающей головки заклепки, т.е. собственно клепка. Клепку подразделяют на холодную (выполняемую без нагрева заклепок) и горячую (перед постановкой на место стержень заклепки нагревают до 1000 °С). При выполнении слесарных работ обычно применяют холодную клепку (например, в самолетостроении). Горячую клепку выполняют, как правило, в специализированных цехах. Преимущество горячей клепки заключается в том, что стержень заклепки лучше заполняет отверстие в склепываемых деталях, и при охлаждении заклепка лучше стягивает их. Заклепка — это цилиндрический металлический стержень с головкой определенной формы. Головка заклепки, высаженная заранее, т. е. изготовленная вместе со стержнем, называется закладной, а образующаяся во время клепки из части стержня, выступающего над поверхностью склепываемых деталей, — замыкающей. Образование замыкающей головки может происходить при быстром (ударная клепка) и медленном (прессовая клепка) действии сил. По форме головок различают следующие заклепки: с полукруглой высокой головкой (рис. 11.2, а) (диаметр стержня от 1 до 36 мм, длина — от 2 до 180 мм); с полукруглой низкой головкой (рис. 11.2, б) со стержнем диметром от 1 до 10 мм и длиной от 4 до 80 мм; с плоской головкой (рис. 11.2, в, слева) со стержнем диаметром от 2 до 36 мм и длиной от 4 до 180 мм (рис. 11.2, в, справа); с потайной головкой (рис. 11.2, г) со стержнем диаметром от 1 до 36 мм и длиной от 2 до 180 мм и с полупотайной головкой (рис. 11.2, д) со стержнем диаметром от 2 до 36 мм и длиной от 3 до 210 мм; взрывные (рис. 11.2, е). Рис. 11.2. Виды заклепок: 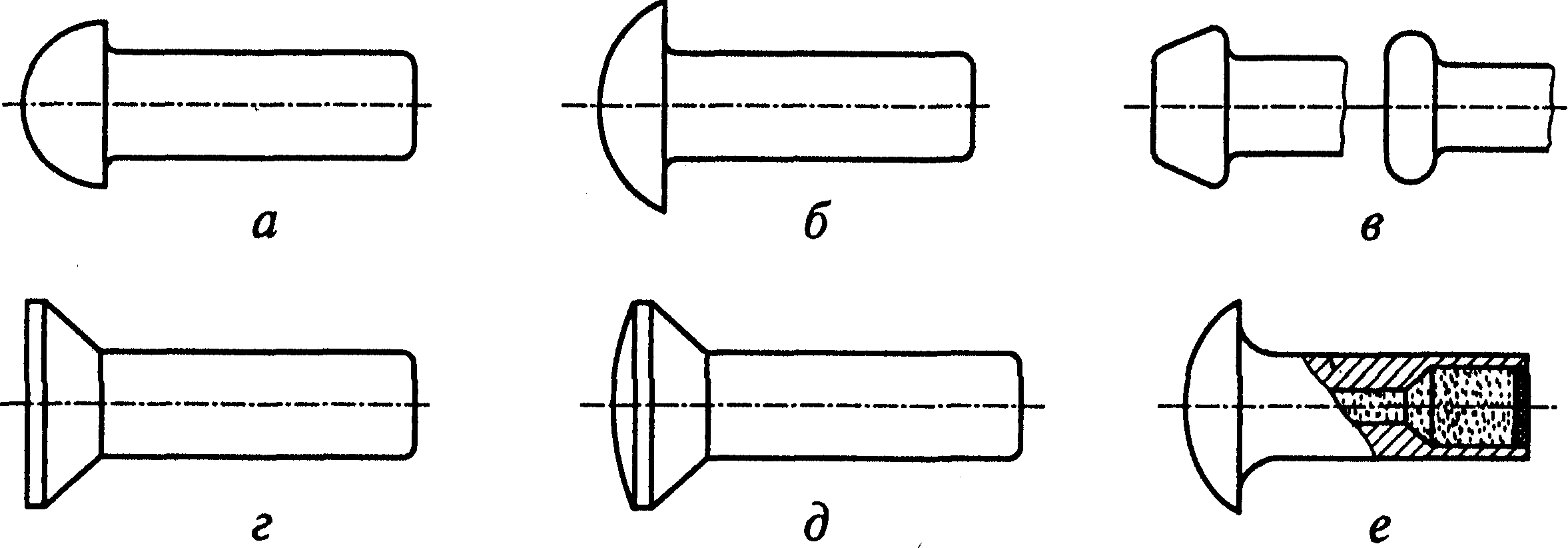 а — с полукруглой высокой головкой; б — с полукруглой низкой головкой; в — с плоской головкой; г — с потайной головкой; д — с полупотайной головкой; е —взрывная двухкамерная Заклепки изготавливают из материалов, обладающих хорошей пластичностью: сталей Ст2; СтЗ; 10; 15, меди М3; МТ, латуни Л63, алюминиевых сплавов АМг5П; Д18; АД1, для ответственных соединений — из легированной стали 9Г2; Х189Т. Заклепки, как правило, должны быть из того же материала, что и соединяемые детали; в противном случае возможно появление коррозии и разрушение места соединения. Заклепки взрывные имеют в конце стержня углубление (камеру), заполненное взрывчатым веществом, которое защищено от проникновения атмосферной влаги слоем лака. Взрывные заклепки изготавливают диаметром 3,5; 4; 5 и 6 мм из проволоки марки Д18П. Длина стержня взрывных заклепок — от 6 до 20 мм, толщина склепываемого пакета — от 1,6 до 15 мм. Место соединения деталей заклепками называют заклепочным швом (рис. 11.3). В зависимости от характеристики и назначения заклепочного соединения различают прочные, плотные и прочноплотные заклепочные швы. Прочный шов, состоящий из нескольких рядов заклепок, применяют для получения соединений повышенной прочности (балки, колонны, мосты и другие металлические конструкции). Плотный шов применяют для получения герметичной конструкции, рассчитанной на небольшие нагрузки, и выполняют холодной клепкой. Для достижения необходимой герметичности шва используют различные прокладки (из бумаги, ткани, пропитанные олифой или суриком) или подчеканку шва. Плотные швы применяют при изготовлении резервуаров, не подвергающихся высоким давлениям (открытые баки для жидкости). н 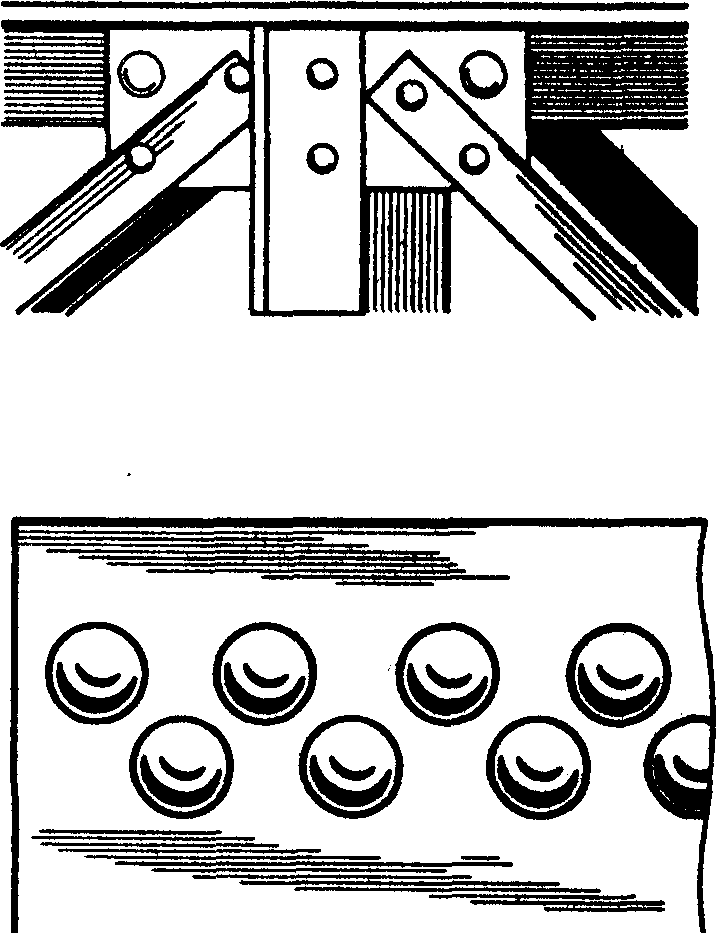 Рис. 11.3. Внешний вид заклепочных швов Прочноплотный шов применяют для получения прочного и непроницаемого для пара, газа, воды и других жидкостей соединения (например, при изготовлении паровых котлов и различных резервуаров, работающих под высоким внутренним давлением). Прочноплотные швы выполняют горячей клепкой (с помощью клепальных машин) с последующей подчеканкой головок заклепок и кромок листов. Заклепочные швы подразделяют на одно-, двух- и многорядные, параллельные и шахматные. Различают клепку ручную, механизированную, при которой применяют пневматические клепальные молотки, и машинную, выполняемую на прессах одинарной и групповой клепки. При ручной клепке применяют слесарные молотки с квадратным бойком, поддержки, обжимки, натяжки и чеканки. Массу молотка выбирают в зависимости от диаметра заклепки: j Диаметр заклепки, мм.... 2 2,5 3 3,5 4 5 6...8 | Масса молотка, г 100 100 200 200 400 400 500 | Поддержки служат опорой при расклепывании стержня заклепок. Форма и размеры поддержек зависят от конструкции склепываемых деталей и диаметра стержня заклепки, а также от выбран- ; ? ного метода клепки (прямой или обратный). Масса поддержки дол- 1 жна быть в 3—5 раз больше массы молотка. Обжимки служат для придания замыкающей головке заклепки после осадки требуемой формы. На одном конце обжимки имеется углубление по форме головки заклепки. Натяжку — бородок с отверстием на конце — используют для осаживания листов. Чеканку — слесарное зубило с плоской рабочей поверхностью — применяют для создания герметичного заклепочного шва обжатием (подчеканкой) замыкающей головки и края листа. Независимо от применяемых инструментов и приспособлений склепываемые детали располагают таким образом, чтобы заклад- I ные головки заклепок находились сверху. Такое расположение деталей позволяет предварительно устанавливать заклепки. Необходимое число, диаметр и длину заклепок определяют расчетным путем. Длину стержня заклепки выбирают в зависимости от толщины склепываемых листов (пакета) и формы замыкающей головки. Длину стержня заклепки для образования замыкающей потайной головки (рис. 11.4, а) определяют по формуле l = S+ (0,8... 1,2) 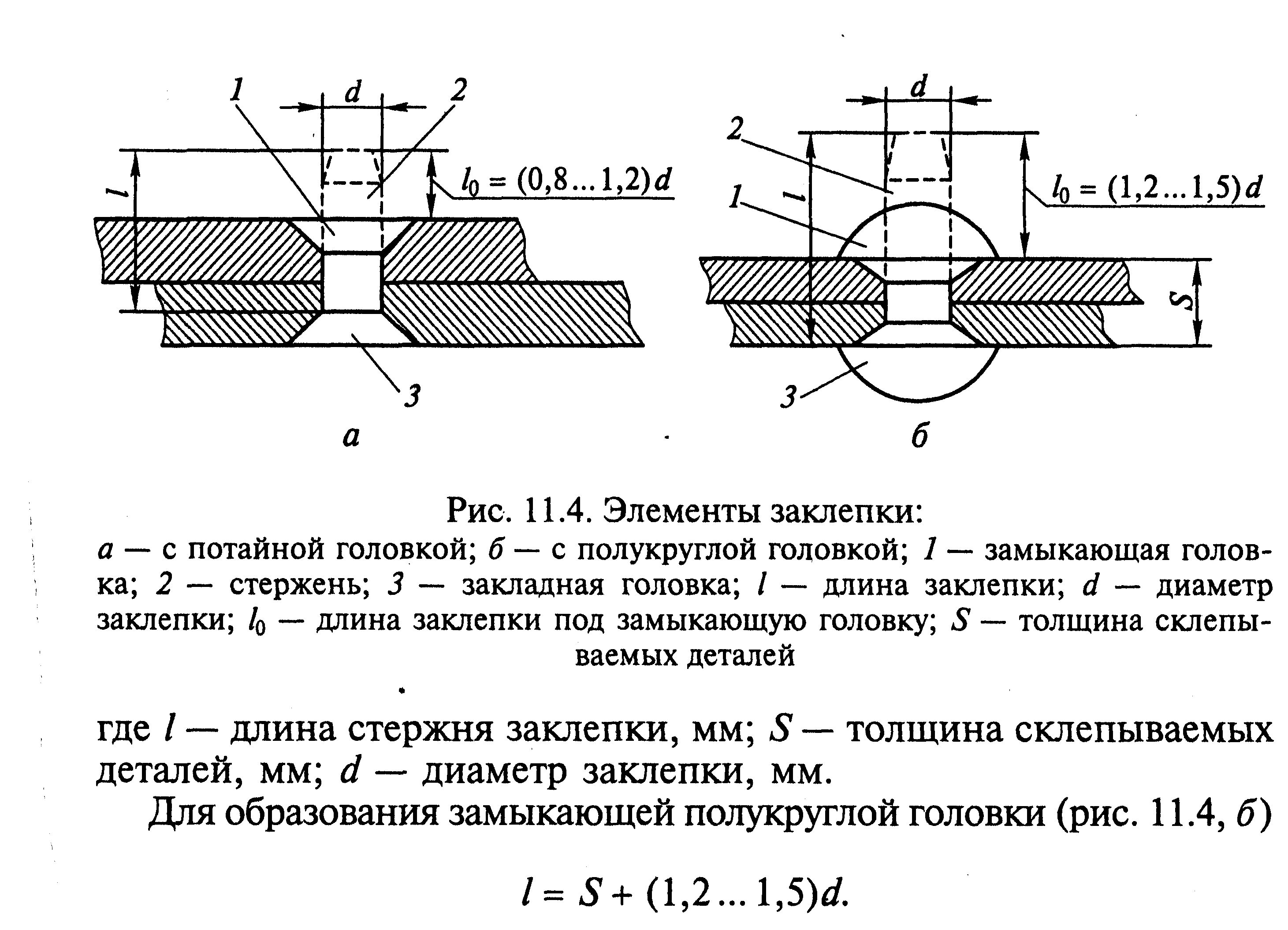 По расчетному значению длины стержня заклепки подбирают ближайшее большее значение из предусмотренных стандартами. Расстояние от центра заклепки до края склепываемых деталей должно составлять 1,5 диаметра заклепки. В зависимости от диаметра заклепки отверстия в склепываемых листах (пакетах) сверлят или пробивают. Диаметр отверстия должен быть больше диаметра заклепки: Диаметр заклепки, мм 2,0 2,3 2,6 3,0 3,5 Диаметр отверстия, мм 2,1 2,4 2,7 3,1 3,6 Диаметр заклепки, мм 4,0 5,0 6,0 7,0 8,0 Диаметр отверстия, мм 4,1 5,2 6,2 7,2 8,2 Большой объем работ по клепке выполняют на специальных клепальных машинах, пневматических и гидравлических прессах. Наиболее распространенные дефекты при клепке и причины их появления приведены в табл. 11.1. Пайка — это метод получения неразъемных соединений металлических деталей с помощью припоев (расплавленных металлов и сплавов). Пайку применяют для получения прочных и герметичных соединений черных и цветных металлов и их сплавов. Благодаря незначительному нагреву соединяемых материалов паяные изделия сохраняют структуру, механические свойства, форму и размеры. Наибольшее распространение в машиностроении получила капиллярная пайка. Температура плавления припоя должна быть на 20... 30 °С ниже температуры плавления соединяемых материалов. Типичные дефекты при клепке и причины их появления
Расплавленный припой, введенный в зазор между деталями (нагретыми до температуры плавления припоя), смачивает их поверхности и проникает в капиллярные трещины, имеющиеся в кристаллических материалах. После охлаждения и затвердевания припой соединяет детали. В процессе пайки осуществляется химическое соединение припоя с материалом деталей. Различают пайку низко- и высокотемпературными припоями. Низкотемпературные припои (к ним относятся оловянно-свинцовистые с температурой плавления до 300 °С) применяют, если не требуется высокая прочность соединений или паяные детали работают при невысокой температуре. Низкотемпературные припои используют при соединении изделий из цинка, меди, медных сплавов, мягкой стали, оцинкованного железа, благородных металлов. Соединения, выполненные такими припоями, имеют низкую коррозионную стойкость. К высокотемпературным относят медно-цинковые и серебряные припои. Соединения, полученные с помощью таких припоев, имеют высокие прочность, температурную и коррозионную Процесс лужения состоит из подготовки поверхности, приготовления полуды и ее нанесения на поверхность. Подготовка поверхности к лужению зависит от требований, предъявляемых к изделиям, и от способа нанесения полуды. Перед покрытием оловом поверхность обрабатывают щетками, а затем шлифуют, обезжиривают и травят. Щетками обычно обрабатывают поверхности, покрытые окалиной или сильно загрязненные. Изделия перед лужением промывают чистой водой. Неровности на изделиях удаляют шлифованием абразивными кругами и шкурками. Химическое обезжиривание поверхностей изделий осуществляют в водном растворе каустической соды (на 1 л воды — 10 г соды). Минеральные масла удаляют бензином, керосином и другими растворителями. Медные, латунные и стальные изделия травят в течение 20...23 мин в 20...30%-ном растворе серной кислоты с подогревом. Лужение - это покрытие поверхности металлических изделий полудой-тонким слоем сплава (сплава олова со свинцом и др.). Лужение осуществляют двумя способами: погружением в полуду (небольшие изделия) и растиранием (большие изделия). Лужение погружением выполняют в чистой металлической посуде, в которой предварительно расплавляют полуду, насыпая на ее поверхность маленькие кусочки древесного угля для предохранения от окисления. В расплавленную полуду медленно погружают изделия и держат до прогрева, затем вынимают и быстро встряхивают. Излишки полуды снимают, протирая паклей, обсыпанной порошкообразным нашатырем. Затем изделие промывают в воде и сушат в древесных опилках. Лужение растиранием выполняют, предварительно нанеся на очищенное место волосяной щеткой или паклей хлористый цинк, а затем равномерно нагревают поверхность изделия до температуры плавления полуды. По окончании лужения охладившееся изделие протирают влажным песком, промывают водой и сушат. Клеевое соединение — это неразъемное соединение деталей машин, строительных конструкций и других изделий с помощью клеев. Соединения, полученные склеиванием, обладают достаточной герметичностью, водомаслостойкостью, высокой стойкостью к вибрационным и ударным нагрузкам. Склеивание во многих случаях может заменить пайку, клепку, сварку, посадку с натягом. К недостаткам клеевых соединений относятся незначительная теплостойкость (при температуре выше +90 °С их прочность резко снижается), склонность к ползучести при длительном воздействии больших статических нагрузок, длительные сроки сушки, необходимость нагрева для получения стойких и герметичных соединений, низкая прочность на сдвиг и др. 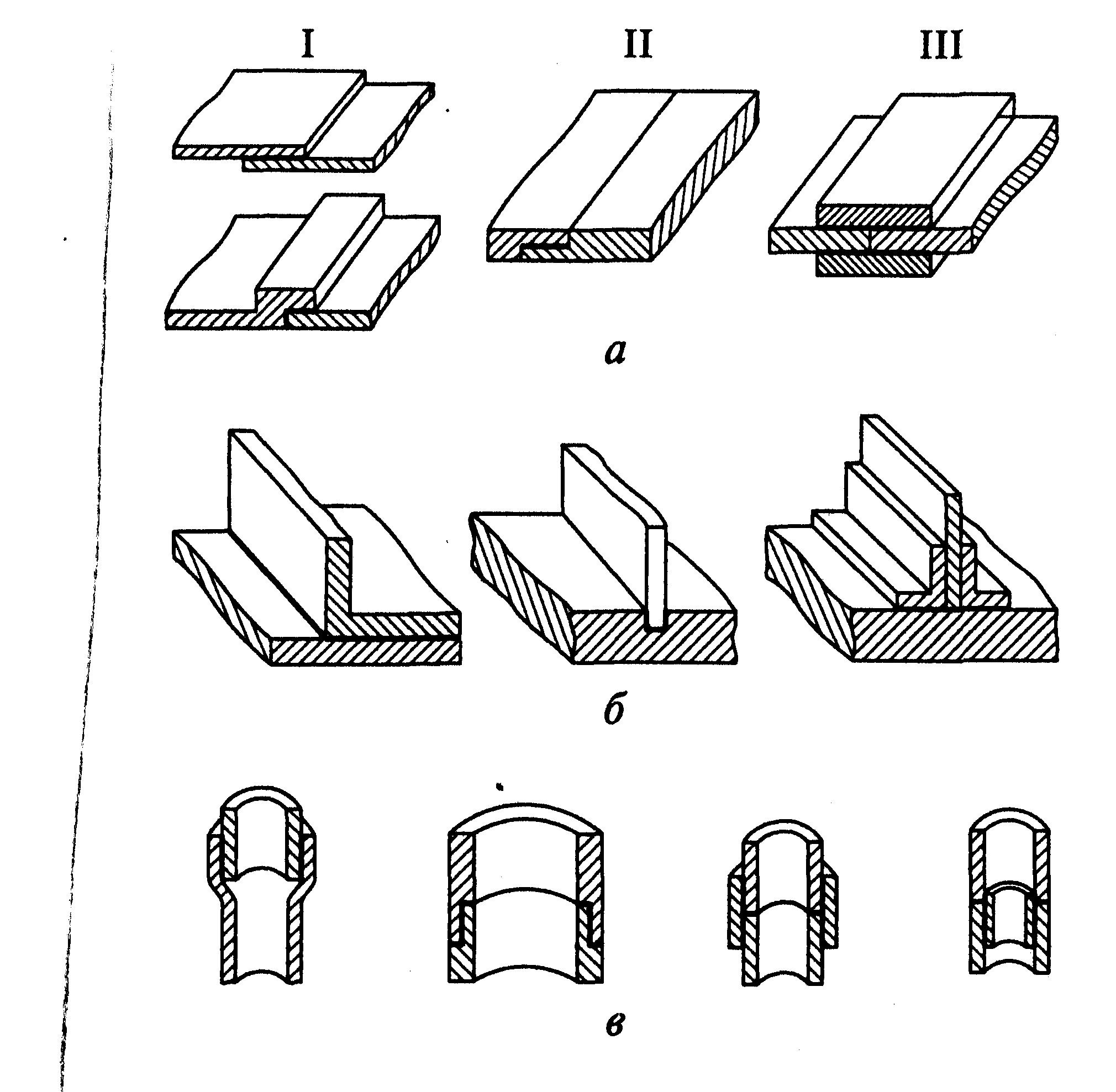 Рис. 11.5. Рекомендуемые конструктивные формы клеевых соединений: а — плоскостные; б — тавровые; в — цилиндрические; I — нахлесточные соединения, II — врезные (шпунтовые), III — стыковые Надежное соединение деталей малой толщины, как правило, возможно только склеиванием. Чаще всего применяют соединения внахлестку и встык с помощью планки, втулки и т.п. Наиболее распространенные клеевые соединения показаны на рис. 11.5, а—в. Универсальный клей БФ-2 и его разновидности применяют для склеивания металлов, стекла, фарфора, бакелита, текстолита и других материалов, а также для заделки трещин в неответственных местах чугунных корпусов, упрочнения неподвижных сопряжений, крепления накладок на дисках муфт сцепления и др. Механическая прочность клея сохраняется при нагреве до температуры не более 80 °С. Клей БФ-2 бензо- и маслостоек, является хорошим диэлектриком, защищает склеенные поверхности от коррозии, но огнеопасен; его хранят в закупоренной посуде, не допуская попадания воды. На подготовленные поверхности соединяемых деталей наносят тонкий слой клея БФ-2, подсушивают до отлипания при температуре 20...60°С в течение 50...60 мин. Далее наносят второй слой клея, вновь подсушивают, затем — третий слой и после этого соединяют склеиваемые детали и сушат при температуре 140... 150°С в течение 30...60 мин при давлении 1...2 МПа (10...20 кгс/см2). Клеи БФ-4 и БФ-6 используют для получения эластичного шва (на деталях из тканей, резины, фетра). Они имеют небольшую механическую прочность по сравнению с другими клеями. Клей ВС-ЮТ применяют для склеивания деталей, длительное время работающих при температуре до 300 °С. Он обладает высокой механической прочностью и стойкостью. Склеенное этим клеем соединение не подвержено действию керосина, смазочных масел и воды. Использование эпоксидных клеев, затвердевающих при температуре 18...20°С, устраняет необходимость тепловой обработки склеиваемых деталей. Для приготовления эпоксидных клеевых составов в эпоксидные смолы (ЭД-5; ЭД-6; ЭД-40) добавляют отвердитель — полиэтиленполиамин (примерно 10 масс.ч. на 100 масс.ч. эпоксидной смолы), дибутилфталат (10... 15 масс.ч. на 100 масс.ч. эпоксидной смолы) и наполнитель, в качестве которого используют алюминиевую или бронзовую пудру, стальной или чугунный порошок, портландцемент, сажу, стекловолокно и т.д. Наполнители увеличивают вязкость эпоксидного состава и повышают прочность клеевого соединения. Термостойкие клеи применяют для склеивания деталей из различных металлов, работающих в условиях высоких температур и вибраций. Клей ВК-32-200 применяют для склеивания деталей из металлов и неметаллических материалов, работающих непрерывно до 300 ч при 200 °С и до 20 ч при 300 °С. Клей наносят в два слоя: первый слой выдерживают 15...20 мин при 20°С, второй слой — 15...20 мин при 20 °С и 90 мин при 65°С, после чего соединяют склеиваемые детали. Технологический процесс клеевого соединения деталей независимо рт их конструкции, разнообразия склеиваемых материалов и марок клеев состоит из следующих этапов: • подготовка поверхностей к склеиванию (взаимная подгонка, очистка от пыли и жира и придание необходимой шероховатости); • нанесение клея кистью, шпателем, пульверизатором; • выдержка после нанесения клея (время выдержки в зависимости от сортов клея и материала склеиваемых деталей колеблется от 5 мин до 30 ч и более); • затвердевание клея (используют печи с обогревом газом, горелки, установки с электронагревателями, установки ТВЧ и др.); j температурный режим колеблется от 25 до 250 °С и выше; ] • контроль качества клеевых соединений. 11.2. Сборка под сварку Сварка — это процесс соединения металлических деталей с использованием сил молекулярного сцепления, происходящий при сильном местном нагреве соединяемых деталей до расплавления 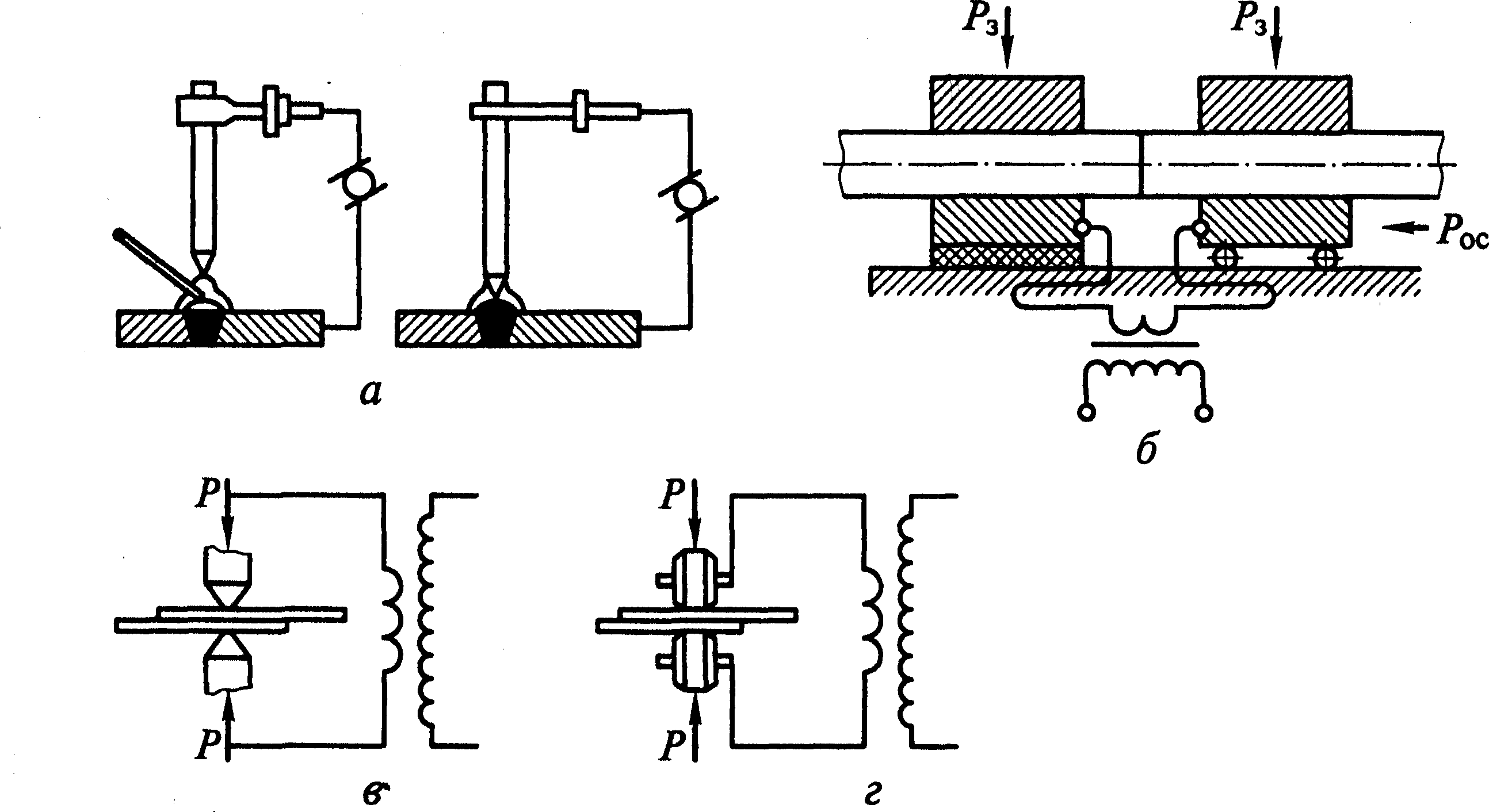 Рис. 11.6. Схемы основных видов сварки: а — дуговая; б — стыковая; в — точечная; г — шовная; Р — усилие прижима электродов; Р, — усилие закрепления головки; Рос — осевое усилие. (сварка плавлением) или пластического состояния с одновременным применением механического воздействия (сварка давлением). Затвердевший после сварки металл, соединяющий свариваемые детали, называют сварным швом. Сварные соединения имеют преимущества, обеспечивающие их широкое применение в машиностроении. К ним относятся существенная экономия металла; значительное снижение трудоемкости процесса изготовления корпусных деталей; возможность изготовления конструкций сложной формы из отдельных деталей, полученных ковкой, прокаткой, штамповкой. К недостаткам сварных соединений относятся появление остаточных напряжений по окончании процесса сварки; коробление деталей в процессе сварки; плохое восприятие знакопеременных нагрузок, особенно вибраций; сложность и трудоемкость контроля. Из всего разнообразия методов сварки в сборочных работах применяют ручную дуговую сварку плавящимся электродом, стыковую, шовную и точечную сварку. При ручной дуговой сварке (рис. 11.6, а) кромки соединяемых деталей расплавляют электрической (вольтовой) дугой, образующейся между электродом и свариваемым металлом. Перемещение электрода вдоль шва осуществляют вручную. При сварке плавящимся электродом последний, расплавляясь, служит дополнительным материалом, заполняющим сварной шов. Стыковая, точечная и шовная сварка (рис. 11.6, б— г) — это разновидности контактной сварки. Шовную и точечную сварку применяют для соединения тонкостенных деталей. 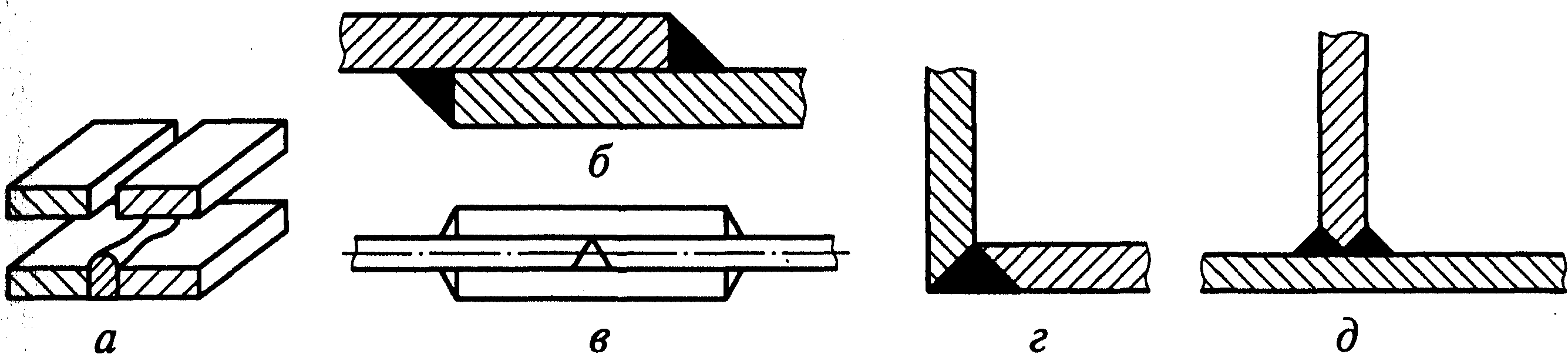 Рис. 11.7. Сварные швы: а — стыковой; 6 — нахлесточный; в — с накладками; г — угловой; д — тавровый В зависимости от взаимного расположения соединяемых деталей различают стыковые, нахлесточные, с накладками, угловые и тавровые сварные швы (рис. 11.7, а—д). Из всех видов сварных соединений наиболее распространенными являются соединения со стыковыми швами. В зависимости от формы подготовленных кромок на деталях различают V-, X- и К-образные стыковые швы (рис. 11.8). По характеру выполнения эти швы могут бьггь односторонними с подваркой с другой стороны, односторонними со стальными приваренными или медными съемными прокладками с другой стороны, двусторонними. Угловые швы различают в зависимости от формы подготовленных кромок: без скоса кромок, со скосом одной кромки, со скосом двух кромок. По характеру выполнения они могут быть одно- и двусторонними. При сборке соединений перед сваркой необходимо правильно установить и закрепить составляющие детали. С этой целью применяют различные сборочные приспособления — переносные и стационарные. Рис. 11.8. Типы стыковых швов и их условные обозначения 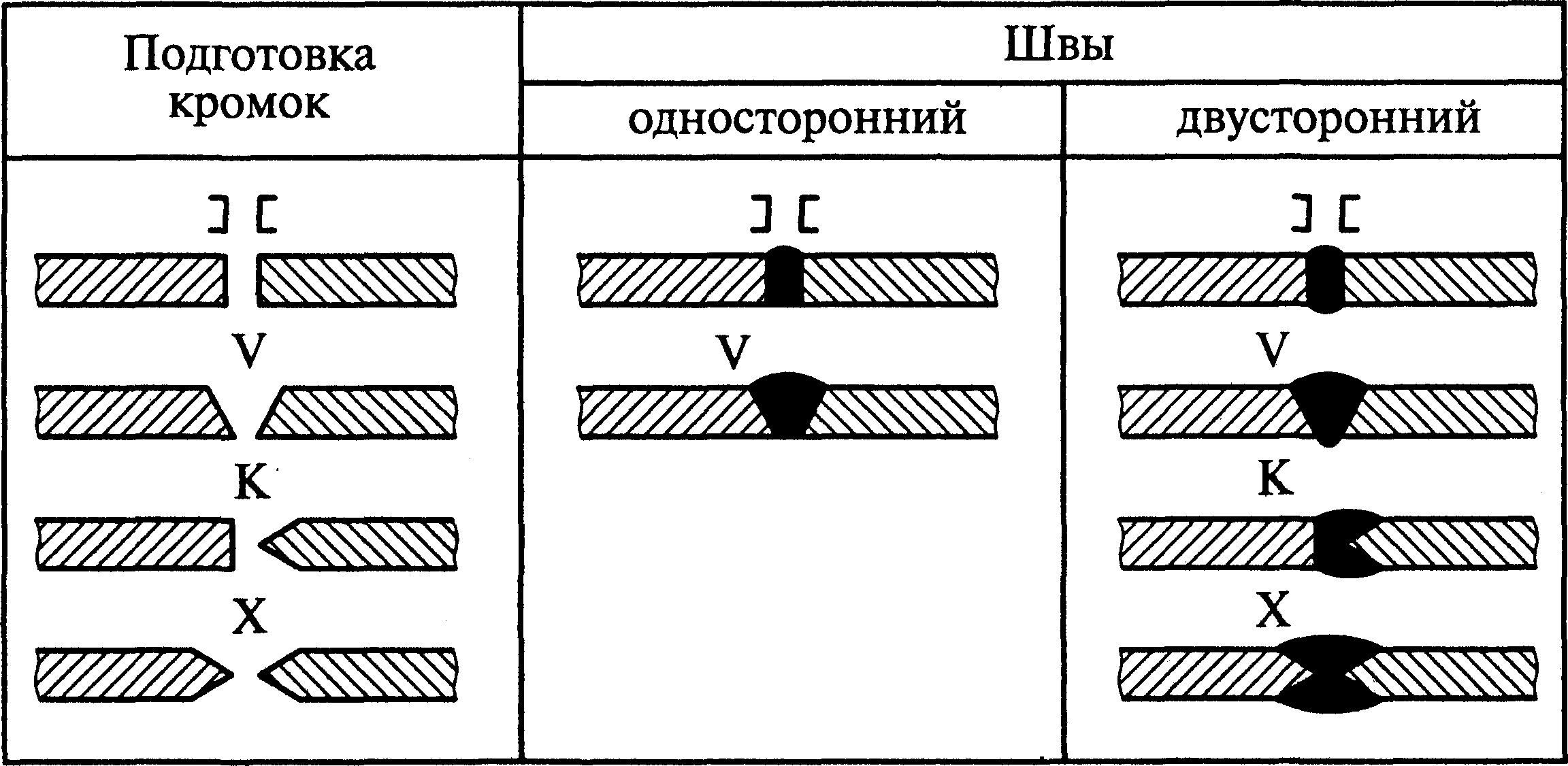 Переносные сборочные приспособления, к которым относятся струбцины, стяжки, распорки, сборочные кольца, домкраты, приспособления с магнитами и др., применяют, как правило, в условиях мелкосерийного или единичного производства. Струбцины (рис. 11.9, а) используют для соединения двух (или более) деталей между собой или для установки и закрепления деталей в определенном положении. Стяжки обеспечивают правильное взаимное расположение кромок соединяемых деталей. Винтовая стяжка (рис. 11.9, б) состоит из двух винтовых струбцин 1 и 3, соединенных винтами 2 и 4, каждый из которых имеет правую и левую резьбу. Струбцины закрепляют на кромках соединяемых деталей, после чего винтом 4 выравнивают кромки, а винтом 2 стягивают детали соединения для обеспечения необходимого при сварке зазора.\ 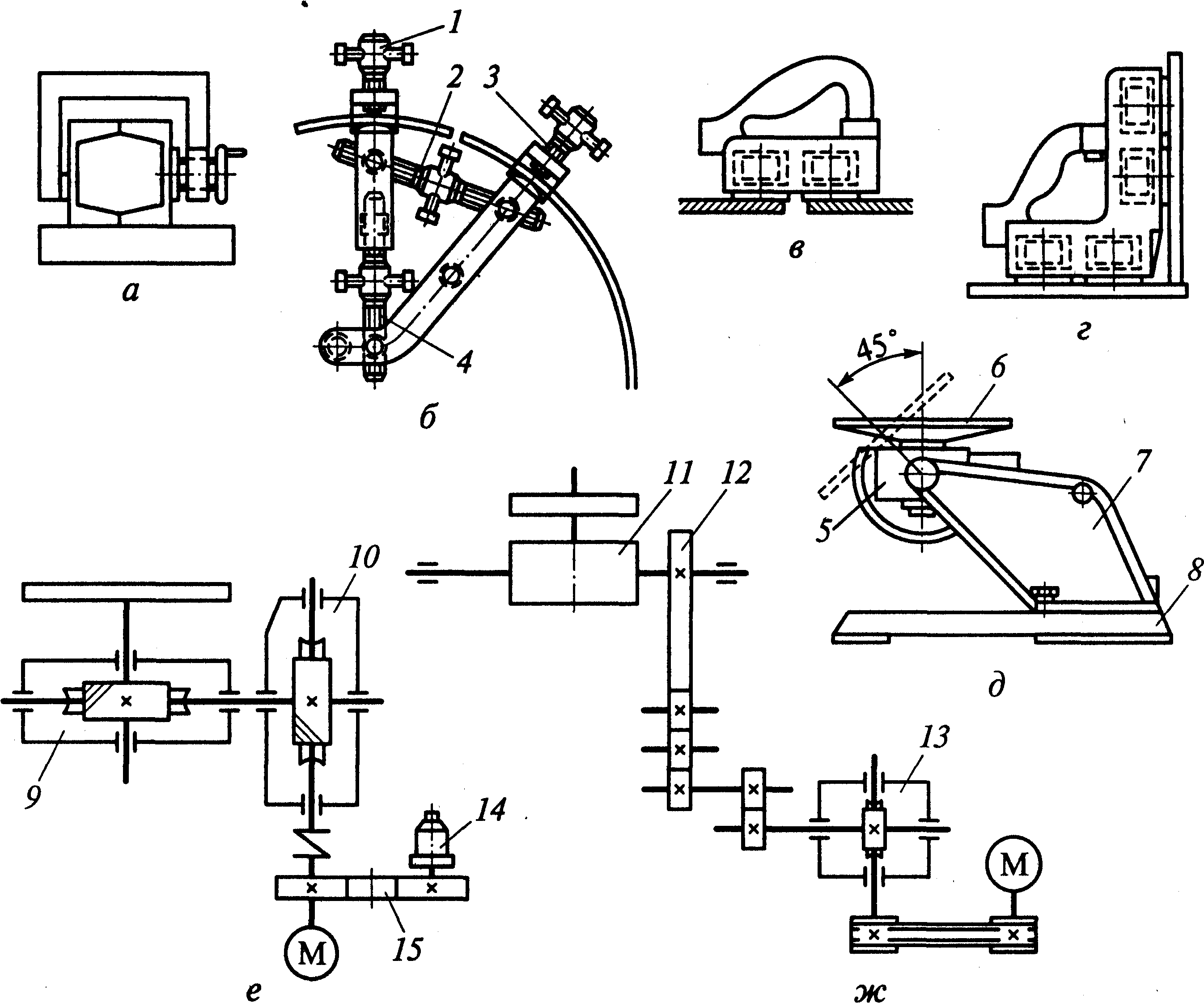 Рис. 11.9. Переносные сборочные приспособления для фиксации изделия при сварке: а — струбцина; б — винтовая стяжка; в, г — магнитные фиксаторы соответственно для фиксации зазора и сборки угловых и стыковых соединений; д — манипулятор; е, ж — кинематические схемы механизмов вращения и наклона манипулятора; 7, 3 — винтовые струбцины; 2, 4 — винты; 5, 11 — поворотные столы; 6 — планшайба; 7 — корпус; 8 — опора; 9, 10, 13 — червячные редукторы; 12 — зубчатый сектор; 14 — тахогенератор; 15 — зубчатые колеса; М — двигатель Электромагнитные фиксаторы используют для выравнивания кромок при стыковой сварке и фиксации зазоров между кромками свариваемых деталей (рис. 11.9, в), а также для сборки перед сваркой деталей угловых и стыковых соединений (рис. 11.9, г). Для установки свариваемых изделий в удобное для сварки положение применяют различное оборудование, в том числе манипуляторы. К стационарным сборочным приспособлениям относится манипулятор (рис. 11.9, д), состоящий из корпуса 7, установленного на опорах 8, поворотного стола 5 с планшайбой 6 и механизма вращения. Внутри корпуса находится механизм наклона. Кинематические схемы механизмов вращения и наклона манипулятора показаны на рис. 11.9, е, ж. Механизм вращения приводится в движение от асинхронного электродвигателя М, который связан через зубчатые колеса 15 и червячные редукторы 9 и 10 с тахоге-нератором 14. Механизм наклона также приводится в движение от электродвигателя М через ременную передачу, червячный редуктор 13 и зубчатый сектор 12, который поворачивает стол 11 манипулятора на заданный угол. В крайних положениях механизм наклона отключается автоматически с помощью конечных выключателей. Контрольные вопросы 1. Перечислите виды неподвижных неразъемных соединений. 2. Назовите особенности сборки неподвижных неразъемных соединений. 3. Как осуществляют соединения клепкой и пайкой? 4. Какие существуют виды сварочных соединений? 5. Как осуществляют сборку под сварку? |