колонна К-14. Дипломная работа к-14. При сварке пластическим деформированием соединение деталей достигается путем совместной пластической деформации осадки металла соединяемых частей в месте их соприкосновения (по кромке или по плоскости)
 Скачать 0.92 Mb. Скачать 0.92 Mb.
|

 Введение Сваркой называют технологический процесс, в результате которого достигается неразъемное—сварное соединение деталей из металлов и их сплавов и других материалов, например пластмасс и стекла, или разнородных материалов, например, стекла и металла. Способностью свариваться обладают все металлы, образовывающие растворы и смеси эвтектического или не эвтектического состава. Соединение при сварке осуществляется за счет межатомного взаимодействия путем сцепления (связи) атомов. Для того чтобы произошло сцепление между атомами, необходимо ряд атомов металла одной соединяемой детали приблизить к ряду атомов металла другой детали на расстояние равное параметру кристаллической решетки металла соединяемых частей. При таком сближении внешние электроны атомов соединяемых деталей образуют общую (коллективную) электронную систему, за счет чего и достигается сварка. Сближению атомов мешает неровность поверхностей соединяемых деталей и наличие загрязнений в виде окислов, органических пленок и адсорбированных газов. В соответствии с методом, применяемым для устранения этих препятствий и обеспечения необходимого для сварки сближения атомов, все существующие сварочные процессы (а их насчитывается более 60), можно отнести к двум основным группам: к группе способов сварки пластическим деформированием (давлением) и к группе способов сварки плавлением. При сварке пластическим деформированием соединение деталей достигается путем совместной пластической деформации — осадки металла соединяемых частей в месте их соприкосновения (по кромке или по плоскости). При сварке плавлением соединение деталей осуществляется за счет расплавления металла свариваемых элементов — основного металла по кромкам в месте их соприкосновения или основного и дополнительного металлов и смачивания твердого металла жидким. Расплавленный металл свариваемых деталей самопроизвольно (спонтанно) без приложения внешнего усилия сливается между собой или с дополнительным металлом, образуя общую так называемую сварочную ванну. При этом достигается разрушение пленок, покрывающих поверхность соединяемых элементов, и сближение атомов металла свариваемых деталей до расстояния, при котором возникают металлические связи. Межатомному сцеплению способствует повышенная подвижность атомов, обусловленная высокой температурой сварочной ванны. По мере удаления источника нагрева происходит затвердевание— кристаллизация металла сварочной ванны и превращение ее в шов, соединяющий детали в одно целое. Кристаллизация металла шва начинается от частично оплавленных зерен основного металла. Металл шва при всех видах сварки плавлением имеет литую структуру. Цели и задачи дипломной работы: Целью дипломной работы является разработка технологии сборки и сварки колонны К-14. Исходя из цели, рассмотрены следующие задачи: Выбрать способ сварки и сварочные материалы; Произвести расчеты параметров режимов сварки; Выполнить подбор и компоновку основного и вспомогательного оборудования; Выбрать способы контроля качества для соединений конструкции колонна К-14; Выполнить экономическое обоснование проектируемого варианта производства колонны. Общая часть 1.1 Назначение конструкции Колонны К – 14 представляют собой вертикально расположенные стержневые элементы, по которым нагрузка от вышележащих конструкций передаётся на фундамент. В них различают: верхнюю часть - оголовок, на который опирается вышележащая, конструкция; стержень - основная часть колонны, передающая нагрузку сверху вниз, и базу - нижнюю часть колонны, передающую нагрузку от стержня на фундамент. Оголовок колонны служит опорой для вышележащих конструкций (оборудование для полуавтоматов) и распределяет сосредоточенную нагрузку на колонну равномерно по сечению стержня. База колоны служит для распределения сосредоточенного давления от стержня колонны равномерно по площади опирания и обеспечивает закрепление нижнего конца колонны в соответствии с принятой расчетной схемой. Стержень - основная часть колонны передающая нагрузку сверху вниз. Стержни колонны бывают постоянного, переменного и ступенчатого сечения, по высоте сечения стержня колонны могут быть сплошными и сквозными (решетчатыми), состоящими из отдельных ветвей, соединенными раскосами или планками. Сплошные и сквозные колонны со стержнем постоянного сечения наиболее распространены при центральном сжатии. Сплошные колонны применяют при больших нагрузках и небольших высотах, сквозные, наоборот, — при меньших нагрузках и больших высотах. Особенность внецентренно-сжатых колонн — воздействие на них одновременно продольной силы и изгибающего момента. Вследствие этого их сечения (в отличие от центрально-сжатых колонн) принимают более развитыми в плоскости действия момента (увеличивают высоту сечения) и часто несимметричными, так как от действия момента одна сторона сечения догружается, а другая — разгружается. Применяются колонны сплошного сечения и сквозные, постоянного сечения по высоте и переменного. Данная конструкция является сплошной колонной переменного по высоте сечения. Колонна изготовлена из стали марки 09Г2С, массой 1420кг. Общая высота составляет 5420мм. Нижняя часть колонны - база шарнирного типа состоит из опорной плиты, толщина которой 30мм. В опорной плите просверлены отверстия диаметром 35мм Верхняя часть оголовок, состоит из плиты толщиной 30мм, с приваренными к ней косынками. Конструктивной особенностью колонны являются: стенка, которая из-за своих больших габаритных размеров имеет продольные и поперечные стыковые швы, одна из полок колонны установлена под наклоном относительно опорной плиты базы колонны, ее толщина составляет 25мм. В верхней части колонны наклонная полка стыкуется с фланцем, толщиной 37мм, в котором просверлены отверстия диаметром 30мм. Другая полка колонны толщиной 16мм установлена перпендикулярно опорной плиты. В полке просверлены 4 отверстия диаметром 23мм. На полках и стенке установлены элементы оформления из уголков и пластин с отверстиями, с обоих сторон стенки установлены поперечные ребра жесткости Поясные швы ствола колонны выполняются автоматической сваркой под слоем флюса по ГОСТ 8713-79*, все остальные сварные швы – механизированной сваркой в защитном газе по ГОСТ 14771-76** * ГОСТ 8713-79 «Сварка под флюсом». ** ГОСТ 14771-76 «Дуговая сварка в защитном газе». 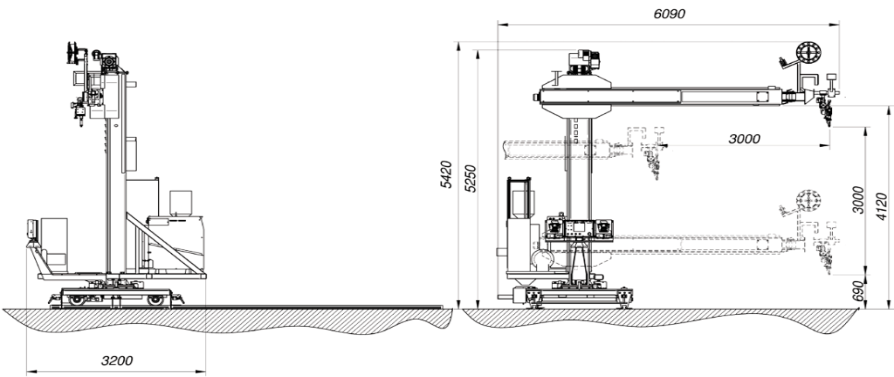 Рисунок 1 - Общий вид колонны К - 14 1- полки колонны, 2- стенка, 3- опорная плита базы колонны, 4- оголовок; 5- элементы оформления; 6- фланец 1.2. Характеристика и обоснование выбора основного металла Для изготовления конструкции применяется низкоуглеродистая низколегированная сталь марки 09Г2С-12 по ГОСТ 19281- 89* К низкоуглеродистым конструкционным относятся, стали, в которых содержится до 0,25 % углерода. Кроме того, в них присутствуют постоянные примеси, их количество обычно не превышает 0,8 % Мn; 0,35 % Si; 0,04 % Р; 0,05 % S, а также некоторого остаточного водорода и азота. Определение эквивалента углерода:  (1) Cэ  Вывод: в ходе вычислений выяснилось, что сталь, марки 09Г2С относится к первой группе свариваемости. Данный показатель означает, что данная сталь полностью подходит для сварки конструкции колона. Также сталь имеет повышенную прочность, текучесть, низкий порог хладноломкости, более высокую по сравнению с углеродистыми сталями коррозионную стойкость, хорошо сваривается без ограничений в широком диапазоне режимов сварки. * ГОСТ 19281- 89«Прокат из стали повышенной прочности. Общие технические условия». К низколегированным относятся, стали, легированные одним или несколькими элементами, если содержание каждого из них не превышает 2 % а суммарное количество легирующих не превышает 5 %. Низколегированные стали, применяемые для изготовления сварных конструкций, делятся на низколегированные, низко и среднеуглеродистые, низколегированные теплоустойчивые. Сталь 09Г2С имеет повышенную прочность, текучесть, низкий порог хладноломкости, более высокую по сравнению с углеродистыми сталями коррозионную стойкость, хорошо сваривается без ограничений в широком диапазоне режимов сварки. Таблица 1- Химический состав стали 09Г2С в процентах
Таблица 2 - Механические свойства стали 09Г2С
Вывод: По итогу изучения химических и механических свойств стали 09Г2С, можно прийти к выводу, что она полностью соответствует для сборки и сварки конструкции колонны. 2. Технологическая часть 2.1 Технические условия на изготовление сварной конструкции Технические условия изготовления сварной конструкции предусматривают технические условия на основные материалы, сварочные материалы, а также требования, предъявляемые к заготовкам под сборку и сварку, к сварке и к контролю качества сварки. В качестве основных материалов, применяемых для изготовления ответственных сварных конструкций, работающих при динамических нагрузках должны применяться легированные стали по ГОСТ 19281-89* Соответствие всех сварочных материалов требованиям стандартов должно подтверждаться сертификатом заводов-поставщиков, а при отсутствии сертификата - данными испытаний лабораторий завода. Оборудование: Сварочный полуавтомат Выбор материала сварного узла / производится с учётом обеспечения прочности и жёсткости при наименьших затратах на его изготовление, с учётом экономии металла, гарантирование условий хорошей свариваемости при минимальном разупрочнении и /снижении пластичности в зонах сварных соединений, обеспечения надёжности эксплуатации при заданных нагрузках переменных температурах. * ГОСТ 19281-89 «Прокат из стали. Повышенной прочности». 2.2 Основные положения на сборку и сварку конструкций по ГОСТ Настоящий стандарт распространяется на стационарные колонны для сварочных полуавтоматов общего применения (далее — колонны), предназначенные для установки и перемещения в зоне выполнения сварки подающего механизма сварочного полуавтомата и мотков сварочной проволоки. Колонны следует изготовлять двух типов: 1 — без наклона консоли; 2 — с наклоном консоли. Колонны типов 1 и 2 следует изготовлять следующих исполнений: - с постоянным вылетом консоли и постоянным расстоянием до стойки колонны площадки для подающего механизма; - с постоянным вылетом консоли и регулируемым расстоянием до стойки колонны площадки для подающего механизма; - с регулируемым вылетом консода и постоянным относительно нее положением площадки для подающего механизма; - с регулируемым вылетом консоли и регулируемым относительно нее положением площадки для подающего механизма; - с шарнирно-сочлененной консолью. Колонны типа 1 следует изготовлять в зависимости от высоты консоли: с регулируемой высотой консоли; с постоянной высотой консоли. Колонны типа 1 допускается изготовлять более чем с одной консолью. Для колонн с механизированными приводами скорость подъема, опускания и горизонтального движения консоли должна быть не менее 0,016 м/с; скорость поворота и наклона консоли — не менее 0,2 рад/с. В колоннах с регулируемой высотой консоли наименьшая высота от пола до площадки для подающего механизма должна быть не более 1600 мм. Наибольший угол наклона консоли колонны типа 2 должен быть не менее 40° относительно горизонта. Угол поворота консоли в горизонтальной плоскости должен быть не менее 270°. Грузоподъемность колонны при установке одного подающего механизма должна быть 100 кг. При установке более одного подающего механизма грузоподъемность определяют расчетом. Усилие при ручном изменении положения консоли должно быть не более 200 Н. 2.3 Выбор и обоснование методов сборки и сварки Сборку Н - образного сечения балки следует производить на специальном кондукторе, который обеспечивает достаточную точность сборки. Кондуктор состоит из рамы с рельсами, по которым передвигается портал. На портале установлены два вертикальных пневмоприжима, один из которых передвижной, другой - неподвижный. На портале находится каретка с подвижным горизонтальным пневмоприжимом, с другой стороны портала установлен неподвижный горизонтальный пневмоприжим. На раме кондуктора установлены две направляющих балки. Одна из направляющих балок передвижная, другая – неподвижная. 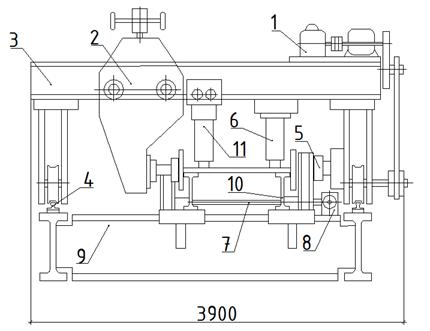 Рисунок 1 – кондуктор 1 – электродвигатель; 2 – каретка с подвижным горизонтальным поршнем; 3 – портал; 4 – рельс; 5 – неподвижный горизонтальный поршень; 6 – неподвижный вертикальный порщень; 7 – регулирующие винты; 8 – редуктор; 9 – рамка кондуктора; 10 – опорная балка; 11 – передвижной вертикальный поршень. На опорные балки кондуктора с помощью крана и листозахватов, выкладывают лист стенки. После этого устанавливают пояса и выравнивают торцы собираемого элемента. Портал с прижимами перемещаем на сборочный элемент, включаем вертикальные пневмоприжимы и прижимаем лист стенки к опорным балкам. Затем включаем горизонтальные пневмоприжимы, подвигая пояса к стенке. В местах поджатия проверяют перпендикулярность поясов относительно стенки, стальным угольником и ставят прихватки. Для сохранения прямого угла между поясами и стенкой по концам элемента устанавливают распорки из уголка или швеллера. Полуавтоматическая сварка 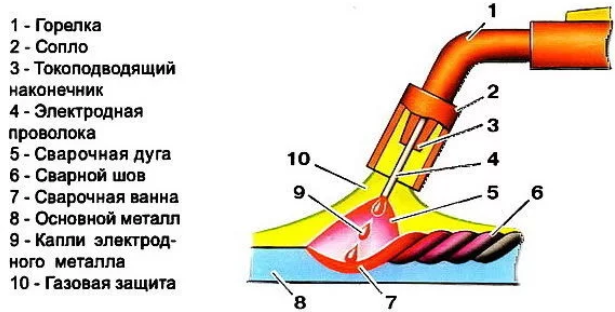 Рисунок ? – полуавтоматическая сварка Рисунок ? – полуавтоматическая сваркаПолуавтоматическая сварка – процесс сварки, при котором электродная проволока подается с постоянной скоростью в зону сварки и одновременно в эту же зону поступает углекислый газ, аргон или другой газ, который обеспечивает защиту расплавленного или нагретого электродного и основного металлов от вредного воздействия окружающего воздуха. Для сварки конструкции применяется автоматическая сварка 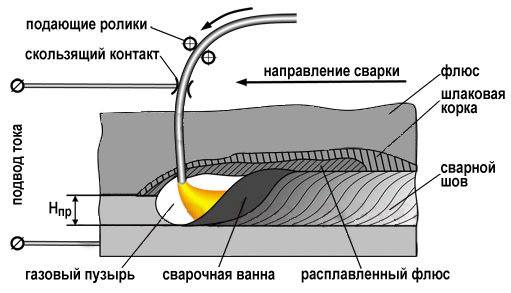 Рисунок ? – автоматическая сварка Автоматическая сварка – дуговая сварка проволокой под слоем флюса с механизированными операциями подачи проволоки и перемещения дуги вдоль линии шва. Проволока подается в зону сварки с помощью подающих роликов. Подвод тока к проволоке осуществляется скользящим контактом. Плотный слой флюса, высыпаемый из бункера во время движения сварочного автомата, обеспечивает эффективную защиту расплавленного металла сварочной ванны от взаимодействия с воздухом. Дуга горит в газовом пузыре, который образуется парами и газами флюса и расплавленного металла. В результате металлургического взаимодействия шлака и расплавленного металла и кристаллизации металла сварочной ванны формируется шов с необходимым химическим составом и механическими свойствами. На поверхности шва располагается легко отделяемая шлаковая корка из затвердевшего флюса. Вывод: для данной конструкции была выбрана автоматическая сварка так как, она обеспечивает повышенную производительность, минимальные потери электродного металла (не более 2%), максимально надежную защиту зоны сварки и малые затраты на подготовку кадров. 2.4 Выбор сварочного оборудования, технологической оснастки, инструмента Заготовительное оборудования Выбор заготовительного оборудования производится с учётом типа производства, марки и толщины материала, конструкции, технологии изготовления и назначения заготовок. Заготовительное оборудование должно обеспечивать высокую производительность и по возможности иметь небольшие габариты. Для производства заготовительных операций при изготовлении колонны требуется следующее оборудование. Металл в цех обработки должен подаваться выправленным. Правка листовой стали осуществляется на листоправильных вальцах, деформации швеллеров и двутавров устраняются на горизонтальных правильно-гибочных прессах, а угловой стали- на углоправильных вальцах. Основными параметрами вальцов являются максимальная ширина и толщина листа, который может быть выправлен на вальцах. Для большинства типов вальцов, применяемых на заводах металлоконструкций, предельная ширина листа 2000-3200 мм, что вполне достаточно для правки листового проката, применяемого для изготовления листовых деталей стальных конструкций. Важным параметром является количество валков, которых может быть 5, 7, 9, 11, 13. Для правки листовой стали толщиной от 6 до 25 мм, обычно применяются семивалковые вальцы. Правка листовой стали на вальцах заключается в том, что деформированный лист закладывается в зазор между верхним и нижними цилиндрическими валками, расположенными в шахматном порядке.  Рисунок 2 – Машина листоправильная МЛЧ - 1725  Рисунок 3 – Схема расположения листоправильных валков Зазор между верхними и нижними валками устанавливается несколько меньше толщины выправляемого листа. При движении листа многократно изгибается, и в нем появляются упругопластические или пластические деформации, которые растягивают лист и устраняют его неровности. Нижние рабочие валки приводятся в движение электродвигателя через редуктор. Верхние валки вращаются за счет трения с листовой сталью и перемещаются в вертикальном направлении электродвигателем через передаточный механизм. Два верхних валка перемещаются вертикально независимо друг от друга и средних рабочих валков. Высота подъема верхних валков контролируется по указателю высоты подъема: определяется зазор между верхними и нижними валками, размер которого определяется выправляемого листа и пределом текучести стали. Таблица 3 - Технические характеристики листоправильного станка W43G-40х2500 [3]
Для рубки мелких деталей используем ножницы листовые кривошипные НА3223 Ножницы листовые кривошипные НА3223 предназначены для прямолинейной резки листовых материалов. Ножницы используются в заготовительных цехах предприятий машиностроения, судостроения и других отраслей промышленности, а так же предприятиями малого и среднего бизнеса. Таблица 5 Технические характеристики ножниц гильотинных НА3223
Для выполнения отверстий в деталях используем сверлийный станок 2А55 На станке можно производить сверление в сплошном материале, рассверливание, зенкерование, развертывание, подрезку торцов в обоих направлениях, нарезку резьбы метчиками и другие подобные операции. Применение приспособлений и специального инструмента значительно повышает производительность станка и расширяет круг возможных операций, позволяя производить на нем сверление квадратных отверстий, выточку внутренних канавок, вырезку круглых пластин из листа и т.д. При соответствующей оснастке на станке можно выполнять многие операции характерные для расточных станков. Таблица 6 - Техническая характеристика сверлильного станка 2А55
Фрезерование ствола колонны производят на торцефрезерном станке. Торцефрезерные станки предназначены для обработки кромок и плоскостей деталей, торцов деталей из профильного проката, сварных двутавровых стержней и опорных плоскостей конструкций. Наибольшее распространение на заводах металлоконструкций имеют одностоечные торцефрезерные станки ТФС-3 и ТФС-4 с максимальным размером обрабатываемых плоскостей 1200×2100 мм. Основанием станка является станина, представляющая собой сварную конструкцию с двумя плоскими направляющими, по которым перемещается колонна. На столе закреплена плита с Т-образными пазами (на которой устанавливается конструкция для фрезерования). Для перемещения колонны между направляющими станины установлен ходовой винт, который вращается от электродвигателя. По вертикальным направляющим колонны перемещается фрезерная головка от электродвигателя. Вращательное движение шпиндель и торцевая фреза получают от электродвигателя. Станок управляется с рабочей площадки, которая во время работы перемещается вместе с колонной. На торцефрезерных станках работает один фрезеровщик. Для установки и закрепления деталей торцефрезерные станки оснащают столами с механизированными и пневматическими прижимами, установленными на бетонных основаниях с выверенной поверхностью. Для предотвращения перекоса обрабатываемой поверхности на столах устанавливают боковые упоры. Рабочим режущим инструментом торцефрезерных станков являются торцевые фрезы, закрепленные в шпинделе станка, имеющие вставные режущие ножи из быстрорежущей стали Р-18 или твердых сплавов ВК-3 или Т5К10. При вращении фреза совершает прямолинейное движение вдоль обрабатываемой вертикальной поверхности и снимает ножами стружку постоянного сечения. Таблица 7 - Технические характеристики одностоечного торцефрезерного станка типа «ТСФ-4» 3
Выбор сварочных автоматов Для автоматической сварки под флюсом стыковых и поясных швов используем подвесной сварочный автомат А-184, который по сравнению с другими автоматами является современным и позволяет использовать системы автоматического регулирования сварочного инструмента Автомат представляет собой сварочную головку с флюсовой аппаратурой обеспечивающей равномерную подачу флюса из бункера в зону сварки и отсос нерасплавленной части флюса обратно в бункер. Таблица 8 - Технические характеристики сварочного автомата А-184
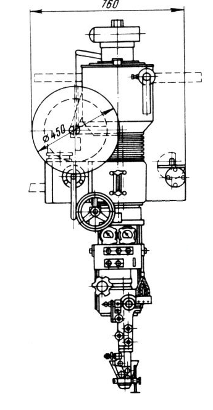 Рисунок 4 - Подвесной сварочный автомат А-184 Выбор сварочных полуавтоматов Для механизированной сварки в среде защитного газа следует применять полуавтомат DECAMIG 7350 [4]. Полуавтомат предназначен для сварки деталей из низкоуглеродистых и низколегированных сталей и алюминия в среде защитных газов. Отличительные особенности сварочного полуавтомата •Двухтактный режим цикла сварки •Четырёхтактный режим цикла сварки •Электрозаклепочный режим цикла сварки: дает возможность сварки двух листов металла внахлест (сварными точками), когда доступ имеется только с одной стороны •Автоматическая “растяжка дуги”: уменьшает прилипание сварочной проволоки к сварочной ванне или к рабочей части электрода, автоматическая настройка к скорости сварочной проволоки •Автоматический “горячий старт”: снижает начальную скорость подачи проволоки. Это дает возможность плавного поджига сварочной дуги (возможность настройки внутри установки) • Переключатель вкл/выкл отключает установку без последующей настройки режимов; • Защита от перегрузки • Оснащен цифровым ампервольтметром. Технические характеристики сварочного полуавтомата • Номинальный сварочный ток – 220/380 А • Диапазон регулирования сварочного тока – 20-300 А • Потребляемая мощность – 8,5 кВА • Диаметр сварочной проволоки 0,8 -2мм • Габариты – 850х460х1350 мм • Масса – 106,0 + 25,0 кг  Рисунок 5 – Сварочный полуавтомат DECAMIG 7350 Вспомогательное сварочное оборудование Сварку поясных швов балки производят положение «в лодочку», для чего применяем кантователь, при помощи которого можно производить кантовку двутавровой балки без помощи крана. Для приварки оформления балки, используют этот же кантователь, что дает возможность выполнения угловых вертикальных швов в нижнем положении, тем самым упрощая механизированную сварку в среде защитного газа. Кантователь предназначен для поворота балочных конструкций при сборке и сварке. Установка и закрепление свариваемого изделия в кантователе осуществляется при помощи крана. 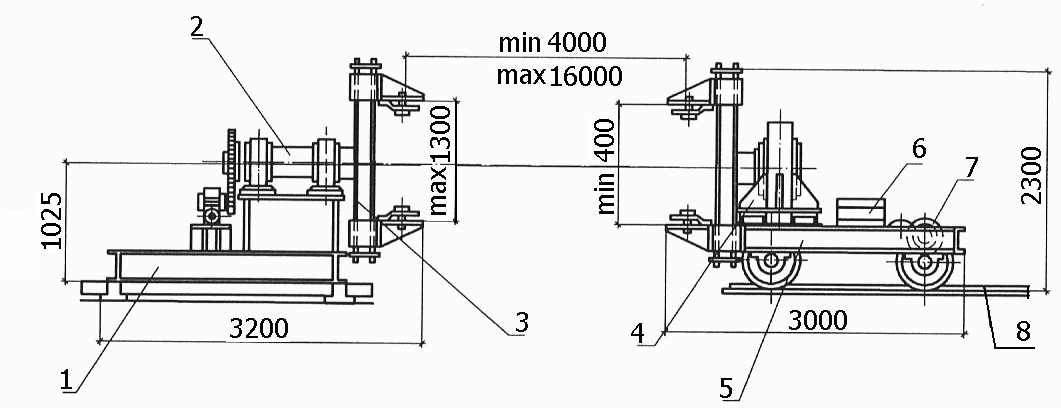 Рисунок 8 - Кантователь двух стоечный Рисунок 8 - Кантователь двух стоечный1 – опорная рама; 2 - вал; 3 - траверса; 4 - подвижная опора; 5 - тележка; 6 - контрольный груз; 7 - электромотор; 8 - рельс Таблица 11 – Технические характеристики двухстоечного кантователя
При автоматической сварки под флюсом используется подвесной сварочный автомат А-184, который установлен на глагольную тележку ГТ-1. Тележки предназначены для перемещения несамоходных сварочных аппаратов А, АБ, А-184 и других при сварке прямолинейных и кольцевых швов. Тележки ГТ-1 и ГТ-2 состоят из платформы, стойки, каретки, консоли и трех электроприводов — передвижения тележки, вертикального и горизонтального перемещения консоли. Тележка перемещается на катках электродвигателем через редуктор, зубчатую и червячную передачи, установленные на платформе колонны. Тележка может перемещаться с рабочей и маршевой скоростями. Тележка ГТ-2 в отличие от тележки ГТ-1 может поворачиваться на 360° на основании. Для закрепления стойки в основании имеется фрикционный зажим . Прямолинейные швы сваривают при перемещении тележек по рельсовому пути с рабочей скоростью. Кольцевые швы сваривают при неподвижной тележке и вращении изделия на вращателе, манипуляторе или роликовом стенде с рабочей скоростью сварки. 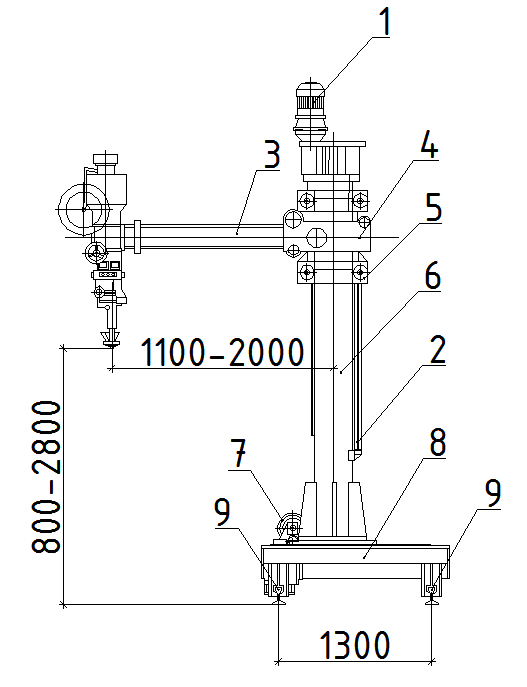 Рисунок 10 – Тележка глагольная ГТ-1 1- электродвигатель; 2- ходовой винт; 3- консоль; 4- направляющая; 5- каретка; 6- стойка; 7- электродвигатель механизма передвижения тележки; 8- платформа; 9- рельс; Таблица 12 - Технические характеристики тележки глагольной ГТ-1
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||