Диплом сварщика. Диплом сварка. Диплом Введение
 Скачать 412.73 Kb. Скачать 412.73 Kb.
|

 Диплом 1.Введение Сварка, для выполнения которой применяется зажженная электрическая дуга, является наиболее распространенным способом соединения металлов. Электродуговая сварка, отличающаяся исключительной универсальностью, сегодня успешно применяется практически повсеместно. Электродуговую сварку выполняют с обязательным использованием источника большого тока, который при этом отличается невысоким напряжением. Такое напряжение одновременно подается как на сварочный электрод (один контакт), так и на свариваемую заготовку (второй контакт). В результате взаимодействия заготовки и электрода между ними образуется электрическая дуга, именно за счет нее и происходит плавление кромок соединяемых деталей. Использование такой дуги, которая и необходима для преобразования энергии электрического тока в тепловую, позволяет получать в зоне электродуговой сварки температуру порядка 5000 градусов, которой вполне достаточно для того, чтобы расплавить любые из известных человечеству металлов. Технология электродуговой сварки предполагает одновременное плавление металла электрода и соединяемых деталей, за счет которых и формируется так называемая сварочная ванна. Именно в данной ванне и протекают все процессы, характерные для сварки: металл электрода взаимодействует с металлом соединяемых деталей, образуется шлак, который поднимается на поверхность расплавленной сварочной ванны и формирует защитную пленку. 2. Основная часть 2.1 Характеристика изделия, назначение и область применение Обечайка – это, своего рода, заготовка для создания конических или же цилиндрических конструкций. Она изготавливается из листового металла и затем, с помощью сварки, соединяется противоположными краями, образуя резервуар, трубу или обод без торцов.  Рисунок 1 – Обечайка Элемент обечайки: днище — листовая конструкция, расположенная с торцов; пояс — отдельный замкнутый элемент; диафрагма — перегородка, полностью или частично перекрывающая поперечное сечение. Обечайки находят применение в машиностроении, ракето-, авиа- и судостроении, химической, нефтегазовой, оборонной промышленности. Использование: прокладка различных коммуникаций; стенки люков; опоры мостов, водоводов, переходов, канализации; дымовые трубы, водосток, вентиляция, газоходы; сварные сосуды (котлы, емкости, баки, резервуары); в машиностроении (ролики, патрубки, барабаны, конические переходы); резонаторы музыкальных инструментов. 2.2 Применяемый материал, его характеристика Для изготовления обечайки использовал материал сталь Ст3. Сталь представляет собой материал, в котором основными элементами становятся железо и углерод, а другие вещества включаются в состав для изменения эксплуатационных качеств или контролируются в определенном диапазоне. Довольно больше распространение получила сталь 3. Она применяется для производства самых различных заготовок. Сталь Ст3 многим известна по трубам, которые применяются при создании систем теплоснабжения. Характеристики стали и ее особенности, к примеру, химический состав определяют не только широкое распространение металла, но и определенные особенности термической обработки.  Рисунок 2 - Сталь Ст3 Содержание Химический состав Каждая категория стали характеризуется своим определенным химическим составом. Он во многом определяет область применения создаваемых заготовок и сложности, которые возникают при термической обработке. Химический состав стали Ст3 делает ее одним из самых распространенных материалов, которые можно встретить на рынке. Без этого металла сложно себе представить современные строительные работы. Ключевыми моментами, которые касаются химического состава, назовем следующее: Как ранее было отмечено, основными химическими элементами являются железо и углерод. Первый элемент имеет концентрацию 97%, углерода всего 0,14-0,22%. Именно углерод определяет показатель твердости и некоторые другие физико-химические свойства структуры. В состав структуры включается относительно небольшое количество легирующих элементов. Основными элементами стали хром и никель, концентрация которых составляет 0,3%. В этой же концентрации в состав включается медь. Химический состав материала включает следующие элементы: железо – 97%; углерод – 0,14-0,22%; никель, медь, хром – каждый не больше 0,3%; марганец - 0,4-0,65%; кремний - 0,05-0,17%; мышьяк менее 0,08%; серы не более 0,05; фосфор менее 0,04%. При большом количестве разновидностей сталей у рассматриваемой жестко контролируется концентрация вредных примесей, которыми являются фосфор и сера. Кроме этого, в состав в большой концентрации входит азот, на который приходится около 0,1 массы. Физические и механические свойства Сталь Ст3, характеристики которой будут рассмотрены подробно, применяется в качестве основы при изготовлении просто огромного количества различных заготовок. Это можно связать с уникальными физическими и механическими свойствами. Механические свойства стали Ст3, которые контролируются при выпуске заготовок, следующие: Временное сопротивление. Предел текучести. Степень изгиба под воздействием большого усилия. Относительное удлинение. Ударная вязкость при определенной температуре. Наиболее важные технические характеристики углеродистой стали 3 следующие: Поверхность имеет твердость 131 МПа. Плотность стали неоднородная, вес также может варьироваться в большом диапазоне. Свариваемость не характеризуется какими-либо ограничениями. К отпускной хрупкости структура не склонна. Расшифровка марок Ст3 Провести расшифровку любой марки можно в соответствии с установленными стандартами и нормативной документации. Обозначение стали по ГОСТ позволяет при расшифровке марок определить основные качества. ГОСТ 380 определяет наличие следующих разновидностей металла: Стоит учитывать, что индексы должны применяться при любой маркировке. Марка материала может расшифровываться следующим образом: СТ – обозначение, которое указывает на обыкновенное качество углеродистой стали. Примером назовем Ст3сп5. 3 – цифра, являющаяся условным номером марки сплава. В зависимости от концентрации углерода могут применяться цифры в пределе о 0 до 6. 2.3 Сварочные материалы, используемые для изготовления обечайки, их краткая характеристика и условное обозначение Для изготовления обечайки использовал сварочные материалы: сварочный трансформатор марка ТДМ -252 и электрод Э46А.  Рисунок 3 - Сварочный трансформатор ТДМ-252 Данное оборудование используется для того, чтобы обеспечить понижение напряжение с того уровня, который подается из сети, как правило, это 220 В или 380, в зависимости от количества фаз, до уровня, который нужен для сваривания. Естественно, что для холостого хода и для различных режимов требуются совершенно различные значения напряжения, поэтому, аппарат имеет регулировку параметров, которая помогает добиться нужного значения. Таким образом, сварочный трансформатор ТДМ является регулируемым источником питания сварочного процесса. При помощи этого трансформатора можно осуществлять сварочный процесс ручной дуговой сваркой различных металлических предметов. Им же может производиться сварка тонкого металла и более толстых заготовок, в зависимости от параметров техники и выбранных режимов. От этого же зависит и необходимость в использовании дополнительных материалов. В данной серии представлено множество моделей, каждая из которых имеет свои особенности. Техника производится согласно ГОСТ 15150-69. Электроды типа Э46А используют для сварки углеродистых сталей при повышенных требованиях к пластичности. Технические характеристики Врем. сопр. разрыву: 46 кгс/мм2 Отн. удлинение: 22% Ударная вязк.: 14 кгс*м/см2 Угол загиба при сварке электродами < 3 мм: 180 градусов Эти сведения относятся к швам без последующей термообработки. Содержание S в наплавке или шве: <=0.04% Содержание P в наплавке или шве: <=0.045% 2.4 Оборудование и принадлежности сварщика, необходимые для изготовления обечайки Работал на специально оборудованном рабочем месте для сварки. Сварочный пост (рисунок 4) состоит из сварочного аппарата - источника питания дуги электрическим током, комплекта сварочных проводов, электрододержателя и собственно самого рабочего места, на котором работает сварщик. При постоянном расположении сварочный пост называют стационарным постом, при переменном - передвижным. 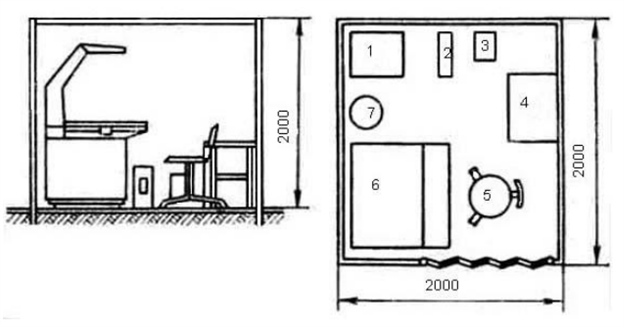 Рисунок 4 - Сварочный пост для ручной дуговой сварки 1 - источник питания; 2 - ящик для электродов; 3 - ящик для инструмента; 4 - стеллажи для деталей и готовых сварных узлов; 5 - стул сварщика; 6 - стол сварщика; 7 - печь для прокалки электродов Пост дуговой сварки постоянного тока включает: - источник питания постоянного тока; - балластный реостат; - амперметр и вольтметр постоянного тока; - сварочные провода; - комплект инструментов сварщика: электрододержатель, маска (щиток), щетка металлическая, зубило-молоток, клеймо сварщика, пенал для электродов. Пост сварки переменного тока отличается источником питания и типом измерительных приборов. Балластный реостат отсутствует. Стационарные сварочные посты размещают в цехах для изготовления сварных строительных конструкций. К посту подают собранную под сварку конструкцию, и при выполнении нескольких сварных швов сварщик передвигается и его рабочее место меняется от шва к шву, а источник питания током и пусковая аппаратура остаются на месте. Передвижение сварщика может быть в пределах длины сварочного кабеля - не более 30 - 40 м; при большей длине растет падение напряжения в сварочной цепи, что препятствует нормальному процессу сварки. При сварке небольших изделий сварочный пост оборудуют в открытой сверху кабине размерами в плане 2000 2000 мм; 2000 3000 мм и высотой не менее 2 м, которую изготавливают из любых несгораемых материалов (тонкие стальные листы, асбестоцементные плиты и т. п.). Вход в кабину делают в виде штор из брезента с огнестойкой пропиткой, а пол - из огнестойких материалов. Между стенками кабины и полом должен быть зазор не менее 50 (обычно 150 - 300) мм для вентиляции. Кабины должны освещаться естественным или искусственным светом (80 - 100 лк), вентилироваться (воздухообмен 40 м3/ч) и иметь местную вентиляцию. В кабине устанавливают металлический сварочный стол высотой 0,5 - 0,6 м (для работы сидя) или 0,9 м (для работы стоя). Вместо стола может быть установлен кантователь, позиционер или другое механическое оборудование, облегчающее поворот изделия для удобства сварки. Сварщику необходим набор инструментов и принадлежностей и он должен быть обеспечен средствами личной защиты и спецодеждой. К инструментам сварщика относятся: 1) Электрододержатель, от которого зависит производительность и безопасность труда. Электрододержатель должен быть лёгким (не более 0,5 кг) и удобным в обращении. 2) Щиток или маска применяется для предохранения глаз и кожи лица сварщика от вредного влияния инфракрасного излучения и брызг металла. 3) Сварочные провода, по которым сварочный ток поступает от сварочного аппарата к месту работы марки ПРГ, АПР, ПРГД, КГ, КОГ и др. с резиновой изоляцией. К принадлежностям сварщика относятся: - стальная щётка, применяемая для зачистки металла от грязи, ржавчины перед сваркой и шлака после сварки; - молоток с заострённым концом для отбивки шлака со сварных швов и для поставки личного клейма; - зубило для вырубки дефектных мест сварного шва. Для замера геометрических размеров швов сварщику выдают набор шаблонов или универсальный шаблон сварщика УШС. Шаблон сварщика универсальный предназначен для контроля элементов разделки под сварной шов, электродов и элементов сварного шва. Обозначение: «Шаблон сварщика универсальный УШС 3 модели 00314 ТУ 3936-050-00221190-99». Основные технические характеристики шаблона: - диапазон измерения глубины дефектов (вмятин, забоин) глубины разделки шва до корневого слоя, превышения кромок (шкала Г), 0 - 15 мм; - диапазон измерения высоты усиления шва (шкала Г), 0 - 5 мм; - диапазон измерения величин притупления и ширины шва (шкала Е), 0 - 50 мм; - диапазон измерения величины зазора (шкала И), 0,5 - 4 мм; - диапазон измерения углов скоса кромок (шкала Д), 0 - 45 град.; - номинальные значения диаметров электродов, измеряемых шаблоном (пазы Ж): 1; 1,2; 2; 2,5; 3; 3,25; 4; 5 мм; - масса (не более), 0,18 кг. 2.5 Технология изготовления обечайки 2.5.1 Подготовка метала под сварку Подготовку материала для изготовления обечайки производил поэтапно. Разметка заготовок обечаек 1 После правки уложить лист на место разметки маркировкой вверх и произвести разметку заготовки обечайки в соответствии с рисунком 7. 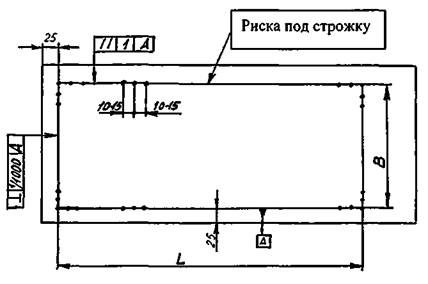 Рисунок 5 - Схема разметки заготовки обечайки, изготавливаемой из одного листа или карты L - длина развертки обечайки; В - длина обечайки Допуски на размеры заготовок и припуски под механическую обработку приведены в таблицах 2 и 3. Таблица 1 - Допустимая кривизна листов. В миллиметрах
Таблица 2 - Допуски на размеры заготовок при разметке В миллиметрах
Таблица 3 - Величина припуска на механическую обработку заготовок В миллиметрах
Механическая резка 1 Резка на гильотинных ножницах должна обеспечивать получение геометрических размеров заготовки в соответствии с требованиями таблиц 5 - 8. Непараллельность и неперпендикулярность обрезаемых кромок допускается в пределах допуска на размер. Таблица 4 - Допуск на размер заготовки при резке на гильотинных ножницах В миллиметрах
Таблица 5 - Допустимая разность диагоналей В миллиметрах
Таблица 6 - Допускаемая величина скоса кромок после механической резки. В миллиметрах
Таблица 7 - Допускаемая величина вырыва В миллиметрах
2 При механической резке двухслойных сталей лист кладется плакированной стороной кверху. Перед резкой рекомендуется очистить ножи от ржавчины и загрязнений, крепить листы необходимо с применением медных или алюминиевых прокладок. 3 При гильотинной резке на кромке реза появляются зоны наклепа, вызывающие при сварке старение стали. Рекомендуется производить обработку огневой резкой, строганием или фрезерованием. Обработка кромок Механическая обработка кромок под сварку должна производиться на кромкострогальных станках и другом оборудовании, обеспечивающем требуемое качество обработки, точность, форму и геометрические параметры разделки. Подготовка кромокОперация необходима для получения требуемой формы кромки, избавления от дефектов, возникших при проведении резки листа. Форма кромок должна отвечать отраслевым стандартам, техническим условиям и требованиям. Методы обработки кромок обечаек под сварку не должны приводить их механическому повреждению. Возможные варианты: Подготовка кромок с применением абразивного круга с зачисткой с двух сторон плоскости листа в зонах разделки кромок и точек будущей сварки, на расстоянии 40 мм от торцов. Зачистка кромок с помощью электрической шлифовальной машины, на плиточном стенде, до абсолютного удаления трещин, ржавчины, окалины. Обработка кромок способом фрезерования проводится с закреплением заготовок на столах фрезерных станков того или иного типа. Инструментами фрезерования служат фрезерные головки и фрезы. Кромки под поперечные швы в днищах и обечайках обрабатывают на токарных и расточных станках. Местная зачистка кромок и небольшой объем работ выполняется с помощью пневмозубила. 2.5.2 Сборка изделий под сварку Сборку обечайки произвожу поэтапно.Собирать под сварку заготовки необходимо на специальных стендах, которые обеспечат точное взаимное расположение деталей и их фиксацию. Выравнивание стыкуемых элементов производится с помощью угольника и линейки или по упорам. Если соединяемые детали имеют разную толщину, плавный переход выполняется с помощью постепенного утончения элемента большей толщины. Стыкуемые заготовки закрепляют прижимами. Вальцовка Вальцовка обечаек — деформирование листа металла вдоль определенного направления. В зависимости от толщины металла, вальцовка бывает: холодной (изготовление тонкостенных обечаек); горячей (толстостенных). Выполняется на станке с помощью вальцов. Заготовка прокладывается между валами и с их помощью подгибается до требуемого радиуса. Для изготовления цилиндрической обечайки необходимо 3 вала, конической — четыре. Правка В этой операции особенно нуждаются цилиндрические обечайки, имеющие жесткий контур (не прогибающиеся под своим весом). Вследствие ранее проведенных этапов — подгибки кромок и сварки продольного стыка, деталь приобретает неправильную форму, с наибольшим искажением в околошовной зоне. Задачей правки является получение заданной геометрической формы, в соответствии с условиями нормативных документов. Правка выполняется между тремя валками способом увеличения кривизны на участке контура обечайки, расположенном между валками, а затем ее уменьшения. Завершающий этап В соответствии с требованиями к шероховатости поверхности изделия и точности выполнения работ, проводятся завершающие работы: зигование; разбортовку и отбортовку торцов; шлифование. Зигование Назначение: придача обечайке дополнительной жесткости; монтаж и закрепление опорных разжимных колец, служащих для установки перегородок, тарелок, опор, решеток. Зигование проводится на зиговочных машинах. Разбортовка торцов Цель — обеспечить поцарговую сборку. Работы производятся на бортовочных машинах. Возможные варианты: разбортовка наружу и внутрь. Отбортовка торцов Способы отбортовки аналогичны разбортовке: вовнутрь (для охлаждения днищ и под рубашки охлаждения теплообменников); наружу (для монтажа накидных фланцев). Для выполнения действий используют фланце-бортовочные машины. Шлифование Является способом отделочной обработки, который может осуществляться: ручной шлифовальной машиной, работающей от пневматического или электрического привода; бескопирным (полусвободным) шлифованием маятниковыми головками. Готовая продукция проверяется на соответствие нормативным характеристикам. Обечайки не должны содержать острых кромок, заусенцев и вмятин на поверхности. Допустимы небольшие дефекты и потертости, не влияющие на уменьшение толщины стенок. Изготовление нестандартных обечаек Производство обечаек с повышенными габаритами (более 20 тыс. мм), без последующей сборки, выполняется способом «временного деформирования». Последовательность операций: вальцевание заготовки до требуемых размеров; уменьшение поперечных размеров обечайки путем деформирования, с образованием нахлеста кромок; закрепление наружной кромки планками, приваренными к обечайке; сварка замыкающего продольного стыка. Для изготовления обечайки использую стыковой шов. Стыковое соединение — сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями и расположенных в одной плоскости или на одной поверхности. Поверхности элементов могут быть несколько смещены при соединении листов разной толщины 2.5.3 Технология выполнения сварочных швов При изготовлении обечайки применяю стыковой шов. Стыковочные или стыковые швы – самые простые и распространенные. Они образуются, когда две детали соединяют их торцевыми поверхностями. Благодаря методу стыковки расход металла получается меньший, чем при использовании других способов соединения деталей. Шов в данном случае может быть: Односторонний со скосом кромки – рекомендуется при сварке деталей толщиной 8-25 мм. Самый популярный вид скоса – V-образный, но иногда используется и U-образное соединение. Двусторонний со скосом кромки – толщина от 12 мм. В этом случае чаще всего применяется X-образное скашивание кромок, которое требуется меньшего расхода металла в сравнении с V-образным. Двусторонний без скоса кромок – при сваривании деталей толщиной до 8 мм. Односторонний без скоса кромки – применяется при сваривании листов металла толщиной до 4 мм. 2.5.4 Подбор режима сварки Главный этап сварки выбор режима, к этому вопросу я подошел серьезно. 1 Выбор способа и технологии сварки производить с учетом требований нормативных документов по сварке, перечень которых представлен в разделе 2 настоящего документа. 2 Ручная дуговая сварка рекомендуется для широкого диапазона толщины, марок свариваемых сталей, применительно к приварке к корпусам аппаратов следующих изделий: люков, штуцеров, фланцев, деталей внутренних устройств, деталей арматуры и пр., а также для подварки корня шва с последующим заполнением разделки другими способами сварки. - Основным достоинством ручной дуговой сварки является: универсальность способа, низкая погонная энергия сварки, высокое качество сварных соединений. Режимы дуговой сварки (РДС) – это комплекс мер, показателей и параметров, которые необходимо поддерживать и соблюдать для правильного осуществления соединения дугой вручную. Режимы ручной дуговой сварки можно определить, как условия нормального функционирования самого процесса соединения деталей при различных обстоятельствах. В зависимости от разных показателей параметров, осуществляется правильный выбор режимов конкретного вида РДС и выбор режима сварки в целом. Условно параметры режима ручной дуговой электросварки можно разделить на два вида: основные и дополнительные. К основным параметрам режима сварки при ручной дуговой сварке относятся диаметр электрода, свойства и величину сварочного тока, напряжение дуги. К дополнительным параметрам относят положение шва на изделии, состав и толщину металла, скорость соединения изделия и покрытие электрода. Режим в зависимости от напряжения дугиНапряжением дуги связано с ее длиной. Обычно напряжение устанавливают в диапазоне 20-36 В. Оно увеличивается в процессе увеличения длины дуги. Длина дуги может быть короткая, средняя и длинная. Длина дуги – это расстояние от кончика электрода до свариваемого металла. Для выполнения качественного соединения нужно обеспечить стабильный размер дуги. Считается, что для новичков проще поддерживать средний в значении размер дуги. Можно сделать качественный шов при короткой дуге, но для этого нужен опыт и профессионализм. Ручную электродуговую сварку характеризует скорость ее осуществления. Она влияет на ширину шва. Чем быстрее скорость, тем уже получается шов. При медленной работе шов получается широкий. Поперечные движения электродом в процессе соединения также влияют на ширину и еще на глубину шва. Слишком быстро и очень медленно варить не стоит. При очень быстрой работе будут образовываться незаполненные металлом пространства, которые могут стать причиной появления трещин. Очень медленная работа электродом позволяет расплавленному металлу растекаться, что сделает изделие некачественным. 2.6 Возможные дефекты и контроль качества сварного соединения Контроль формы корпуса 1 Основными показателями, характеризующими отклонения формы цилиндрической поверхности корпуса, являются отклонения от круглости и прямолинейности. В основу процесса измерения отклонения от круглости положен центровой метод (рисунок 6), при котором измеряют длину радиус-векторов из одной точки центра и соответствующие им углы, являющиеся координатами точек профиля. Для определения расположения поперечных сечений в корпусе за базу принята условная ось, материализуемая лучом лазера. Таким образом, след луча лазера в поперечном сечении определяет центр измерения радиус-векторов. Для определения отклонений от прямолинейности принят метод поперечных сечений. Метод основан на определении расположения реальной оси аппарата в пространстве. 2 Контроль формы корпуса необходимо выполнять в следующей последовательности: установить внутри корпуса оборудование и оснастку, в контролируемых сечениях произвести измерение радиус-векторов специальной линейкой, по результатам измерений выполнить расчеты относительной овальности и отклонений от прямолинейности. 3 Контроль формы корпуса проводить после сборки перед разметкой, а также в окончательно собранном корпусе (сдаточный контроль). 4 Результаты контроля должны быть зафиксированы в соответствующих документах (журналах, картах, формулярах контроля и др.) Учитывая тот факт, что сварка обечаек применяется при производстве цистерн и резервуаров, следует ответственно подходить и к контролю дефектов сварки. Среди дефектов электронно-лучевого метода сварки можно отметить: непровар; неполномерность; провисание; поры; раковины; трещины и прочие дефекты сварки. И конечно, каждый дефект сварки обечаек имеет свои причины. Например: причинами непровара может стать и малая мощность луча при сварке, и намагничиваемость объекта сварки; среди причин провисания можно назвать малую скорость сварки и увеличенную мощность луча во время сварки; наличие раковин и пор – это дефект, причинами которого могут стать и высокая скорость процесса сварки, и неудачная форма шва; а причинами возникновения трещин может быть неверно выбранный режим сварки по току фокусировки. 2.7 Охрана труда на рабочем месте 1.1. К выполнению электросварочных и газосварочных работ допускаются работники в возрасте не моложе 18 лет, прошедшие обязательный предварительный медицинский осмотр, инструктажи по охране труда, обучение безопасным методам и приемам выполнения работ, стажировку на рабочем месте и проверку знаний в установленном порядке 1.2. Сварщик должен иметь II квалификационную группу по электробезопасности. 1.3. Лица, допущенные к работе, должны выполнять только ту работу, которая поручена администрацией предприятия. 1.4. На сварщика в ходе выполнения работ могут воздействовать следующие опасные и вредные производственные факторы: — замыкание электрической цепи через тело человека; — повышенная загазованность воздуха рабочей зоны, наличие в воздухе рабочей зоны вредных аэрозолей; — повышенная или пониженная температура воздуха рабочей зоны; — повышенная температура обрабатываемого материала, изделий, наружной поверхности оборудования и внутренней поверхности замкнутых пространств, расплавленный металл; — ультрафиолетовое и инфракрасное излучение; — повышенная яркость света при осуществлении процесса сварки; — повышенные уровни шума и вибрации на рабочих местах; — расположение рабочих мест на значительной высоте относительно поверхности земли (пола); — физические и нервно-психические перегрузки; — выполнение работ в труднодоступных и замкнутых пространствах; — падающие предметы (элементы оборудования) и инструмент; — движущиеся транспортные средства, грузоподъемные машины, перемещаемые материалы и инструмент. 1.5. Сварщики обеспечиваются средствами индивидуальной защиты в соответствии с типовыми нормами и Межотраслевыми правилами обеспечения работников специальной одеждой, специальной обувью и другими средствами индивидуальной защиты:
1.6. Во время работы сварщик должен соблюдать правила внутреннего трудового распорядка. 1.7. Сварщик обязан немедленно извещать своего непосредственного или вышестоящего руководителя о каждом несчастном случае на производстве, о всех замеченных им нарушениях Правил, инструкций по охране труда, неисправностях оборудования, инструмента, приспособлений и средств индивидуальной и коллективной защиты. 1.8. Лица, не выполняющие настоящую Инструкцию, привлекаются к ответственности согласно действующему законодательству. Заключение В данной работе я рассмотрел изготовление обечайки ручной электродуговой сваркой, применил материал сталь Ст3. Место соединения изделия применил стыковое соединение. В моей работе подробно описано основные характеристик материала, из которого изготовление обечайки. Подробное описание подготовки материала под сварку. Основное оборудование, применяемое при ручной электродуговой сварки, выбор режима сварки. Средства индивидуальной защиты сварщика. Возможные дефекты сварных швов. И конечно необходимо соблюдать на рабочем месте правила общей безопасности, соблюдать правила по охране труда, пожаробезопасность и электробезопасность. Список используемой литературы Основные источники: 1. В.В. Овчинников Сварка и резка деталей из различных сталей цветных металлов и их сплавов, чугунов во всех пространственных положениях.- М.: Академия, 2014/15 2. Колганов, Л.А. Сварочные работы. М.: «Дашков и К», 2016 3. Н.А. Юхин Газосварщик - М.: Академия, 2013/15. 4. Г.Г. Чернышов Технология сварки плавлением и термической резки.- М.: Академия, 2016 5. А.И. Герасименко «Основы электрогазосварки – М: «Академия», 2017 6. Чебан В. А. Сварочные работы - Ростов н/Д : Феникс, 2015 7. В.В. Овчинников Газосварщик М.: Академия, 2016 Дополнительные источники: Алексеев Е.К., Мельник В.И. Сварка в промышленном строительстве – М Стройиздат, 2015 –377 с Алешин Н.П. Щербинский В.Г. Контроль качества сварочных работ – М Высш школа, 2016 – 167 с http://www.stroy-armatura.ru Межгосударственный стандарт ГОСТ 2.312–72* «Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений» (утв. постановлением Государственного комитета стандартов Совета Министров СССР от 10 мая 1972 г. №935) Глизманенко Д.Л. "Сварка и резка металлов", Высшая школа, 2017г. Баранов М.С. "Технология производства сварных конструкций", Машиностроение, 2016 г.  | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||