Букин отчет. 2 Элементы технологического процесса сборки. Техническая документация
 Скачать 1.17 Mb. Скачать 1.17 Mb.
|

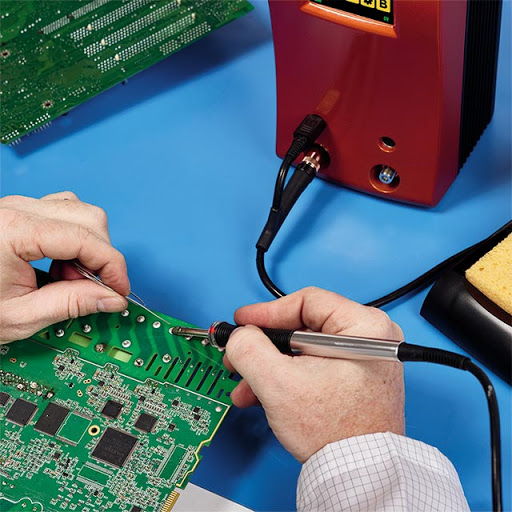 Рисунок 12 – Процесс контроля надежности 3.6 Особенности монтажа полупроводниковых приборов и интегральных микросхем. Электрический монтаж радиокомпонентов должен обеспечивать надежную работу аппаратуры, приборов и систем в условиях механических и климатических воздействий, указанных в ТУ на данный вид РЭА. Поэтому при монтаже полупроводниковых приборов (ПП), интегральных схем (ИС) радиокомпонентов на печатные платы или шасси аппаратуры должны соблюдаться следующие условия: .надежный контакт корпуса мощного ПП с теплоотводом (радиатором) или шасси; .необходимая конвекция воздуха у радиаторов и элементов, выделяющих большое количество теплоты; . удаление полупроводниковых элементов от элементов схемы, выделяющих при работе значительное количество теплоты ; .защита монтажа, расположенного вблизи съемных элементов, от механических повреждений при эксплуатации; .в процессе подготовки и проведения электрического монтажа ПП и ИС механические и климатические воздействия на них не должны превышать значений, указанных в ТУ; .при рихтовке, формовке и обрезке выводов ПП и ИС участок вывода около корпуса должен быть закреплен так, чтобы в проводнике не возникали изгибающие или растягивающие усилия. Оснастка и приспособления для формовки выводов должны быть заземлены; расстояние от корпуса ПП или ИС до начала изгиба вывода должно быть не менее 2 мм, а радиус изгиба при диаметре вывода до 0,5 мм — не менее 0,5 мм, при диаметре 0,6— 1 мм — не менее 1 мм, при диаметре свыше 1 мм — не менее 1,5 мм. В процессе монтажа, транспортировки и хранения ПП и ИС (особенно полупроводниковых приборов СВЧ) необходимо обеспечивать их защиту от воздействия статического электричества. Для этого все монтажное оборудование, инструменты, контрольно-измерительную аппаратуру надежно заземляют. Чтобы снять статическое электричество с тела электромонтажника, пользуются заземляющими браслетами и специальной одеждой. Для отвода теплоты участок вывода между корпусом ПП (или ИС) и местом пайки зажимают специальным пинцетом (теплоотводом). Если температура припоя не превышает 533 К ± 5 К ( 270 °С), а время пайки не более 3 с, пайку выводов ПП (или ИС) производят без теплоотвода или применяют групповую пайку (волной припоя, погружением в расплавленный припой или др.). Очистку печатных плат (рисунок 13)(или панелей) от остатков флюса после пайки производят растворителями, которые не влияют на маркировку и материал корпусов ПП (или ИС).  Рисунок 13 – Очистка печатных плат 3.7 Методы снижения термических и механических напряжений при монтаже Сварочные деформации вследствие изменения размеров и формы конструкций существенно затрудняют их сборку, ухудшают внешний вид и эксплуатационные качества. Сварочные напряжения снижают сопротивляемость сварных конструкций разрушению, особенно при воздействии циклических нагрузок и агрессивных сред. Поэтому применяют различные способы уменьшения или устранения сварочных деформаций И напряжений. Мероприятия по уменьшению деформаций и напряжений могут осуществляться на разных стадиях изготовления конструкции: до сварки — на стадии проектирования конструкции и технологии производства, во время и после сварки. Мероприятия, применяемые преимущественно для снятия сварочных напряжений, влияют на деформации и, наоборот, мероприятия, применяемые преимущественно для уменьшения деформаций, влияют на величину напряжений. Рассмотрим основные способы уменьшения сварочных деформаций и напряжений. Уменьшение остаточных сварочных напряжений. Способы уменьшения остаточных напряжений делят на термические, механические и термомеханические. Наиболее эффективно снятие остаточных напряжений способами, осуществляемыми после сварки. К термическим способам „относят предварительный и сопутствующий подогрев во время сварки и высокий отпуск после сварки. Подогрев снижает предел текучести металла в момент сварки, что и влияет на формирование и величину остаточных напряжений. Снижение напряжений при низкотемпературном подогреве (до 200—250 °С) составляет ориентировочно не более 30—40%. Общий высокий отпуск является наиболее эффективным методом уменьшения остаточных напряжений, так как позволяет снизить напряжения на 85—90% от исходных значений и одновременно улучшить пластические свойства сварных соединений. Высокий отпуск состоит из нагрева (для стали до температуры около 650 °С), вьщержки (2—4 ч) и медленного охлаждения. Местный отпуск применяют для снятия пиковых величин остаточных напряжений и восстановления пластических свойств сварных соединений. При местном отпуске нагревают до заданной температуры лишь часть конструкции.  Рисунок 14 – Обработка изделий 3.8 Понятие о типовых и нормализованных деталях, узлах и изделиях радиоэлектронной аппаратуры. Современное машиностроительное производство отличается высокой динамичностью развития, где конструкции изделий непрерывно совершенствуются и усложняются. Постоянно повышаются требования к качеству изделия и усложняются условия эксплуатации их. Острая конкуренция на рынке машиностроительной продукции приводит к повышению значения высокотехнологичных конструкций. Эффективная отработка изделия на технологичность становится ключом для достижения и поддержания конкурентных преимуществ предприятия за счет повышения качества, функциональности, экономичности продукции, использования внутренних резервов и возможностей проектнопроизводственной среды [1]. Технологичностью конструкции изделия называют совокупность свойств конструкции, позволяющих вести технологическую подготовку производства, изготавливать, эксплуатировать и ремонтировать изделия при максимально низких затратах труда, времени, средств и материалов по сравнению с однотипными конструкциями изделий того же функционального назначения при обеспечении установленных значений необходимых показателей качества [2]. Различают производственную, эксплуатационную и ремонтную технологичность конструкции изделия. Они характеризуют возможность конструкции изделия к уменьшению затрат средств и времени на технологическую подготовку производства, процессы изготовления, сборки и монтажа изделия вне предприятия-изготовителя (производственная); на техническое обслуживание, текущий ремонт, хранение, транспортирование, диагностирование и утилизацию изделия (эксплуатационная), а также на все виды ремонта, кроме текущего (ремонтная). Создание рациональных конструкций элементов изделий и изделий в целом возможно лишь в том случае, если разработчиками конструкторской документации учитываются условия изготовления этих изделий (серийность выпуска, характер технологических процессов и т.д.) [3]. Общие основные направления технологической рационализации конструкций изделий следующие: - унификация, нормализация и стандартизация изделий, их узлов и деталей; использование наибольшего числа покупных нормализованных и стандартных деталей, изготавливаемых на специализированных заводах; - конструирование таких деталей изделий, при изготовлении заготовок для которых возможно применять наиболее экономичные и производительные способы. При конструировании деталей изделий должны подбираться соответствующие материалы для их изготовления и придаваться деталям такие формы, получение которых осуществляется наиболее простыми и дешевыми способами; - конструирование таких изделий, объем механической обработки деталей которых является наименьшим; - конструирование изделий, сборка которых может быть осуществлена наиболее просто, удобно и дешево; - конструирование изделий с учетом необходимости обеспечения наименьшего расхода металла и других материалов; применение для изготовления деталей изделий наименее дефицитных и наиболее дешевых материалов. Непременными условиями создания технологической конструкции являются: - хорошее знание конструктором технологии машиностроения и основных требований технологичности; - совместная (параллельная) работа конструктора и технолога с начала зарождения конструктивной схемы изделия и до его освоения в производстве. Созданию технологических конструкций способствует применение современных методологий конструкторско-технологического проектирования, базирующихся на использовании вычислительной техники, например методологии параллельного (совмещенного) проектирования. Отработку конструкций на технологичность осуществляют на всех стадиях разработки конструкторской документации. Так, на стадии разработки технического задания устанавливают базовые показатели технологичности конструкции изделия. При разработке эскизного проекта выбирают наиболее рациональные конструктивные схемы и компоновки сборочных единиц, выполняют унификацию сборочных единиц и деталей, выбирают материалы и виды заготовок, отрабатывают на технологичность основные детали, определяют возможность использования типовых технологических процессов. На стадии разработки рабочей конструкторской документации выбирают технологические базы и согласовывают их с конструкторскими базами, проверяют постановку размеров и допусков, оформляют геометрические элементы конструкции, проводят максимальную унификацию элементов конструкции. При подготовке к серийному выпуску оценивают технологичность всех элементов изделия и вносят необходимые корректировки в конструкторскую документацию. Наконец, чем проще и дешевле изготовление изделия и подготовка к его производству при обеспечении заданных эксплуатационных качеств, тем конструкция изделия в большей степени технологична  Рисунок 15 – Виды изделий 4 Резисторы. Классификация. Технические характеристики. Резисторы предназначены для перераспределения и регулирования электрической энергии между элементами схемы. Принцип действия резисторов основан на способности радиоматериалов оказывать сопротивление протекающему через них электрическому току. Особенностью резисторов является то, что электрическая энергия в них превращается в тепло, которое рассеивается в окружающую среду. Классификация и конструкции резисторов.По назначению дискретные резисторы делят на резисторы общего назначения, прецизионные, высокочастотные, высоковольтные, высокоомные и специальные. По постоянству значения сопротивления резисторы подразделяют на постоянные, переменные и специальные. Постоянные резисторы имеют фиксированную величину сопротивления, у переменных резисторов предусмотрена возможность изменения сопротивления в процессе эксплуатации, сопротивление специальных резисторов изменяется под действием внешних факторов: протекающего тока или приложенного напряжения (варисторы), температуры (терморезисторы), освещения (фоторезисторы) и т. д. По виду токопроводящего элемента различают проволочные и непроволочные резисторы. По эксплуатационным характеристикам дискретные резисторы делят на термостойкие, влагостойкие, вибро- и ударопрочные, высоконадежные и т. д. Основным элементом конструкции постоянного резистора является резистивный элемент, который может быть либо пленочным, либо объемным. Величина объемного сопротивления материала определяется количеством свободных носителей заряда в материале, температурой, напряженностью поля и т. д. и выражается известным соотношением где ρ — удельное электрическое сопротивление материала; l — длина резистивного слоя; S — площадь поперечного сечения резистивного слоя. В чистых металлах всегда имеется большое количество свободных электронов, поэтому они имеют малое ρ и для изготовления резисторов не применяются. Для изготовления проволочных резисторов применяют сплавы никеля, хрома и т. д., имеющие большое ρ. Для расчета сопротивления тонких пленок пользуются понятием удельного поверхностного сопротивления ρs под которым понимают сопротивление тонкой пленки, имеющей в плане форму квадрата. Величина ρs связана с величиной ρ и легко может быть получена из (2.1), если принять в нейS = δw где w — ширина резистивной пленки. δ — толщина резистивной пленки. 5 СХЕМЫ ПО ЗАДАНИЮ  Рисунок 16 - Схема Мультиплексор  Рисунок 17 - Схема дешифратор  Рисунок 18 - Схема декодирующие устройства заключение В ходе прохождения учебной практики по ПМ.01Проектирование цифровых устройств был решен ряд задач для овладения первоначальным профессиональным опытом в части освоения основного вида деятельности (ВД): – разработка комплекта конструкторской документации с использованием САПР; – демонстрация навыков проектирования цифровых устройств на основе пакетов прикладных программ; – демонстрация навыков проектирования топологии печатных плат, конструктивно-технологических модулей первого уровня с применением пакетов прикладных программ; – определение показателей надежности и оценки качества СВТ; – определение оценки качества и надежности цифровых устройств; – проведение оценки качества и надежности цифровых устройств; СПИСОК ЛИТЕРАТУРЫ А. М. Дальский, Т. М. Барсукова, Л. Н. Бухаркин и др.; Под ред. А. М. Дальского. — 5-е изд., исправленное. — М.: Машиностроение, 2004. — С. 283. — 512 с. Багирокова Д.Р. Экономика и учет / Д.Р. Багиркова // Аспирант. 2017. № 2 (28). С. 42-46. Бондаренко А.А. Анализ товарооборота / А.А. Бондаренко // Электронный научный журнал. 2017. № 4-2 (19). С. 240-243. Василькова Н.П. Анализ экономической деятельности предприятий / Н.П. Василькова // В сборнике: Проблемы развития экономических систем: вызовы современности Материалы II Международной научно-практической конференции. Ответственный редактор В.И. Меньщикова. 2017. С. 249-255. Джатдоева С.А. Учет товаров и товарных операций / С.А. Джатдоева // Сборник статей победителей VIII Международной научно-практической конференции. 2017. С. 288-290. Долгополова П.С. Оптовая и розничная торговля / П.С. Долгополова // Документ предоставлен КонсультантПлюс [Электронный источник] // http://www.consultant.ru/ (дата обращения 12.04.2018) Колжанова А.С. Актуальные проблемы учета материально – производственных запасов / А.С. Колжанова // Научно-аналитический экономический журнал. 2017. № 4 (15). С. 3. Костромина А.А. Методологические основы учета / А.А. Костромина // Сборник статей III Международной научно-практической конференции. Пенза, 2018. С. 96-98. Котлова Ю.А. К вопросу об отражении в учете розничной реализации товаров при их оценке в продажных ценах / Ю.А. Котлова // Конкурентоспособность в глобальном мире: экономика, наука, технологии. 2017. № 9-4 (56). С. 58-60. Кузнецова Н.В. Анализ товаров для перепродажи / Н.В. Кузнецова // Вестник Воронежского государственного университета инженерных технологий. 2017. Т. 79. № 3 (73). С. 194-202. Лебёдкин А.О., Ерёмина И.В. Учет движения товаров в розничной и оптовой торговле / А.О. Лебёдкин, И.В. Ерёмина // В сборнике: Новая парадигма социально-гуманитарного знания Сборник научных трудов по материалам Международной научно-практической конференции. В 6-ти частях. Под общей редакцией Е.П. Ткачевой. 2018. С. 71-74. Лисовая Т.В. Особенности учета поступления товаров в розничной торговле / Т.В. Лисовая // В сборнике: Вопросы управления и экономики: современное состояние актуальных проблем Сборник статей по материалам VI международной научно-практической конференции. 2017. С. 12-15. Магомедов А. М. Экономика организаций торговли : учебник для прикладного бакалавриата / А. М. Магомедов. — 2-е изд., перераб. и доп. — М. : Издательство Юрайт, 2016. — 323 с. Овчинникова И.В. Анализ издержек обращения в процессе движения товарных потоков / И.В. Овчинникова // Cognitio rerum. 2017. № 1. С. 4. Павлова Л.М. Методология анализа деятельности предприятий / Л.М. Павлова // Инновационная экономика: перспективы развития и совершенствования. 2017. № 4 (22). С. 172-176 |