диплом. 4 Мировой финансовоэкономический кризис, пути и меры по его преодолению в условиях Узбекистана И. А
 Скачать 1 Mb. Скачать 1 Mb.
|

|
Ремонт электрической части устройств РЗиА Намоточные работы. Намоточные работы занимают значительное место при ремонте устройств РЗиА. При этом выполняют обмотки реле, магнитных усилителей, дросселей, электроизмерительных приборов, а также наматывают проволочные резисторы. Совокупность определенным образом расположенных и соединенных проводников, предназначенных для создания или использования магнитного поля, называют обмоткой. Обмотку или ее часть в виде отдельной конструктивной единицы называют катушкой. По числу слоев витков обмотки бывают однослойные (рис. 10, а) и многослойные (рис. 10, б); по форме контура, вдоль которого укладываются витки, - прямолинейные (если витки уложены вдоль прямой линии - рис. 10, а, б) и тороидальные, или кольцевые (если витки расположены по окружности - рис. 10, в). Каркасные обмотки 1 размещают на прочном основании обычно из изоляционного материала 2, называемом каркасом. Если такого основания нет, обмотку называют бескаркасной. 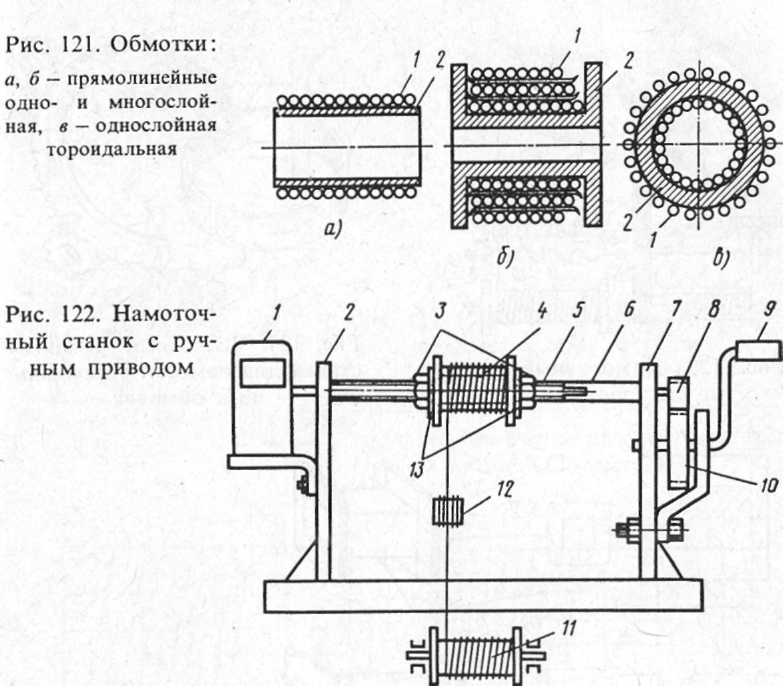 Рис. 10 Рис. 10. Обмотки: а, б - прямолинейные одно - и многослойная, в - однослойная тороидальная Основной операцией намоточных работ является собственно намотка, т. е. укладка требуемого числа витков обмоточного провода, выполняемая, как правило, на намоточных станках. Кроме того, изготовляют каркасы (для каркасных обмоток), заготовляют вывод и изоляционные прокладки, закрепляют выводы и выполняют влагозащитные работы - покрытие, пропитку или заливку обмоток изоляционными лаками или компаундами, сушку до и после этих операций. Намоточныестанки. Намоточный станок с ручным приводом (рис. 11) для изготовления прямолинейных обмоток имеет разъемный шпиндель, состоящий из двух частей: резьбовой 5 с планшайбами 13, гайками 3 для закрепления каркаса или оправки обмотки 4, вставляемой в разборную подшипниковую стойку 2, и гладкой 6, устанавливаемой в подшипниковую стойку 7. Шпиндель приводится во вращение рукояткой 9 через шестерни 8 и 10 с передаточным числом 1:5 (при одном обороте рукоятки шпиндель делает пять оборотов). Счетчик 1 служит для счета числа уложенных витков. Обмоточный провод 11, сходящий с бобины, установленной на стойке, проходит через натяжной зажим 12. Рис. 11 Рис. 11. Намоточный станок с ручным приводом  Кинематическая схема более совершенного намоточного станка с электроприводом показана на (рис. 12). Электродвигатель 2 через редукторы 1к 12 передает вращение планшайбе с наматываемой обмоткой 11 и приводит в движение счетчик 13 числа витков обмотки и специальный механизм раскладки провода. Этот механизм выполнен в виде ползуна 8, который упорами 7и 9 соответственно переключается на ходовые винты 6 или 10, вращающиеся в разные стороны и изменяющие направление раскладки обмоточного провода при намотке. Рис. 12. Намоточный станок с электроприводом Ролик механизма 5, обеспечивающего натяжение сходящего с бобины 3 укладываемого провода, перемещается, оттягивая тормозной штырь 4, который при обрыве провода тормозит бобину 3.  Намоточный станок для тороидальных обмоток имеет челночный механизм (рис. 13), вращающийся челнок 3 которого взаимодействует зубчатым венцом с зубчатыми колесами 6. На ободе челнока размещена шпуля 5 с обмоточным проводом 4, который через ролик 2 наматывается на кольцевой каркас 1, пропущенный в вырез челнока. Механизм приводится в действие электроприводом. Зубчатые колеса 6 должны отстоять друг от друга на расстоянии, большем выреза челнока, чтобы в то время как одно из них будет находиться в месте выреза челнока, другое окажется в зацеплении с его зубчатым венцом. Рис. 13. Челночный механизм станка для намотки тороидальных обмоток Рассмотрим выполнение намоточных работ на примерах изготовления каркасных и бескаркасных катушек. Каркасы для катушек изготовляют из электротехнического картона, гетинакса, текстолита или другого плотного листового изоляционного материала. Картонные каркасы (рис. 14, а) склеивают из гильзы 1, двух щечек 2 и четырех вставок 3. Гетинаксовые или текстолитовые каркасы (рис. 14, б) собирают из двух щечек 4, двух стенок 5 и двух стенок 6 гильзы.  Рис. 14 Рис. 14. Каркасы катушек: а - картона, б - из текстолита При изготовлении каркасных катушек (рис. 15, а) оправку 5 с каркасом 4 на ней закрепляют в шпинделе 6 намоточного станка. Перед намоткой первого витка его конец 3 изолируют прокладкой 2 из лакоткани, укладывают на гильзу каркаса и закрепляют нитками 1. Если его необходимо пропустить через торцовую стенку каркаса наружу, сначала припаивают гибкий изолированный проводник. Между слоями витков прокладывают тонкую (намоточную или кабельную) бумагу, а обмотки отделяют друг от друга слоями лакоткани. Участки провода с нарушенной изоляцией изолируют двумя слоями кабельной бумаги или лакоткани. При сращивании концы проводов зачищают от изоляции, скручивают и пропаивают. Заканчивают намотку катушки следующим образом (рис. 15, б). Под последние 10-15 витков подкладывают двойной слой бумаги и петлю из тафтяной ленты 8. 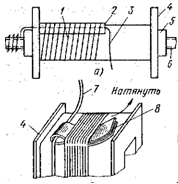 Рис. 15 Рис. 15. Крепление витков обмотки: а - первого, б - последнего Кусачками перерезают наматываемый провод, оставив конец 7 для припайки вывода, который пропускают в петлю и туго ее затягивают. Н 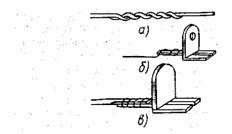 амотанную катушку снимают со станка, вынимают из нее оправку и припаивают к концам одним из приведенных на (рис. 16) способов выводы. Если выводы гибкие (рис. 16, а),концы катушки зачищают, делают скрутку, которую пропаивают и изолируют. При жестких выводах и диаметре обмоточного провода до 1,5 мм (рис. 16, б)концы катушки зачищают, наматывают на средний хвостовик, выводов и пропаивают места соединения. При жестких выводах и диаметре обмоточного провода более 1,5 мм (рис. 16, в)концы можно расклепать, наложить на средний хвостовик выводов, прикрепить несколькими витками медной проволоки и пропаять. амотанную катушку снимают со станка, вынимают из нее оправку и припаивают к концам одним из приведенных на (рис. 16) способов выводы. Если выводы гибкие (рис. 16, а),концы катушки зачищают, делают скрутку, которую пропаивают и изолируют. При жестких выводах и диаметре обмоточного провода до 1,5 мм (рис. 16, б)концы катушки зачищают, наматывают на средний хвостовик, выводов и пропаивают места соединения. При жестких выводах и диаметре обмоточного провода более 1,5 мм (рис. 16, в)концы можно расклепать, наложить на средний хвостовик выводов, прикрепить несколькими витками медной проволоки и пропаять.Рис. 16 Рис. 16. Способы присоединения выводов к концам катушки: а - гибкого, б, в - жестких Выводы закрепляют на катушках (рис. 17, а, б)каждый отдельно нитками 5, подложив под них прокладки из микаленты 4. Поверх выводов накладывают и закрепляют картонную прокладку с прорезью под контактную часть 6, если они жесткие (рис. 17, а),и с отверстием 7,через которое пропускают гибкие (рис. 17, б).Изоляция 2 концов 3 катушки 1 должна находить на прокладки 4 не менее чем на 5 мм, а сами концы во избежание разрыва в месте пайки укладывают зигзагом. Расстояние между выводами должно быть не менее 20 мм, а от края прокладок 4 до края жестких выводов и мест пайки гибких —не менее 8 мм.  Рис. 17. Уставка и крепление выводов на катушке: а - жесткого, б - гибкого П 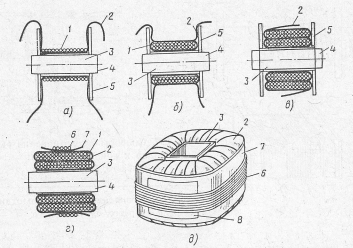 ри изготовлении бескаркасных катушек(рис. 18, а)оправку 4 со съемными щечками 5 устанавливают на станок, наматывают на нее один-два слоя тонкого картона или плотной бумаги, которые промазывают сверху клеящим лаком (например, бакелитовым), не захватывая самой оправки, чтобы она не приклеилась. Поверх образованной таким образом гильзы 3 укладывают куски тафтяной ленты 2 и начинают наматывать провод 1. Уложив два-три слоя провода, покрывают их лаком и скрепляют, накладывая свободные концы тафтяной ленты. ри изготовлении бескаркасных катушек(рис. 18, а)оправку 4 со съемными щечками 5 устанавливают на станок, наматывают на нее один-два слоя тонкого картона или плотной бумаги, которые промазывают сверху клеящим лаком (например, бакелитовым), не захватывая самой оправки, чтобы она не приклеилась. Поверх образованной таким образом гильзы 3 укладывают куски тафтяной ленты 2 и начинают наматывать провод 1. Уложив два-три слоя провода, покрывают их лаком и скрепляют, накладывая свободные концы тафтяной ленты. Рис. 18 Рис. 18. Изготовление бескаркасной катушки: а - в - этапы намотки, г - закрепление последнего слоя, д - готовая катушка Затем укладывают следующие куски тафтяной ленты (рис. 18, б),наматывают еще два-три слоя провода (рис. 18, в)и повторяют это до окончания намотки, после чего концы тафтяной ленты укладывают на последний слой провода, накладывают несколько слоев тонкого картона 7 (рис. 18, г),которые скрепляют нитками 6. Катушку просушивают, а затем снимают с оправки (рис. 18, д).  Аналогично выполняют намотку бескаркасной катушки на оправку, имеющую съемные щетки с прорезями (рис. 19, а).Установив оправку в намоточный станок, укладывают на нее четыре куска тафтяной ленты, выпуская концы через прорези по обе стороны оправки и закрепляя на щечках. Каждый кусок должен быть такой длины, чтобы им можно было связать витки катушки после намотки. На оправку наматывают один-два слоя тонкого картона, затем обмоточный провод и, окончив намотку, полученную катушку скрепляют с четырех сторон концами тафтяной ленты, снимают с оправки, сушат и пропитывают или покрывают изоляционным лаком либо компаундом. Рис. 19 Рис. 19. Оправка (а) и шаблон (б) для намотки бескаркасных катушек Для намотки рамок электроизмерительных приборов применяют шаблон (рис. 19, б), состоящий из двух накладных щечек 3 и основания в виде четырех пластинок 2 толщиной, соответствующей ширине наматываемой рамки. В каждой пластинке закреплено по две направляющие шпильки 1, которые при сборке шаблона входят в отверстия 5 щечек 3. Щечки сжимают гайками, которые навертывают на трубку с наружной резьбой, вставленную через отверстия 4. При намотке рамки каждый ряд проводов слегка смачивают профильтрованным бакелитовым лаком. Чтобы после намотки и просушки рамку можно было легко снять с шаблона, его рабочую часть перед намоткой покрывают тонким слоем парафина и оклеивают фольгой, поверх которой тоже наносят слой парафина. Определение числа витков и проверка катушек на отсутствие короткозамкнутых витков. Для определения числа витков катушек применяют устройство (рис. 20), имеющее двухстержневой магнитопровод со съемным ярмом 4, эталонную катушку 7сответвлениями на одном из стержней 5, первичную обмотку из двух секций 2 и 6 с одинаковым числом витков, переключатель ответвлений 8 и милливольтметр 9. Проверяемую катушку 1 надевают на стержень 3, подключают к первичной обмотке питание от сети переменного тока 220 В и, замкнув магнитопровод ярмом 4, устанавливают переключатель 8 в положение, при котором милливольтметр будет показывать отсутствие напряжения между свободными выводами встречно-последовательно включенных эталонной 7 и проверяемой 1 катушек (на рисунке - это начало проверяемой катушки, обозначенное точкой, и второе сверху ответвление эталонной катушки). При этом число витков проверяемой катушки будет равно известному включенному числу витков эталонной. 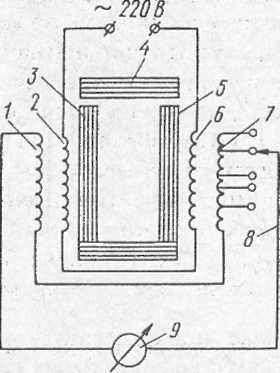 Рис. 20 Рис. 20. Устройство для определения числа витков в катушке Проверку на отсутствие короткозамкнутых витков выполняют с помощью устройства (рис. 21), имеющего разомкнутый магнитопровод 6 с первичной обмоткой 4 и двумя расположенными симметрично по обе стороны от нее секциями 3 и 5 с одинаковым числом витков вторичной обмотки, соединенными встречно-последовательно.  Рис. 21. Устройство для проверки отсутствия короткозамкнутых витков При подключении питания от сети переменного тока 220 В к первичной обмотке милливольтметр 1 будет показывать отсутствие напряжения между свободными концами, секций 3и 5вторичной обмотки, поскольку индуктируемые в них ЭДС, равные по значению и противоположные по фазе, уравновешены. Равновесие не нарушится, если проверяемая катушка 2, надетая на один конец магнитопровода, не имеет короткозамкнутых витков. При этом стрелка милливольтметра не отклонится от нулевого деления. При наличии в проверяемой катушке короткозамкнутых витков по ним будет проходить индуктированный ток, равновесие магнитных потоков и индуктируемых в секциях 3и 5 вторичной обмотки ЭДС нарушится и стрелка милливольтметра отклонится от нулевого деления. Пересчет катушек электрических аппаратов на другие напряжения и токи. При ремонте аппаратов РЗиА иногда приходится перематывать катушки на другие номинальные напряжения или токи. В первом случае исходными данными являются номинальное напряжение U1число витков w1и диаметр провода d1 катушки до перемотки и номинальное напряжение U2,на которое ее надо перемотать. Необходимое число витков w2и диаметр провода d2для перемотки определяют по формулам: Во втором случае исходными данными являются номинальный ток I1число витков w1и диаметр провода d1катушки до перемотки и номинальный ток I2,на который ее надо перемотать. Необходимое число витков w2 и диаметр провода d2для перемотки определяют по формулам: Ремонт контактов. Основные понятия. Электрический контакт является частью электрической цепи, предназначен для прохождения электрического тока вместе соединения проводников (либо присоединения их к аппаратам) или для его коммутации в контактных коммутационных аппаратах (реле, пускателях, контакторах, автоматах, переключателях и др.). В первом случае - этоконтактное соединение, которое может быть разъемным (штепсельный разъем), разборным (резьбовое соединение) и неразборным (соединение сваркой и пайкой). Во втором случае - эторазрывной контакт электрического аппарата,который принято называть просто контактом. Обычно контакты состоят из подвижной и неподвижной контакт-деталей, называемыхподвижным и неподвижным контактами. Контакты подразделяют на замыкающие, размыкающие и переключающие по их действию при срабатывании аппарата. Контакт-детали имеют рабочую, нерабочую и крепежную поверхности. В аппаратах РЗиА наиболее распространены мостиковые контакты: подвижные контакт-детали, которые в отключенном состоянии не связаны ни с одним участком электрической цепи, а при замыкании соприкасаются с двумя неподвижными контакт-деталями. Находит также применение рычажный контакт, подвижная контакт-деталь которого выполнена в виде электрически и кинематический связанного с одной из неподвижных контакт-деталей рычага. Размыкание или замыкание электрической цепи происходит при повороте рычага. Параметры и характеристики контактов. |