Анализ видов и последствий отказов
 Скачать 1.94 Mb. Скачать 1.94 Mb.
|

|
Локагъные последствия каждого отказа на самом низком уровне иерархии системы можно привести к по- следствиям на более высоком уровне и. наконец, на уровне системы. Эти фактические оценки риска затем можно сопоставить с согласованным уровнем приемлемого риска. Если критичность превышает допустимое значение, необходимо проследить ее появление до той составной части системы, откуда она возникает. Оценки вероятностей отказов можно сравнить с допустимыми пределами для каждого уровня значимости, чтобы определить составные части или компоненты на более низком уровне с чрезмерной критичностью. Затем выполняют инженерные действия для снижения криги»**ости компонентов путем снижения вероятности отказа или другие меры смягчения последствий отказа. Этот процесс показан на рисунке Е.2. Часто предполагается, что если критичность компонента более низкого уровня не превышает приемлемый уровень, то никаких действий предпринимать не нужно. Это особенно неверно, когда имеется много аналогичных компонентов, которые могут оказывать одинаковое воздействие на подсистемы или систему. Общее суммарное воздействие отказов всех компонентов, имеющих одинаковую вероятность и значимость последствий, не должно превышать допустимую вероятность отказов сборочной единицы, в которой они находятся. Эта мера гарантирует, что определенная критичность на уровне системы не будет превышена. 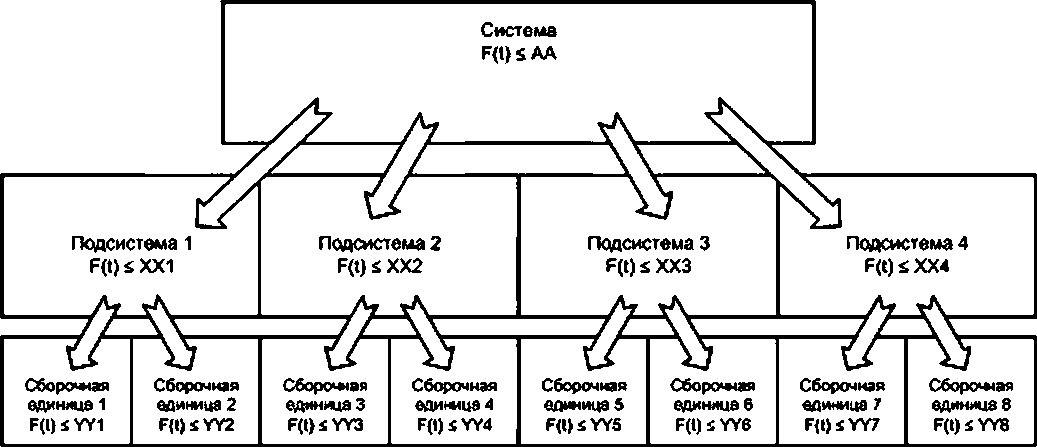 Рисунок Е.2 — Распределение вероятностей отказа в системе Оценка критичности для восстанавливаемых систем с распределением показателя неготовности Требования к готовности для восстанавливаемых систем распределяют по показателям надежности, таким как среднее время между отказами (MTBF) для безотказности и среднее время восстановления (MTTR) для ремон- топригодности системы. Показагегъ неготовности системы обычно используют для оценки критичности системы. Оценка коэффициента неготовности аналогична оценке вероятности отказа (ненадежности). Коэффициент не- готовности распределяют по подсистемам и сборочным единицам, он имеет два измерения, поскольку зависит от двух показателей. MTBF и MTTR. Процесс распределения на уровне системы, подсистемы, сборочных единиц аналогичен распределению в Е.7.2. за исключением тосо, что вместо вероятности появления вида отказа, для вида отказа выводят коэффициент неготовности системы, подсистемы и сборочных единиц. Виды отказов, вызывающие неприемлемый уровень не- готовности. должны быть обработаны.Приложение F (справочное) Примеры применения FMEA в различных отраслях промышленности F.1 Общие положения Приведенные ниже примеры представляют собой фрагменты рабочих таблиц FMEA с кратким объяснением области применения. Примечание — Приведенные фрагменты являются частью рабочих табгмц FMEA и содержат только краткие описания. Это означает, что в примере отсутствует полное рассмотрение целей и границ FMEA. даже если они крайне важны для анализа. F.2 Применение к процессу заказа лекарств В таблице F.1 приведена выдержка из таблиц FMEA процесса заказа лекарственного средства в аптеке. В примере показам один этап процесса с видами, последствиями и причинами отказов. Таблица F.1 — Фрагмент FMEA процесса заказа лекарственного средства в аптеке
F.3 Применение к производственному процессу распыления краски В таблице F.2 показана выдержка из таблиц FMEA производственного процесса распыления краски. В при- мере показан один этап процесса с видами, последствиями и причинами отказов. Таблица F.2 — Фрагмент FMEA этапа распыления краски в производственном процессе
|