РГК-спец-CПВЗ-(ГОСТ Р 50.05.11+ НП-105-18)-ред-1.4 2. Ао никимтатомстрой
 Скачать 1.27 Mb. Скачать 1.27 Mb.
|

|
На каком из представленных рисунков дано схематическое изображение подреза: 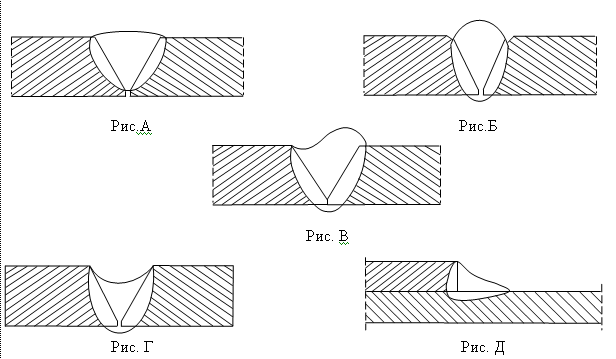 а) рис. А и В; б) рис. Б; в) рис. Г и Д; г) рис. В и Г. На рисунке буквой g обозначена величина: 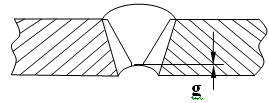 а) подрез; б) вогнутости корня шва; в) несплавления; г) непровар. Для увеличения производительности контроля необходимо: а) использовать радиографическую пленку с большим коэффициентом контрастности; б) использовать более чувствительную к излучению радиографическую пленку; в) использовать источник более жесткого излучения; г) верно б) и в). Для увеличения зоны контроля за одну экспозицию при контроле сварных соединений с большим перепадом толщин просвечивание необходимо проводить: а) используя более мягкое излучение; б) с применением компенсаторов; в) путем использования двух типов радиографических пленок различной чувствительности к излучению, заряженных в одну кассету; г) варианты б) и в). Какой эффект следует ожидать при отсутствии контакта между усиливающим экраном и радиографической пленкой: а) повышение оптической плотности снимка; б) повышение контрастности снимка; в) увеличение нерезкости изображения; г) повышение разрешающей способности изображения. Увеличение размера активной части радионуклидного источника излучения приводит (при неизменных прочих условиях просвечивания) к: а) повышению контрастности снимка; б) снижению величины вуали; в) увеличению геометрической нерезкости; г) повышению чувствительности снимка. Каким радионуклидам соответствуют указанные ниже периоды полураспада (T1/2): T1/2 = 74,4 дня и T1/2 = 5,25 лет: а) иридий-192 и селен-75; б) тулий-170 и цезий-137; в) иридий-192 и кобальт-60; г) иридий-192 и цезий-137. Время экспозиции можно сократить: а) увеличивая фокусное расстояние; б) используя более контрастные радиографические пленки (1 и 2 кл.); в) уменьшая размер активной части используемого радионуклидного источника; г) увеличивая мощность экспозиционной дозы. Уменьшение оптической плотности изображения сварного соединения на любом участке этого изображения по сравнению с оптической плотностью изображения эталона чувствительности не должно превышать (требования ГОСТ 7512): а) 0,8; б) 1,0; в) 1,25; г) 1,5. Относительное увеличение размеров изображений дефектов, расположенных со стороны источника излучения (по отношению к дефектам, расположенным со стороны пленки), не должно превышать: а) 1,25; б) 1,3; в) 1,5; г) 2,0. Длина снимков должна обеспечивать перекрытие изображений смежных участков сварных соединений при длине контролируемого участка до 100 мм -не менее: а) 2S (S – толщина свариваемых кромок); б) 0,2 длины участка; в) 20 мм; г) 25 мм. Длина снимков должна обеспечивать перекрытие изображений смежных участков сварных соединений при длине контролируемого участка более 100 мм -не менее: а) 2S (S – толщина свариваемых кромок); б) 0,2 длины участка; в) 20 мм; г) 25 мм. Для стыковых сварных соединений, выполненных электрошлаковой сваркой, ширина радиографических снимков должна обеспечить получение изображений сварного шва, эталонов чувствительности, маркировочных знаков и околошовной зоны шириной не менее: а) 5 мм; б) 20 мм; в) 50 мм (не зависимо от толщины сварных кромок); г) толщины свариваемых кромок. В каких случаях допускаются к расшифровке снимки без изображения на них эталонов чувствительности: а) в случаях контроля сварных соединений труб диаметром до 25 мм; б) в случаях, когда определение чувствительности контроля производится на образцах-имитаторах, а также в случае панорамного контроля, когда на шов устанавливается более четырех пленок; в) в случае контроля сварных соединений труб диаметром до 100 мм; г) в случае контроля сварных соединений труб диаметром менее 50 мм. При панорамном контроле кольцевых сварных соединений, если на шов устанавливается более 4 пленок, допускается: а) установка эталонов чувствительности по одному на каждую треть длины окружности шва; б) не устанавливать маркировочные и ограничительные знаки; в) установка эталонов чувствительности по одному на каждую четверть длины окружности шва; г) не производить разбивку на участки. Какое соотношение между абсолютной чувствительностью К и геометрической нерезкостью Н допускается по ГОСТ 7512-82 «Контроль разрушающий. Соединения сварные. Радиографический метод»: а) К/Н >3; б) К/Н=3; в) К/Н≥2; г) К/Н=4. На выявляемость каких дефектов в наибольшей степени влияет изменение угла между направлением просвечивания и плоскостью контролируемого сварного соединения: а) пор, шлаковых и вольфрамовых включений; б) непроваров, трещин; в) окисных пленок, подрезов; г) угол на выявляемость дефектов не влияет. Признаком непригодности фиксажа является: а) увеличение времени просветления в 1,5–2 раза по сравнению с нормальным; б) выпадение в осадок серы; в) потемнение раствора, пена на поверхности фиксажа; г) все вышеперечисленное. Какие из характеристик радиографической пленки, перечисленных ниже, приводится на заводской упаковке: а) плотность вуали и широта пленки; б) коэффициент контрастности и чувствительности S0.85; в) зернистость и плотность вуали; г) широта пленки и класс пленки. Плотность почернения снимка равна 2, это означает что: а) световой поток, падающий на снимок, ослабляется им в 2 раза; б) световой поток, падающий на снимок, ослабляется им в 20 раз; в) световой поток, падающий на снимок, ослабляется им в 100 раз; г) тангенс угла наклона участка рабочих экспозиций характеристической кривой пленки к оси относительных экспозиций равен 2. При радиографическом контроле не гарантируется выявление включений и несплошностей с размером в направлении просвечивания менее: а) 0,5 мм; б) 0,3 мм; в) 0,05S (S – радиационная толщина материала); г) удвоенной абсолютной чувствительности контроля. По расчетам необходимо при контроле использовать иридий-192 ГИИИ-Д2, которого нет в наличии. Приходится применять ГИИИ-Д4. Какие параметры контроля придется подкорректировать: а) расстояние f от источника до поверхности контроля и время просвечивания; б) ничего корректировать не следует; в) только расстояние f; г) только время просвечивания. Какие дополнительные ограничения накладываются при радиографическом контроле в условиях радиационного фона: а) использование защитных кассет; б) вуаль пленки должна быть не более 0,25; в) отношение МЭД радиационного фона и МЭД рабочего источника за поглотителем не должно превышать единицы; г) все вышеперечисленное. Для угловых и тавровых соединений ширина радиографических снимков должна обеспечивать получение изображений сварного шва, эталонов чувствительности, маркировочных знаков и околошовной зоны шириной не менее: а) номинальной толщины более толстой свариваемой детали; б) удвоенной номинальной толщины более тонкой свариваемой детали; в) 20 мм; г) 5 мм. Размер конструктивного зазора в сварном соединении с неполным проплавлением: а) не оценивается; б) оценивается по нормам для непроваров при сварке с односторонним доступом; в) оценивается по нормам суммарной длины вогнутости корня при сварке с односторонним доступом; г) оценивается по нормам, установленным конструкторской документацией. Одной из основных радиационно-дефектоскопических характеристик радиоизотопных источников излучения является период полураспада, который определяет: а) требования к технике безопасности; б) периодичность замены источников; в) размеры активной части, а, следовательно, геометрию контроля; г) спектральный состав излучения. При гамма контроле сварного соединения толщиной 55 мм с расстояния 750 мм время экспозиции было 18 мин. Как изменится время просвечивания при уменьшении расстояния до 250 мм, чтобы снимок получился аналогичный первому: а) 2 мин; б) 9 мин; в) 18 мин; г) 36 мин. Согласно НП-105-18, если вогнутость и превышение проплавления корня шва обнаружены при измерительно контроле, то: а) их оценка проводится дополнительно радиографическим контролем; б) может быть исправлена после проведения радиографическим методом; в) их оценка при радиографическом контроле не проводится; г) может быть исправлена после проведения контроля всеми другими методами. При контроле предварительно наплавленных кромок требуемая чувствительность контроля: а) принимается по нормам НП-105-18; б) устанавливается производственно контрольной документацией (ПКД); в) устанавливается специалистом, составляющим технологическую карту контроля; г) не имеет значения. Причиной большой нерезкости изображения может быть: а) слишком малое расстояние между источником и пленкой; б) экраны и пленка не находятся в близком контакте; в) зернистость пленки; г) все вышеперечисленное. Различие по плотности между двумя соседними участками рентгеновского снимка называется: а) нерезкостью; б) контрастностью изображения; в) удельной активностью; г) плотностью объекта. Требуемая согласно НП-105-18 чувствительность радиографического контроля определяется по: а) номинальной толщине; б) радиационной толщине; в) суммарной толщине контролируемого участка и эталона чувствительности; г) условно-расчетной толщине. При контроле предварительно наплавленных кромок допускаемый максимальный размер одиночных мелких включений и одинаковых скоплений: а) устанавливается производственно-контрольной документацией (ПКД); б) устанавливается специалистом, составляющим технологическую карту контроля; в) применяется по нормам НП-105-18; г) не имеет значения. Наплавка кромок: а) относится к той же категории, что и соответствующее сварное соединение; б) относится к следующей, более низкой категории, чем соответствующее сварное соединение; в) рассматривается самостоятельно без отнесения к какой-либо категории; г) имеет свое подразделение на категории наплавок. График изменения активности изотопа от времени предназначен для: а) определения размера активной части источника в любое время; б) определения требований защиты; в) определения активности источника в данное время; г) определения продолжительности экспозиции. Антикоррозионная наплавка: а) относится к той же категории, что и соответствующее сварное соединение; б) относится к следующей, более низкой категории, чем соответствующее сварное соединение; в) рассматривается самостоятельно без отнесения к какой-либо категории; г) имеет свое подразделение на категории антикоррозийных наплавок. При контроле предварительно наплавленных кромок допускаемое число и суммарная приведенная площадь одиночных мелких включений и одиночных скоплений: а) принимается по нормам НП-105-18; б) устанавливается специалистом, составляющим технологическую карту контроля; в) не имеет значения; г) устанавливается производственно-контрольной документацией (ПКД). Требования чувствительности радиографического контроля сварных соединений оборудования и трубопроводов атомных энергетических установок производится по: а) ГОСТ 7512-82; б) ГОСТ 23055-78; в) НП-105-18; г) ГОСТ 20426-82. Незащищенный изотопный источник дает мощность дозы 100 мР/час на расстоянии 6 м. Какая будет мощность дозы на расстоянии 2 м: а) 0,11 мР/час; б) 0,30 мР/час; в) 300 мР/час; г) 900 мР/час. Для радиографического контроля в условиях радиационного фона не допускается использовать радиографическую пленку с начальной вуалью свыше (требование ГОСТ Р 50.05.07-2018): а) 0,1 ед. оптической плотности; б) 0,2 ед. оптической плотности; в) 0,3 ед. оптической плотности; г) 0,5 ед. оптической плотности. В соответствии с НП-105-18, сварные соединения приварки к оборудованию и трубопроводам патрубков (штуцеров), труб с внутренним диаметром до 30 мм включительно, радиографическому контролю: а) не подлежат; б) подвергаются в объеме не менее 50 % протяженности соответствующего шва; в) подвергаются не менее 50 % от количества швов; г) на усмотрение предприятия-изготовителя. В соответствии с НП-105-18, если сварное соединение подлежит выборочному радиографическому и ультразвуковому контролю, но последний технически не выполним, то объем радиографического контроля должен быть: а) удвоен; б) утроен; в) увеличен в 0,5 раза; г) увеличен в 1,5 раза. При выборочном контроле участки пересечения и сопряжения сварных швов должны быть проконтролированы: а) визуальным, радиографическим и капиллярным методами на каждом сварном соединении; б) всеми предусмотренными методами на каждом сварном соединении; в) всеми предусмотренными методами не менее, чем на 50 % сварных соединений, имеющих пересечения и сопряжения; г) только визуально-измерительным методом. При выборочном контроле протяженность участков пересечения и сопряжения сварных швов в объеме проводимого контроля: а) не засчитывается вне зависимости от объема выборочного контроля; б) засчитывается, если объем выборочного контроля менее 50 %; в) засчитывается только при контроле сварных соединений III категории; г) все вышеперечисленно неверно. Включения, наибольший размер которых менее требуемой по НП-105-18 чувствительности, при оценке качества сварного соединения: а) учитываются только при подсчете количества включений; б) учитываются только при подсчете суммарной приведенной площади; в) не учитываются как при подсчете количества включений и их приведенной суммарной площади, так и при рассмотрении расстояния между включениями (скоплениями); г) по усмотрению контролера. Участки пересечения и сопряжения сварных швов должны быть проконтролированы всеми предусмотренными методами на расстоянии в каждую сторону от точки пересечения (сопряжения) осей шва: а) двух номинальных толщин свариваемых деталей; б) не менее трех номинальных толщин свариваемых деталей; в) не менее пяти номинальных толщин свариваемых деталей; г) не менее 20 мм. Вогнутость и выпуклость корня шва оценивается: а) ультразвуковым или радиографическим методом контроля; б) только радиографическим методом; в) если проверены измерительным контролем, их оценка при радиографии не производится; г) оценивается ультразвуковым методом только вогнутость шва. |