технологический процесс изготовления колонны С-14. ДИПЛОМ. Дипломная работа по специальности 22. 02. 06 Сварочное производство Тема Разработка технологического процесса сборки и сварки
 Скачать 1.28 Mb. Скачать 1.28 Mb.
|

Электробезопасность при выполнении сварочных работЭлектробезопасность — система организационных и технических мероприятий и средств, обеспечивающих защиту людей от вредного и опасного воздействия электрического тока, электрической дуги, электромагнитного поля и статического электричества. Электротравма— травма, вызванная воздействием электричесского тока или электрической дуги. Электротравматизм — явление, характеризующееся совокупностью электротравм. Электрическое замыкание на корпус — случайное электрическое соединение токоведущей части с металлическими нетоковедущими частями электроустановки. Электрическое замыкание на землю — случайное электрическое соединение токоведущей части непосредственно с землей или нетоковедущими проводящими конструкциями или предметами, не изолированными от земли. Основными причинами поражения электрическим током являются воздействие  токоведущими частями и проводами (случайное, не вызванное производственной необходимостью, или вследствие ошибочной подачи напряжения во время ремонтов и осмотров); прикосновение к токоведущим частям, изоляция которых повреждена, касание токоведущих частей через предметы с низким сопротивлением изоляции, прикосновение к металлическим частям оборудования, случайно оказавшимся под напряжением (в результате отсутствия или повреждения защитных устройств), соприкосновение со строительными деталями конструкций, случайно оказавшимися под напряжением, и др. Опасность поражения электрическим током создают источники сварочного тока, электрический привод (включая пускорегулирующую аппаратуру), электрооборудование подъемно-транспортных устройств, электрифицированный транспорт, высокочастотные и осветительные токоведущими частями и проводами (случайное, не вызванное производственной необходимостью, или вследствие ошибочной подачи напряжения во время ремонтов и осмотров); прикосновение к токоведущим частям, изоляция которых повреждена, касание токоведущих частей через предметы с низким сопротивлением изоляции, прикосновение к металлическим частям оборудования, случайно оказавшимся под напряжением (в результате отсутствия или повреждения защитных устройств), соприкосновение со строительными деталями конструкций, случайно оказавшимися под напряжением, и др. Опасность поражения электрическим током создают источники сварочного тока, электрический привод (включая пускорегулирующую аппаратуру), электрооборудование подъемно-транспортных устройств, электрифицированный транспорт, высокочастотные и осветительные следующих факторов, сопротивления тела, величины, длительности действия, рода и частоты тока; пути тока в организме, состояния организма и условий внешней среды. Технические средства защиты: В процессе эксплуатации электросварочных установок требуется применение специальных средств защиты, которые делятся на изолирующие, ограждающие и вспомогательные. Изолирующие средства защиты делятся на основные и дополнительные. Основные изолирующие средства способны длительное время выдерживать рабочее напряжение электроустановки, поэтому ими разрешается касаться токоведущих частей, находящихся под напряжением К таким средствам относятся: диэлектрические резиновые перчатки, инструмент с изолированными рукоятками и токоискателями. Дополнительные изолирующие средства обладают недостаточной электрической прочностью и поэтому не могут самостоятельно защитить человека от напряжения током. К таким средствам относятся: резиновая обувь, коврики и изолирующие подставки. Резиновую обувь и коврики как дополнительные средства защиты применяют при операциях, выполняемых с помощью основных защитных средств.  Ограждающие средства защиты предназначены: для временного ограждения токоведущих частей (временные переносные ограждения-щиты, ограждения-клетки, изолирующие накладки, изолирующие колпаки); для предупреждения ошибочных операций (предупредительные плакаты); для временного заземления отключенных токоведущих частей с целью устранения опасности поражения работающих током при случайном появлении напряжения (временные защитные заземления). Ограждающие средства защиты предназначены: для временного ограждения токоведущих частей (временные переносные ограждения-щиты, ограждения-клетки, изолирующие накладки, изолирующие колпаки); для предупреждения ошибочных операций (предупредительные плакаты); для временного заземления отключенных токоведущих частей с целью устранения опасности поражения работающих током при случайном появлении напряжения (временные защитные заземления).Вспомогательные средства защиты предназначены для индивидуальной защиты работающего от световых, тепловых и механических воздействий (защитные очки, специальные рукавицы и т. п ). Защитное заземление, зануление и отключение электросварочных установок и постов. Защитное заземление — преднамеренное электрическое соединение с землей или ее эквивалентом металлических нетоковедущих частей, которые могут оказаться под напряжением. Пожаробезопасность Противопожарные мероприятия при сварке: Наибольшую пожарную опасность представляет дуговая электросварка открытой дугой, при которой от дуги в разные стороны разлетаются раскаленные частицы металла. Известны случаи возгорания от искр электродуговой сварки промасленных или пропитанных бензином тряпок, обтирочной ветоши, бумаги, опилок, находящихся на расстоянии 3—4 м от места сварки: при сварке на высоте искры отлетают от дуги на 5 м в более.  Пожароопасны различные виды сварки и наплавки не только из-за отлетающих раскаленных металлических частиц, по и причине возможности возникновения пожара из-за неисправности сварочного оборудования. Так, при неправильном устройстве обратного провода, соединяющего аппарат с изделием, его сопротивление прохождению тока может оказаться выше, чем сопротивление других обходных путей, и тогда часть сварочного тока (так называемый блуждающий ток) протекает по этим новым путям, что приводит к искрению и нагреву мест со значительным переходным сопротивлением. В результате этого может произойти воспламенение горючих материалов, расположенных в зоне прохождения обратного провода. Пожароопасны различные виды сварки и наплавки не только из-за отлетающих раскаленных металлических частиц, по и причине возможности возникновения пожара из-за неисправности сварочного оборудования. Так, при неправильном устройстве обратного провода, соединяющего аппарат с изделием, его сопротивление прохождению тока может оказаться выше, чем сопротивление других обходных путей, и тогда часть сварочного тока (так называемый блуждающий ток) протекает по этим новым путям, что приводит к искрению и нагреву мест со значительным переходным сопротивлением. В результате этого может произойти воспламенение горючих материалов, расположенных в зоне прохождения обратного провода.Возгорание может происходить от электросварочных работ, устраиваемых временно в плохо защищенных от пожара помещениях, вблизи легковоспламеняющихся материалов и веществ или при непосредственной сварке емкостей из-под жидких топлив. Перед сваркой емкости (бензобаки, канистры, цистерны, бочки и т. п.) необходимо тщательно очистить, промыть раствором каустической соды, пропарить, просушить и провентилировать. Иначе может образоваться взрывоопасная смесь паров горючей жидкости с воздухом, которая в процессе сварки под действием нагрева либо вследствие повышения температуры может воспламениться и привести к взрыву емкости. ЗАКЛЮЧЕНИЕ В результате выполнения дипломного работа, была разработана технология сборки и сварки ____________. Были рассмотрены два способа сварки ручная дуговая покрытыми электродами и механизированная сварка в среде углекислого газа. Второй предложенный способ оказался намного эффективней первого, по целому ряду показателей, таким как, затраты времени на сварку, механизация процесса, увеличение производительности труда. Также в результате работы были подобраны сварочные материалы, рассчитаны режимы сварки и произведен выбор сварочного оборудования. Выбран кондуктор, позволяющий выполнять сборку и сварку заготовок в нижнем поворотном положении. По оценке ресурсоэфективности, можно сделать выводы, что она выше для технологического процесса механизированной сварки в среде защитного газа, по сравнению с ручной дуговой сваркой плавящимся электродом и автоматической сваркой под слоем флюса. Выполнены поставленные задачи: -изучена литература и другие информационные источники необходимые для выполнения данной работы; Произведена оценка технологичности конструкции, обоснован выбор способа сварки ее модернизация, выбор основных и сварочных материалов; Подобрано современное сварочное оборудование для предлагаемого технологического процесса; Составлен технологический процесс изготовления конструкции и выполнен расчет норм времени на операции; Определены технико-экономические показатели; По результатам внедрения современных способов сварки и сварочного оборудования определена эффективность применения всех решений в процесс изготовления конструкции «_______________». - разработаны мероприятия по техники безопасности при изготовлении сварной конструкции при соблюдении правил электробезопасности и пожарной безопасности. СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ И ЛИТЕРАТУРЫ Конституция РФ от 12 декабря 1993 года, с изменениями от 1 июля 2020 Федеральный закон от 10.01.2002 N 7 –Ф3 (ред.от 09.03.2021) «Об охране окружающей среды» 3 Закон РФ «Об охране атмосферного воздуха» № 96-ФЗ от 04.05.1999 г. 4. Куликов О.Н., Ролин Е.И. Охрана труда при производстве сварочных работ. – М.: Издательский центр «Академия», 2018. – 224 с. 5. Овчинников В.В. Справочник технолога-сварщика. – М. – 2019. Электронный ресурс. 6. Овчинников В.В., Гуреева М.А. Современные материалы для сварных конструкций. – М.: Издательский центр «Академия», 2019. - 304 с. 7. Овчинников В.В. Механические испытания: металлы, сварные соединения, покрытия: Практикум. – М.: Форум: Инфра – М, 2018. - 272 с. 8. Хромченко Ф.А. Сварочные технологии при ремонтных работах. – М.: Интернет Инжиринг, 2019, 368 с. Интернет-ресурсы 9. Блинов А.Н. Сварные конструкции / А.Н. Блинов, К.В. Лялин – М.: Стройиздат, 2018. 10. Виноградов В.С. Оборудования и технология дуговой автоматической и механизированной сварки / В.С. Виноградов – М.: Высшая школа , 2019 11. Виноградов В.С. Технологическая подготовка производства сварных конструкций / В.С. Виноградов – М.: Машиностроение, 2019. 12. Китаев А.М. Справочная книга сварщика / А.М. Китаев, Я.А Китаев. – М.: Машиностроение, 2019. 13.Трущенко Е.А. Расчёт режимов дуговой сварки. Методические указания к курсовому и дипломному проектированию. Изд-во Томского политехнического университета, 2008 15. Зорин Е. Е Электрическая дуговая сварка. Лабораторный практикум по технологическим основам сварки 2021 стр. 16. Зорин Н.Е., Зорин Е.Е. Материаловедение сварки. Сварка плавлением 2021 17. Козловский С.Н Сварочные технологии 2021 18. Смирнов И.В Сварка специальных сталей и сплавов 2021 19. Радченко М.В., Радченко В.Г., Радченко Т.Б. Сварочное производство. Введение в специальность 2020 Нормативно – техническая документация 1. Строительные нормы и правила. Нормы проектирования. Стальные конструкции СНиП II 23-81. С изменениями №121 от 12 июля 1998 г 2. ГОСТ 8713-79* Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры, 1981 г 3. ГОСТ 14071-76* Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры. Госкомитет СССР по стандартам, 1977 г 4. ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры 5. ГОСТ 9087-81* Флюсы сварочные плавленые. Технические условия. 6. ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия. 7.ГОСТ 5583-78.Кислород газообразный технический. Технические условия 8. ГОСТ 9467-75 Электроды, покрытые, металлические для ручной дуговой сварки конструкционных теплоустойчивых сталей. 9. ГОСТ 380-2005 сталь углеродистая обыкновенного качества. 2007 г 10. ГОСТ 2246-70 Проволока стальная сварочная. Технические условия. 11.ГОСТ Р ЕН 379-2011 Системы стандартов безопасности труда .Средства индивидуальной защиты глаз и лица при сварки . Интернет – ресурс: 1 www.svarka-reska.ru; 2 www.svarka.net; 3 www prosvarky.ru; 4 websvarka.ru 5.specservis.ru (библиотека сварщика) II Графическая часть. Приложение 1 Сварная колонна 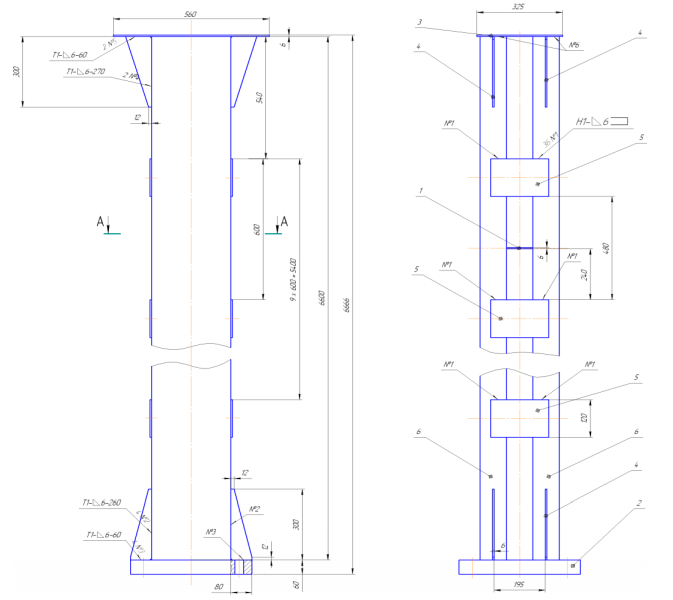 Сварная колонна 1 – внутреннее ребро жесткости; 2 – основание; 3 – оголовок колонны; 4 – ребро жёсткости; 5 – накладки; 6 – швеллера. Сварная колонна 1 – внутреннее ребро жесткости; 2 – основание; 3 – оголовок колонны; 4 – ребро жёсткости; 5 – накладки; 6 – швеллера.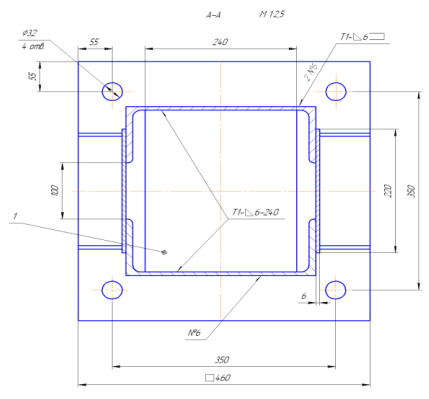  Приложение 2 Технологическая карта сборки и сварки колонны
Рулетка ГОСТ 7502-80, Угольник ШС-2, Катетомер. Щуп ГОСТ 882-85 Маркеры |