Курсач Садриддинов. Дипломный проект тема работы разработка технологии сварки и контроль качества
 Скачать 0.73 Mb. Скачать 0.73 Mb.
|

 1,2 ( 382) 163 А; 1,2 ( 382) 163 А; ÑÇ I  1,4 ( 382) 226 А; 1,4 ( 382) 226 А; ÑÏ I  1,2 ( 382) 178 А. 1,2 ( 382) 178 А. Определяем напряжение сварки для корневого UСК, заполняющего UСЗ и подварочного UСП, проходов [15]:
UÑÊ 14 0,05 163 22 В; UÑÇ 14 0,05 226 26 В; UÑÏ 14 0,05178 23 В. Определяем расход углекислого газа для соответствующих проходов qЗГК, qЗГЗ, qЗГП [15]:
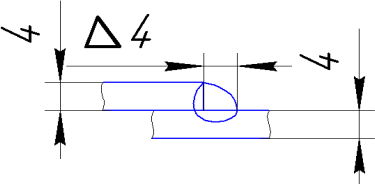
ÇÃÊ q 3,31,03 1630,75 0,15 л/с; ÇÃÇ q 3,31,03 2260,75 0,19 л/с; qÇÃÏ 3,3 1,03 1780,75 0,16 л/с. Расчет режима дуговой сварки в углекислом газе шва № 2 (рисунок 2). 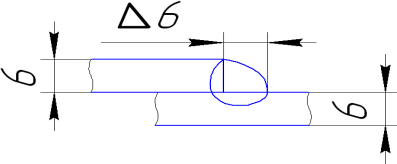 Рисунок 2 Шов Н1 ГОСТ 14771-76 Определяем расчетную глубину проплавления [15]:
где hР – глубина проплавления, мм; S – толщина металла, мм; K – катет шва. Ê 1,2 6 7,2 , hÐ 0,7 7,2 5,1 мм  Диаметр электродной проволоки [15]: Диаметр электродной проволоки [15]:
dÝÏ 4 5,1 0,055,1 1,2...1,75 мм, принимаем dЭП=1,2 мм.  Для расчета скорости сварки выбираем коэффициент KV=1060 [15]: Для расчета скорости сварки выбираем коэффициент KV=1060 [15]:
где Vc – скорость сварки, мм/с; e – ширина шва, мм. 5,11,61 VC 1060 93,36 9 мм/с. Для расчета сварочного IC тока, коэффициент КI=430 [15]:
IC 430 5,11,32 91,07 351 А. При сварке в нижнем положении I 180 d1,5 510 А, следовательно ÝÏ C IС=351 A находиться в пределах допустимых значений. Напряжение сварки UC находим по формуле [15]:
где UС – напряжение сварки, В. UC 14 0,05 351 32 В. Вылет электродной проволоки lВ [15]:
l 10 1,2 2 1,2 9,6...14,4 мм. Скорость подачи электродной проволоки определяется по формуле [15]:
VÝÏ 0,53 351 1,22 6,94 103 3512 1,23 173 мм/с. Расход защитного газа (CO2) [15]:
Çà g 3,3103 3510,75 0,267 л/с. Расчет режима дуговой сварки в углекислом газе шва № 3 (рисунок 3). 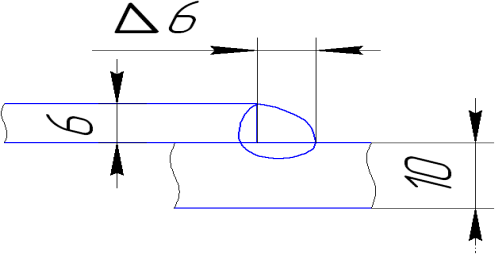 Рисунок 3 Шов Н1 ГОСТ – 14771-76 Определяем расчетную глубину проплавления по формуле (24) и (25): Ê 1,2 6 7,2 , hÐ 0,7 7,2 5,1 мм Диаметр электродной проволоки определяем по формуле (26): dÝÏ 4 5,1 0,055,1 1,2...1,75 мм, принимаем dЭП=1,2 мм.  Для расчета скорости сварки по формуле (27), выбираем коэффициент KV=1060 [15]: Для расчета скорости сварки по формуле (27), выбираем коэффициент KV=1060 [15]:VC 1060 5,11,61 9 93,36 мм/с. Для расчета сварочного тока по формуле (2) для dЭП=1,2 мм находим коэффициент КI=430 [15]: 5,11,32 IC 430 91,07 351 А. При сварке в нижнем положении I 180 d1,5 510 А, следовательно ÝÏ C IС=351 A находиться в пределах допустимых значений. Напряжение сварки находим по формуле (29) [15]: UC 14 0,05 351 32 В. Вылет электродной проволоки рассчитываем по формуле (30) [15]: l 10 1,2 2 1,2 9,6...14,4 мм. Скорость подачи электродной проволоки рассчитываем по формуле (31): VÝÏ 0,53 351 1,22 6,94 103 3512 1,23 173 мм/с. Расход защитного газа (CO2) рассчитываем по формуле (32) [15]: Çà g 3,3103 3510,75 0,267 л/с. |