Курсач Садриддинов. Дипломный проект тема работы разработка технологии сварки и контроль качества
 Скачать 0.73 Mb. Скачать 0.73 Mb.
|

|
Ê 1,2 4 4,8, hÐ 0,7 4,8 3,4 мм Диаметр электродной проволоки рассчитываем по формуле (26) [15]:  dÝÏ dÝÏ 0,05 3,4 1,18...1,52 мм, принимаем dЭП=1,2 мм. Для расчета скорости сварки по формуле (27) выбираем коэффициент KV=1060 [15]: VC 1060 3,41,61 63,36 18,4 мм/с. Для расчета сварочного тока по формуле (28) для dЭП=1,2 мм находим коэффициент КI=430 [15]: 3,41,32 IC 430 61,07 280 А. Напряжение сварки находим по формуле (29) [15]: UC14 0,05 280 28 В. Вылет электродной проволоки рассчитываем по формуле (30) [15]: l 10 1,2 2 1,2 9,6...14,4 мм. Скорость подачи электродной проволоки определяется по формуле (31): VÝÏ 0,53 280 1,22 6,94 103 2802 1,23 417 мм/с. Расход защитного газа (CO2) рассчитываем по формуле (32) [15]: Çà g 3,3103 2800,75 0,21 л/с. Расчет режима дуговой сварки в углекислом газе шва №1 (рисунок 5). 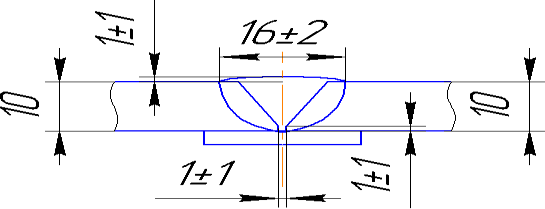 Рисунок 5 Шов С19 ГОСТ 14771-76 Ориентировочно площади корневого и заполняющего проходов при нижнем положении шва принимаем FНК=10 мм2 и FНЗ=55 мм2. Чтобы определить общее количество проходов, необходимо найти общую площадь наплавленного металла по формуле (3): FÍÎ 0,7 16 1 2 10 1 (10 2)2 tg45 68 мм2. 2 Определяем общее количество проходов по формуле (4) [15]: nÏÎ 68 10 1 2,05 , принимаем 55 nÏÎ 2 . Уточняем площади FПЗ с учетом принятого количества проходов по формуле (5) [15]: FÏÇ 68 10 55 2 1 мм2. Рассчитываем диаметр электродной проволоки для корневого dЭПК, заполняющего dЭПЗ проходов по соответствующим площадям FНК=10 мм2 FНЗ=55 мм2 по формулам (6) и (7), для сварки в нижнем положении принимаем коэффициент Kd=0,149…0,264 [15]: d ÂÝÏÊ d ÂÝÏÇ (0,149...0,264) 100,625 0,628...1,11 мм; (0,149...0,264) 550,625 1,8...2,9 мм. С учетом ограничения для нижнего положения шва принимаем dЭП=1,2 мм. Скорость сварки при вертикальном положении шва рассчитывается по dЭПi и FНi, для корневого VÂ, заполняющих V и подварочных V проходов по ÑÊ ÑÇ ÑÏ формуле 9 и 10 [15]: V  15,9 1,22 67,4 1,21,5 ÑÊ 10 V  15,9 1,22 67,4 1,21,5 ÑÇ 55 11,2 3,16 мм/с; мм/с. С учетом ограничений в зависимости от уровня автоматизации процесса ÑÊ принимаем V 10 мм/с, для заполняющих V 4 мм/с [14]. ÑÇ Рассчитываем скорость подачи электродной проволоки по формулам (12) и (13) [15]: VÝÏÊ 4 10 10 3,14 1,22 (1 0,1) 98,3 мм/с; VÝÏÇ 4 55 4 3,14 1,42 (1 0,1) 216 мм/с. Рассчитываем сварочный ток для корневого IСК и заполняющего IСЗ проходов при сварке на обратной полярности по формулам (15) и (16) [15]: ÑÊ I  1,2 ( 1,2 ( ÑÇ I  1,2 ( 1,2 ( 382) 216 А; 382) 330 А. Определяем напряжение сварки для корневого UСК и подварочного UСП проходов по формулам (18) и (19) [15]: UÑÊ 14 0,05 216 24,8 В; UÑÇ 14 0,05 330 30 В. Определяем расход углекислого газа для соответствующих проходов по формулам (21) и (22) [15]: ÇÃÊ q 3,31,03 2160,75 0,185 л/с; ÇÃÇ q 3,31,03 3300,75 0,25 л/с. Расчет режима дуговой сварки в углекислом газе шва № 4 (рисунок 6). 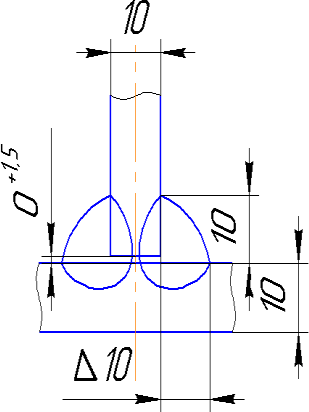 Рисунок 6 Шов Т3 ГОСТ 14771-76 Ориентировочно площади корневого и заполняющего проходов при нижнем положении шва принимаем FНК=12 мм2 и FНЗ=60 мм2 [15]. Чтобы определить общее количество проходов, необходимо найти общую площадь наплавленного металла по формуле [15]:
FÍÎ 12 60 72 мм2. Определяем общее количество проходов по формуле (4) [15]: nÏÎ 72 12 1 2,03, принимаем 60 nÏÎ 2 . Уточняем площади FПЗ с учетом принятого количества проходов по формуле (5) [15]: FÏÇ 72 12 60 2 1 мм2. Рассчитываем диаметр электродной проволоки для корневого dЭПК, заполняющего dЭПЗ проходов по соответствующим площадям FНК=12 мм2 FНЗ=60 мм2 по формулам (6) и (7), для сварки в нижнем положении принимаем коэффициент Kd=0,149…0,264 [15]: d ÂÝÏÊ (0,149...0,264) 120,625 0,704...1,24 мм; d ÂÝÏÇ (0,149...0,264) 550,625 1,9...3,4 мм. С учетом ограничения для нижнего положения шва принимаем dЭП=1,2 мм. Скорость сварки при вертикальном положении шва рассчитывается по dЭПi и FНi, для корневого VÂ, заполняющих VÂ и подварочных VÂ проходов по ÑÊ ÑÇ ÑÏ формулам (9) и (10) [15]: V Â 15,9 1,22 67,4 1,21,5 ÑÊ 12 V Â 15,9 1,22 67,4 1,21,5 ÑÇ 60 9,29 4,06 мм/с; мм/с. С учетом ограничений в зависимости от уровня автоматизации процесса |