Курсач Садриддинов. Дипломный проект тема работы разработка технологии сварки и контроль качества
 Скачать 0.73 Mb. Скачать 0.73 Mb.
|

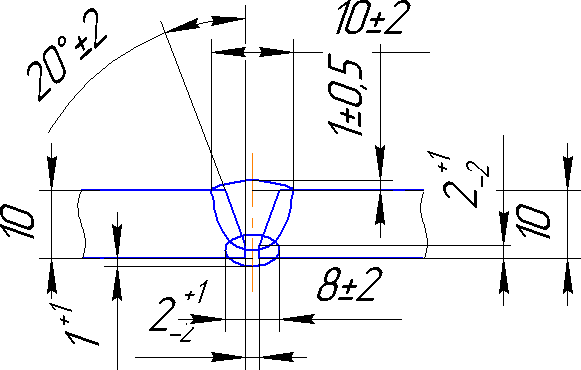 Рисунок 1 Шов C21 ГОСТ 14771-76 Ориентировочно площади корневого и заполняющего проходов при вертикальном положении шва принимаем FНК=12 мм2 и FНЗ=28 мм2. Площадь подварочного прохода определяем по чертежу [15]:
где FНП – площадь подварочного прохода, мм; l1 – ширина прохода, мм; g1 – высота усиления прохода, мм. FÍÏ 0,7 10 1,5 8,4 мм2. Чтобы определить общее количество проходов, необходимо найти общую площадь наплавленного металла [15]:
где b – притупление, мм; с – глубина провара подварочного прохода, мм; S – толщина детали, мм; С – ширина шва, мм. FÍÎ 0,7 12 2 2 10 1 (10 20)2 tg20 65 мм2. 2 Определяем общее количество проходов [15]:
nÏÎ 65128,4 1 1 3,59 , принимаем 28 nÏÎ 3. Уточняем площади FНЗ с учетом принятого количества проходов [15]:
FÏÇ 65 12 8,4 28 3 1 1 мм2. Рассчитываем диаметр электродной проволоки для корневого dЭПК, заполняющего dЭПЗ и подварочного dЭПП проходов по соответствующим площадям FНК=12 мм2 , FНЗ=28 мм2, FНП=8,4 мм2, для сварки в вертикальном положении принимаем коэффициент Kd=0,184…0,326.
d ÂÝÏÊ (0,184...0,326) 120,625 0,869...1,54 мм; d ÂÝÏÇ (0,184...0,326) 280,625 1,476...2,61 мм; d ÂÝÏÏ (0,184...0,326) 8,40,625 0,48...1,2 мм. С учетом ограничения для вертикального положения шва принимаем dЭПК=1,2 мм, dЭПЗ=1,4 мм и dЭПП=1,2 мм [14]. Скорость сварки при вертикальном положении шва рассчитывается по dЭПi и FНi, для корневого VÂ, заполняющих VÂ и подварочных VÂ проходов по ÑÊ ÑÇ ÑÏ формуле [15]:
V Â 8,9 1,22 50,6 1,21,5 ÑÊ 12 V Â 8,9 1,42 50,6 1,41,5 ÑÇ 28 V Â 8,9 1,22 50,6 1,21,5 ÑÏ 8,4 6,41 мм/с; 3,66 мм/с; 9,43 мм/с. 6 4 V V Сварку корневого прохода в вертикальном положении желательно выполнять на мягком режиме, т.е. при пониженных значениях IСК и VСК. Поэтому принимаем Â мм/с, для заполняющих Â мм/с, и ÑÏ ÑÊ ÑÇ подварочного VÂ 9 мм/с. Рассчитываем скорость подачи электродной проволоки [15]:
VÝÏÊ 4 12 6 3,14 1,22 (1 0,1) 70,77 мм/с; VÝÏÇ 4 28 4 3,14 1,42 (1 0,1) 109,18 мм/с; VÝÏÏ 4 8,4 9 3,14 1,22 (1 0,1) 77,6 мм/с.   Рассчитываем сварочный ток для корневого IСК, заполняющего IСЗ, и подварочного IСП проходов при сварке на обратной полярности [15]: Рассчитываем сварочный ток для корневого IСК, заполняющего IСЗ, и подварочного IСП проходов при сварке на обратной полярности [15]:
ÑÊ I  |