Интродиагностика. Доклад на тему " Интродиагностика"
 Скачать 1.41 Mb. Скачать 1.41 Mb.
|

|
Доклад на тему : “Интродиагностика“ Содержание Введение……………………………………………………… Методы интродиагностики Вибрационный Диагностика по магнитным полям Акустический Хроматографический Тепловизионный Электрошумовой СВЧ – контроль Актуальность интродиагностики.…………. Заключение……………………………………… Список литературы…………………………………. Введение Интродиагностика – это неразрушающий контроль (без вскрытия баков и слива диэлектрических жидкостей) комплекса параметров, характеризующих состояние высоковольтных аппаратов, для предотвращения повреждений и ненормальных режимов их функционирования. Методы интродиагностики , пригодные для систем мониторинга Вибродиагностический метод. Диагностика по магнитным полям. Акустическая диагностика. Хромотографический анализ растворённых газов. Тепловизионное обследование высоковольтного оборудования. Электрошумовой тип диагностики. СВЧ – контроль Вибродиагностический метод  Вибродиагностику широко применяют для оценки состояния высоковольтного оборудования, причём в первую очередь трансформаторного. Вибрация элементов характеризует одновременно целый комплекс эксплуатационных показателей трансформаторов: параметры циклических электрических и механических нагрузок, параметры резонансных режимов работы различных деталей, степень износа особо напряженных 31 элементов и т. д. В настоящее время вибродиагностику проводят в процессе комплексного обследования оборудования с заданной периодичностью, что позволяет контролировать вибрационное состояние оборудования на текущий момент. Вибрационная диагностика обеспечивает контроль состояния наиболее уязвимых и, как правило, наиболее дорогостоящих элементов высоковольтного оборудования. Перспективно применение вибродиагностики для мониторинга. Современный силовой трансформатор как динамически сложная система имеет сплошной спектр вибрации с отдельными дискретными выбросами в диапазоне частот до 5000 Гц. Дискретные частотные составляющие спектра вибрации обусловливаются конкретными, сильными источниками возбуждения электрического, механического, гидродинамического и аэродинамического происхождения. Вибродиагностику широко применяют для оценки состояния высоковольтного оборудования, причём в первую очередь трансформаторного. Вибрация элементов характеризует одновременно целый комплекс эксплуатационных показателей трансформаторов: параметры циклических электрических и механических нагрузок, параметры резонансных режимов работы различных деталей, степень износа особо напряженных 31 элементов и т. д. В настоящее время вибродиагностику проводят в процессе комплексного обследования оборудования с заданной периодичностью, что позволяет контролировать вибрационное состояние оборудования на текущий момент. Вибрационная диагностика обеспечивает контроль состояния наиболее уязвимых и, как правило, наиболее дорогостоящих элементов высоковольтного оборудования. Перспективно применение вибродиагностики для мониторинга. Современный силовой трансформатор как динамически сложная система имеет сплошной спектр вибрации с отдельными дискретными выбросами в диапазоне частот до 5000 Гц. Дискретные частотные составляющие спектра вибрации обусловливаются конкретными, сильными источниками возбуждения электрического, механического, гидродинамического и аэродинамического происхождения.Изучение спектра вибрации включает спектральный анализ частоты и уровня дискретных составляющих, выявление их принадлежности к определенным элементам трансформатора, установление причин возбуждения и закономерности изменения параметров вибрации. Основные причины вибрации силовых трансформаторов: - магнитопроводы; обмотки, электродвигатели маслонасосов и вентиляторов, вентиляторы, маслонасосы, шлейфы трубопровода, сопряженные с маслонасосами. В качестве примера приведем выдержки из отчёта о вибрационном обследовании автотрансформатора АТДЦТН-250000/500/110-78У1 подстанции «РАДУГА-500» Волго-Окского предприятия магистральных электрических сетей, выполненного ОАО «Электросетьсервис ЕНЭС».  Вибрационное обследование бака автотрансформатора, состояния элементов активной части и двигателей маслонасосов Обследование вибрационного состояния элементов активной части трансформатора проводилось виброметром «Диана-2М». Результаты обрабатывали с использованием экспертной системы диагностики качества прессовки активных материалов маслонаполненных трансформаторов по вибропараметрам «ВЕСТА 3» фирмы «Вибро-Центр». При проведении обследования учитывали: Вибрационное обследование бака автотрансформатора, состояния элементов активной части и двигателей маслонасосов Обследование вибрационного состояния элементов активной части трансформатора проводилось виброметром «Диана-2М». Результаты обрабатывали с использованием экспертной системы диагностики качества прессовки активных материалов маслонаполненных трансформаторов по вибропараметрам «ВЕСТА 3» фирмы «Вибро-Центр». При проведении обследования учитывали: 1. Нагрузку объекта на момент обследования (48 %). 2. Технические параметры объекта измерения. 32 3. Конструкционные особенности объекта измерения: - магнитопровод имеет трехстержневую конструкцию, однорамный, шихтованный из отдельных листов электротехнической стали с изоляционным покрытием; - стяжка стержней осуществляется бандажами из стеклоленты, а ярем – с помощью ярмовых балок и стальных полубандажей. Ярмовые балки представляют собой сварную металлическую конструкцию образного профиля с усиливающими ребрами. Верхние и нижние ярмовые балки соединены между собой вертикальными пластинами. В местах соединения имеются клиновые устройства, позволяющие выбирать зазоры в узлах соединения ярмовых балок с пластинами; - обмотки автотрансформатора располагаются на стержне концентрически в следующем порядке: НН – ОО – ПО – РО. Для придания большей механической прочности снаружи обмотка РО стягивается бандажами из стеклоленты, а бандажи накладывают на полосы из электрокартона. Изоляция между соседними обмотками – маслобарьерного типа. 4. Температура воздуха и масла на момент обследования Тв = + 22 °С Тв.м = 60 °С. А. Измерение уровня вибрации на стенке бака автотрансформатора. Описание работы: мысленно размечают бак автотрансформатора, при этом поверхность по высоте делят на два уровня: уровень верха обмотки и уровень низа обмотки. По периметру бак автотрансформатора разбивают на сектора. Номера секторов отсчитывают от левого сектора на стороне ВН трансформатора (фаза А) в сторону фазы С и далее против часовой стрелки. Таким образом, бак АТ-2 поделился на шесть секторов. Диагностика по магнитным полям. Диагностика по магнитным полям рассеяния, измерение напряжённости и магнитных полей рассеяния позволяет создать картину распределения магнитных потоков по периметру бака высоковольтного аппарата на уровне нижнего разъёма. По результатам обследования появляется возможность оценить качество работы магнитной системы аппарата, выявить наличие некоторых видов дефектов, приводящих к изменению картины распределения магнитных потоков по периметру бака, например межвитковых замыканий в обмотках трансформаторов, а также разработать мероприятия по уменьшению полей рассеяния. При этом оценивают условия нахождения возле оборудования персонала с точки зрения соблюдения требований безопасности здоровья и охраны труда. В качестве примера приведем выдержки из отчёта о магнитном обследовании автотрансформатора АТДЦТН-250000/500/110-78У1 подстанции «РАДУГА-500» Волго-Окского предприятия магистральных электрических сетей, выполненного ОАО «Электросетьсервис ЕНЭС». Измерение уровня магнитного поля (МП) по периметру бака. Методика обследования  Измерения проводят прибором ПЗ-50 с антенной НЗ-50 (рис. 5.1), имеющим следующие технические характеристики: ‒ диапазон частот от 48 до 52 Гц; ‒ диапазон измерения напряженности магнитного поля от 0,1 до 1800 А/м; ‒ пределы допускаемой относительной основной погрешности измерения напряжённости магнитного поля ±[15 + 0,2 [Нп/Нх]] %, где Нп – установленный предел измерения (0,2, 2, 20, 200 или 2000 А/м), Нх – измеренное значение напряжённости магнитного поля (А/м); ‒ пределы допускаемой дополнительной погрешности, обусловленной отклонением температуры окружающего воздуха от нор- 36 мальной (20 ºС) в пределах рабочих температур, ±6 % на каждые 10 ºС; ‒ допускаемое значение перегрузки по напряжённости МП не более 10 кА/м. Антенна-преобразователь (АП) НЗ-50 представляет собой экранированную рамочную антенну электрически малых размеров (средний диаметр рамки ‒ 80 мм, число витков ‒ 5600). При помещении АП в МП в обмотке антенны наводится переменное напряжение, пропорциональное проекции вектора напряжённости поля на ось, перпендикулярную плоскости рамки. Измерения проводят прибором ПЗ-50 с антенной НЗ-50 (рис. 5.1), имеющим следующие технические характеристики: ‒ диапазон частот от 48 до 52 Гц; ‒ диапазон измерения напряженности магнитного поля от 0,1 до 1800 А/м; ‒ пределы допускаемой относительной основной погрешности измерения напряжённости магнитного поля ±[15 + 0,2 [Нп/Нх]] %, где Нп – установленный предел измерения (0,2, 2, 20, 200 или 2000 А/м), Нх – измеренное значение напряжённости магнитного поля (А/м); ‒ пределы допускаемой дополнительной погрешности, обусловленной отклонением температуры окружающего воздуха от нор- 36 мальной (20 ºС) в пределах рабочих температур, ±6 % на каждые 10 ºС; ‒ допускаемое значение перегрузки по напряжённости МП не более 10 кА/м. Антенна-преобразователь (АП) НЗ-50 представляет собой экранированную рамочную антенну электрически малых размеров (средний диаметр рамки ‒ 80 мм, число витков ‒ 5600). При помещении АП в МП в обмотке антенны наводится переменное напряжение, пропорциональное проекции вектора напряжённости поля на ось, перпендикулярную плоскости рамки. Переменное напряжение далее через кабель поступает на отсчетное устройство, в котором после усиления и фильтрации сигнал преобразуется в цифровую форму и выводится на жидкокристаллический индикатор. Показания прибора соответствуют (в А/м) среднеквадратичному значению модуля проекции вектора напряжённости МП промышленной частоты (50 Гц) на ось, перпендикулярную плоскости рамки (измерительную ось АП Н3-50). Это значение приписывается магнитному полю в центре рамки, которое было в этой точке пространства до внесения в поле АП. Измерения проводились по всему периметру бака автотрансформатора (АТ) на уровне нижнего разъёма между всеми рёбрами жесткости. Точка начала обхода находится под вводом фазы А ВН, а дальнейшее движение проводят вправо вдоль разъема. Для определения реального значения поля в конкретной точке пространства путем поворота антенны в трёх плоскостях находилась большая ось эллипса 37 поляризации МП по наибольшему показанию измеряемого значения на индикаторе. В этой ситуации измерительная ось А оказывается параллельной большой оси эллипса поляризации МП. Предельно допустимые уровни напряженности периодических (синусоидальных) МП устанавливают для условий общего (на все тело) и локального (на конечности) воздействия. При необходимости пребывания персонала в зонах с различной напряженностью (индукцией) МП общее время выполнения работ в этих зонах не должно превышать предельно допустимого для зоны с максимальной напряженностью. Допустимая индукция МП внутри временных интервалов определяется в соответствии с кривой интерполяции. Акустическая диагностика Акустическая диагностика высоковольтного оборудования Акустические сигналы вблизи высоковольтного устройства ‒ весьма важный носитель диагностической информации, так как их источниками служат процессы разнообразной физической природы в различных элементах оборудования. Акустическими сигналами сопровождаются частичные разряды в изоляции, виброудары незакрепленных деталей на трансформаторе, корона в воздухе на вводах, вибрации магнитопровода и обмоток, вращение деталей вентиляторов и маслонасов. Идентификация дефектов проводится по амплитуде, показателям стабильности акустических сигналов, особенностям их частотного спектра, с помощью их привязки к фазе напряжения. 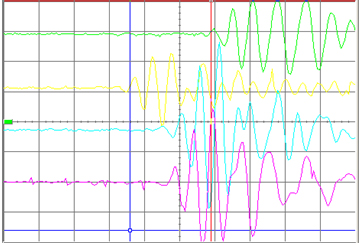 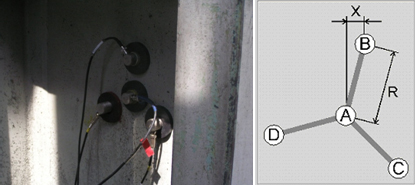 Например, сигналы от разрядов имеют высокочастотный спектр, возникают дважды за период се- 39 тевого напряжения, нестабильны по амплитуде, коротки по длительности. Спектр акустического сигнала определялся с помощью программы, прилагаемой к специализированному цифровому осциллографу путем прямого цифрового преобразования Фурье. Анализ отечественных и зарубежных приборов ультразвуковой дистанционной локации в аспекте перспективности их применения для гибкой автоматизации мониторинга высоковольтного оборудования позволил выделить переносной прибор марки UltraTest (рис. 5.4). К числу основных сфер применения этого прибора производителем (ООО «ДИМРУС») относится дистанционная регистрация акустических сигналов от частичных разрядов в изоляции высоковольтного оборудования, определение мест возникновения дефектов в высоковольтной изоляции [10]. Датчик прибора формирует сигнал, отражающий интенсивность акустических процессов. Средства вторичной обработки позволяют проанализировать акустический сигнал и настроить прибор на поиск сигнала с особенностями, характерными для того или иного источника. Например, для ЧР этими особенностями станут высокочастотный спектр, нестабильность по амплитуде, краткость по длительности и активизация дважды за период сетевого напряжения. Эти особенности выявляют благодаря использованию встроенной в прибор экспертной системы PD-Expert, предназначенной для распознавания образов дефектов изоляции, вызывающих частичные разряды. Перспективность прибора UltraTest как компонента мехатронных систем гибкой автоматизации мониторинга высоковольтного оборудования определяется также наличием функции трёхмерного позиционирования. Она заключается в том, что при каждом измерении акустической активности, т. е. несколько раз в секунду, определяют угол направления оси акустического датчика прибора в горизонтальной плоскости в системе магнитных координат Земли, а также угол наклона оси датчика относительно линии горизонта вверх или вниз. Рис. Например, сигналы от разрядов имеют высокочастотный спектр, возникают дважды за период се- 39 тевого напряжения, нестабильны по амплитуде, коротки по длительности. Спектр акустического сигнала определялся с помощью программы, прилагаемой к специализированному цифровому осциллографу путем прямого цифрового преобразования Фурье. Анализ отечественных и зарубежных приборов ультразвуковой дистанционной локации в аспекте перспективности их применения для гибкой автоматизации мониторинга высоковольтного оборудования позволил выделить переносной прибор марки UltraTest (рис. 5.4). К числу основных сфер применения этого прибора производителем (ООО «ДИМРУС») относится дистанционная регистрация акустических сигналов от частичных разрядов в изоляции высоковольтного оборудования, определение мест возникновения дефектов в высоковольтной изоляции [10]. Датчик прибора формирует сигнал, отражающий интенсивность акустических процессов. Средства вторичной обработки позволяют проанализировать акустический сигнал и настроить прибор на поиск сигнала с особенностями, характерными для того или иного источника. Например, для ЧР этими особенностями станут высокочастотный спектр, нестабильность по амплитуде, краткость по длительности и активизация дважды за период сетевого напряжения. Эти особенности выявляют благодаря использованию встроенной в прибор экспертной системы PD-Expert, предназначенной для распознавания образов дефектов изоляции, вызывающих частичные разряды. Перспективность прибора UltraTest как компонента мехатронных систем гибкой автоматизации мониторинга высоковольтного оборудования определяется также наличием функции трёхмерного позиционирования. Она заключается в том, что при каждом измерении акустической активности, т. е. несколько раз в секунду, определяют угол направления оси акустического датчика прибора в горизонтальной плоскости в системе магнитных координат Земли, а также угол наклона оси датчика относительно линии горизонта вверх или вниз. Рис.  5.4. Портативный ультразвуковой прибор марки UltraTest 40 Значения углов ставят в соответствие значению акустической активности, зарегистрированной прибором в этот момент времени. Очевидно, что при размещении прибора на манипуляторе эту информацию можно использовать для управления перемещением с целью поиска зоны максимальной акустической активности. В случае локации ЧР эта зона будет соответствовать месту максимального развития дефекта в изоляции высоковольтного аппарата. 5.4. Портативный ультразвуковой прибор марки UltraTest 40 Значения углов ставят в соответствие значению акустической активности, зарегистрированной прибором в этот момент времени. Очевидно, что при размещении прибора на манипуляторе эту информацию можно использовать для управления перемещением с целью поиска зоны максимальной акустической активности. В случае локации ЧР эта зона будет соответствовать месту максимального развития дефекта в изоляции высоковольтного аппарата.При реализации определённых траекторий перемещения появляется возможность в режиме реального времени строить двухмерную карту ЧР-активности высоковольтного аппарата. На этой карте по горизонтальной оси будет откладываться угол отклонения оси датчика от направления к магнитному полюсу, а по вертикальной – угол наклона оси датчика к линии горизонта. Интенсивность процессов на этой карте целесообразно дифференцировать цветом. Совмещение карты ЧР-активности с фотографией диагностируемого объекта позволит выявлять место и анализировать причину возникновения ЧР. Для этого цифровую фотографию объекта необходимо сделать с точки измерения акустических процессов, а саму карту акустической активности, точнее, ее информативные границы, связать с линейными размерами объекта. Мониторинг, осуществляемый таким образом, безусловно, будет соответствовать современным критериям, определяемым новым международный стандартом IEC 62 478 по измерению частичных разрядов акустическим методом. Несмотря на кажущееся физическое различие всех этих типов дефектов, возникающих в оборудовании, они имеют общее свойство: все это ‒ источники акустических сигналов, которые могут быть дистанционно зарегистрированы при помощи прибора UltraTest в диапазоне частот от 20 до 100 кГц. Область практического применения данного прибора акустической локации достаточно широка. Максимальное расстояние, с которого могут быть зарегистрированы акустические сигналы при помощи прибора UltraTest, зависит от степени развития каждого дефекта и от акустической активности процессов в нем. При благоприятном стечении обстоятельств расстояние от прибора до дефекта может достигать десятка метров. Принцип проведения измерения акустической активности в любом контролируемом оборудовании чрезвычайно прост: необходимо максимально точно направить микрофон прибора на зону предполагаемого дефекта. На 41 ярком цветном экране прибора будет отражаться интенсивность акустических процессов, измеренная в децибелах. Перемещая микрофон, можно легко выявить зону, в которой акустические процессы будут иметь максимальную интенсивность. Эта зона всегда будет соответствовать месту максимального развития дефекта в оборудовании. При необходимости уточняют особенности акустической активности в выявленной дефектной зоне. В первую очередь можно, используя встроенные фильтры, определить частотное распределение акустической активности. На экране прибора UltraTest просматривается форма регистрируемых акустических импульсов, а также есть возможность оценить частоту их следования, получить частотный спектр каждого зарегистрированного импульса. Знание этой полезной информации об акустических сигналах способствует получению более точных диагностических заключений. Всю зарегистрированную информацию, как первичную, так и обработанную, можно сохранить в памяти прибора для дальнейшего анализа акустических импульсов при помощи программного обеспечения для компьютера, поставляемого вместе с прибором. Прибор UltraTest по сравнению с аналогичными измерительными приборами других фирм отечественного и зарубежного рынка измеряющими акустическую активность, имеет две очень интересные функции. В первую очередь это постоянный трехмерный контроль положения прибора UltraTest (оси датчика) в руках оператора. Он заключается в том, что в любой момент времени при проведении каждого единичного измерения акустической активности, т. е. минимум несколько раз в секунду измеряют направление оси акустического датчика прибора. Это, во-первых, направление оси датчика в горизонтальной плоскости в системе земных магнитных координат, и вовторых, угол наклона оси датчика относительно линии горизонта вверх или вниз. Измеренные значения углов «приписываются» к каждому замеру акустической активности, зарегистрированному прибором в этот момент времени. Такие измерения дают возможность пользователю в режиме реального времени строить на экране прибора двухмерную карту акустической активности объекта. По горизонтали будет откладываться угол оси датчика относительно магнитного полюса, а по вертикали – наклон оси датчика к линии горизонта. Интен- 42 сивность процессов на этой карте отмечают цветом. Полученную таким образом карту акустической активности можно будет в дальнейшем совместить с фотографией контролируемого объекта, что позволит однозначно диагностировать и анализировать причину возникновения акустического дефекта. Для этого цифровую фотографию объекта необходимо сделать с точки измерения акустических процессов, а саму карту акустической активности, ее информативные границы связать с линейными размерами объекта. Вторая отличительная функция прибора UltraTest ‒ возможность оперативно диагностировать тип дефекта, возникшего в изоляции высоковольтного оборудования. Это достигается благодаря использованию встроенной в прибор уникальной экспертной системы марки PD-Expert, предназначенной для распознавания образов дефектов в изоляции, вызывающих частичные разряды. Для реализации этой функции в состав поставки прибора дополнительно входит датчик фазы питающего напряжения марки PFR-1, передающий необходимую фазовую информацию в переносной прибор UltraTest по радиоканалу. Если теперь учесть «медленное время пролета акустических импульсов» от объекта контроля до прибора, то можно достаточно точно определить угловую фазу возникновения каждого зарегистрированного импульса частичного разряда в изоляции относительно фазы питающего напряжения. Знание амплитудно-частотных свойств каждого импульса частичного разряда, а также точного времени его возникновения относительно фазы синусоиды питающей сети дает возможность диагносту с высокой точностью определять тип дефекта, возникшего в изоляции работающего высоковольтного оборудования. Достоинством является то, что такую диагностику выполняют оперативно на месте проведения измерений. В качестве примера приведем выдержки из отчёта об акустическом обследовании автотрансформатора АОДЦТН-417000/750/500-У1 подстанции «Владимирская-750» Волго-Окского предприятия магистральных электрических сетей, выполненного ОАО «Электросетьсервис ЕНЭС». Исследования проводились с помощью локатора акустических импульсов Ultra Test (ООО «ДИМРУС», г. Пермь). Перед акустическим обследованием размечают зоны, на которых проводят измерения (рис. 5.5). 43 а) б) Рис. 5.5. Разметка бака трансформатора на зоны: а ‒ сторона ВН; б ‒ торец под расширителем 44 Результаты акустического обследования автотрансформатора АОДЦТН-417000/750/500-У1 На рис. 5.6 приведена осциллограмма сигналов датчика, установленного напротив нижней части ввода 500 кВ (сектор 13, уровень III). На рис. 5.7 отображен спектр сигналов в области между вертикальными линиями с рис. 5.6. Спектр сигнала имеет максимальную амплитуду Аш на частоте 108 кГц. Ат на частоте 108 кГц на рис. 5.7 принимают за 0 дБ, остальные амплитуды переводят из милливольт в децибелы по формуле: АL = 20 lg [А / Ат]. Спектр высокочастотный и повторяет частотную характеристику датчика. Источник сигнала ‒ электрические разряды незначительной интенсивности. Амплитуда сигнала с датчика порядка 4 мВ в обычных трансформаторах (110 ‒ 220 кВ) соответствует разрядам порядка 100 пКл. Такие разряды не опасны для изоляции. Бак данного трансформатора имеет более значительные размеры, чем баки трансформаторов меньшего класса напряжения, поэтому звук разрядных процессов может затухать значительнее и можно ошибиться в оценке опасности разрядов. Осциллограмма звукового сигнала (рис. 5.6) не содержит выраженных импульсов с резкими вступлениями, что указывает на значительную реверберацию (отражения) по пути от источника к точке регистрации. Нельзя исключать, что сигналы приходят из глубины обмотки. Спектр низкочастотный и не повторяет частотную характеристику датчика. Источник сигнала ‒ изношенные шарики подшипников. Амплитуда сигнала с датчика порядка 2 В соответствует недопустимому износу. Такие подшипники требуют ремонта, так как металлическая пыль от шариков оседает на изоляции. Так же изношены подшипники маслонасосов № 1 и № 2. Насос № 4 был выключен и не проверялся. |