|
|
ТКМ 1 модульное. Домашнее задание 1

Московский Государственный Технический университет им. Н. Э. Баумана Домашнее задание №1 по дисциплине «Технология конструкционных материалов» «Проектирование детали «Колесо с внутренним зацеплением» и разработка технологии её изготовления из профиля механической обработкой резанием» Студент: Левин Д.С. Группа: СМ10-32 Преподаватель: Третьяков А.Ф.
Вариант
|
ДЗ
|
Сдано
|
Проверка
|
Исправил
|
Зачёт
|
14
|
№1
|
|
|
|
| 2020 г.
Оглавление
Блок-схема проектирования технологичной детали 3
Чертеж проектируемой детали 4
Матрица влияния факторов. 5
Выбор заготовки 6
Анализ исходных данных детали 7
Выбор вида механической обработки резанием 8
Условия технической реализации обработки поверхности 9
Оценка технологичности конструкции детали 11
Последовательность механической обработки заготовки 12
Анализ технологичности конструкции детали 14
Вывод 15
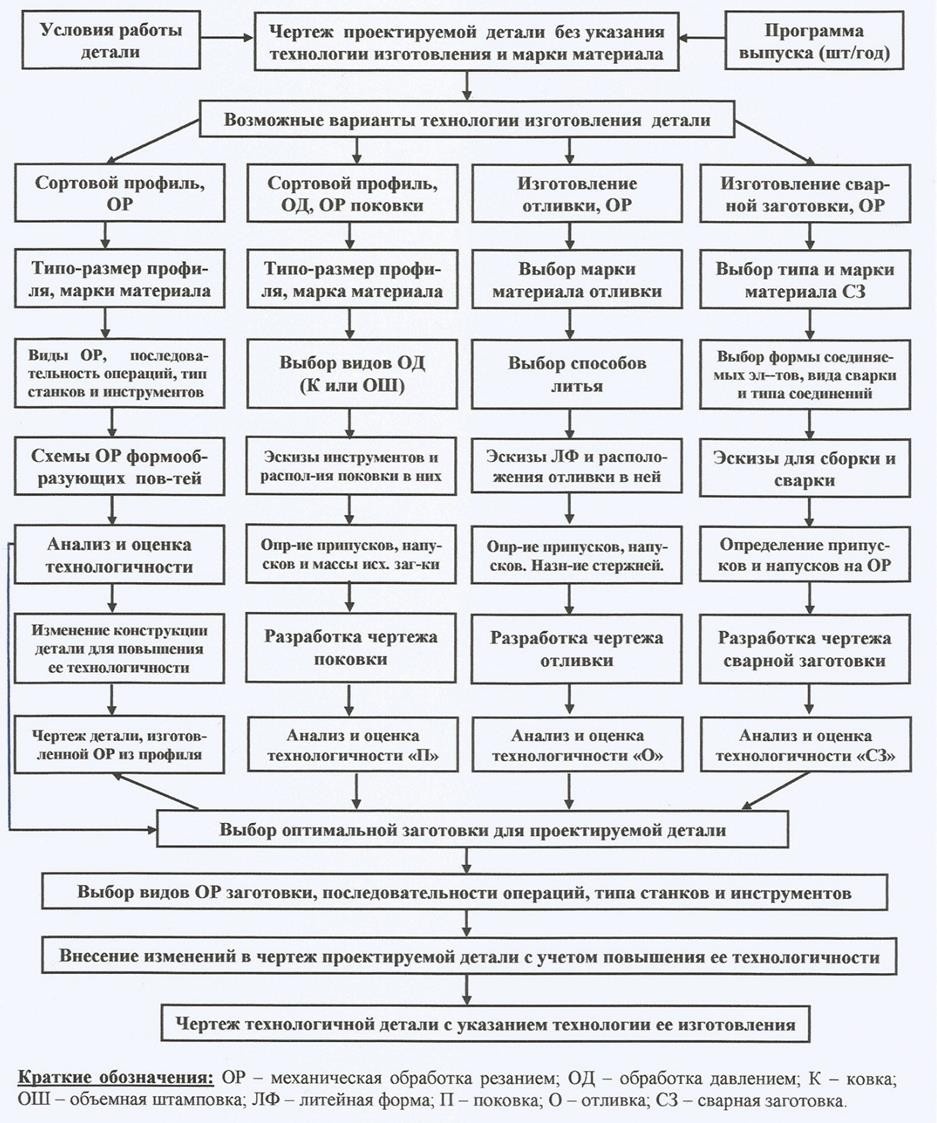
Блок-схема проектирования технологичной детали
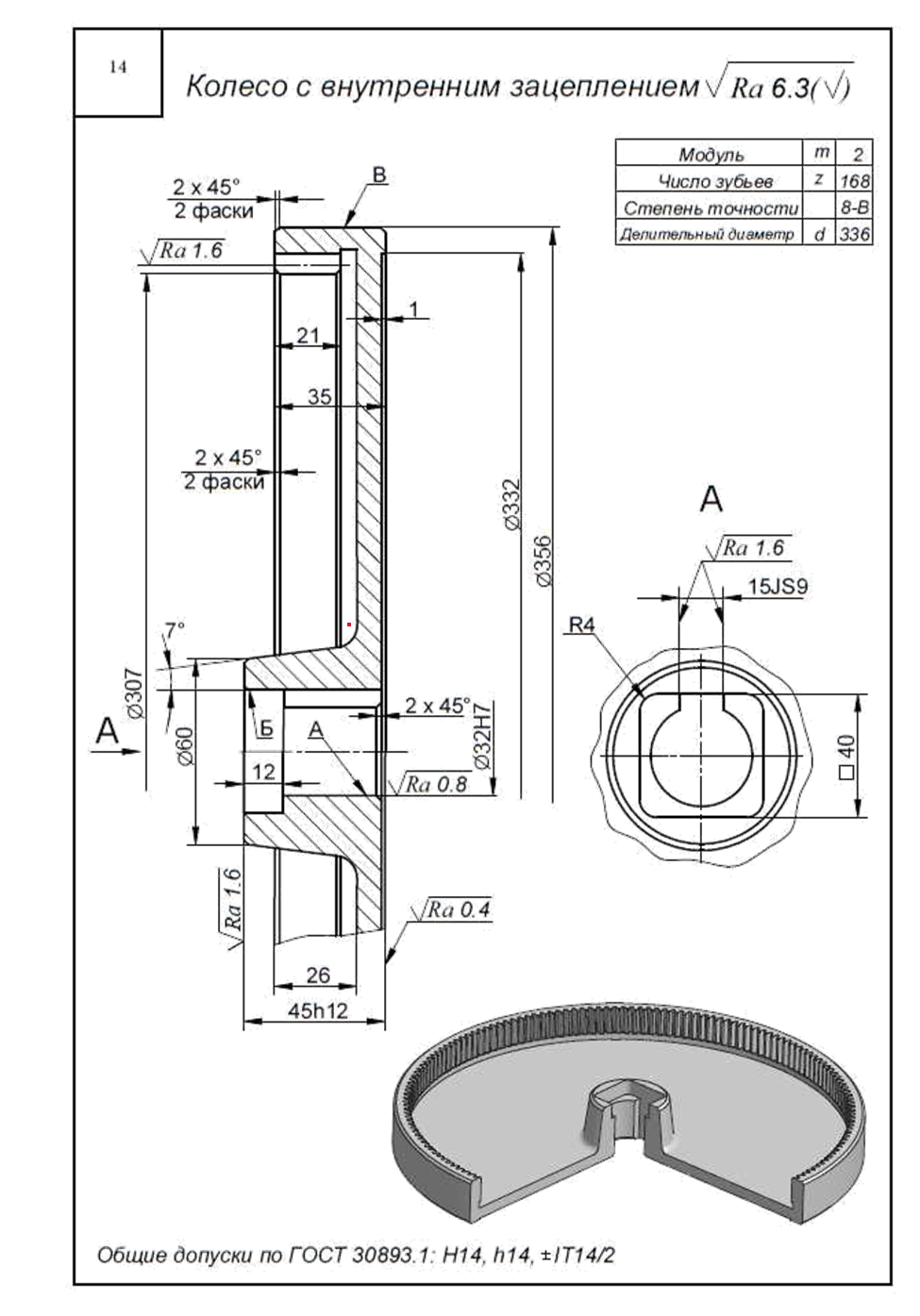
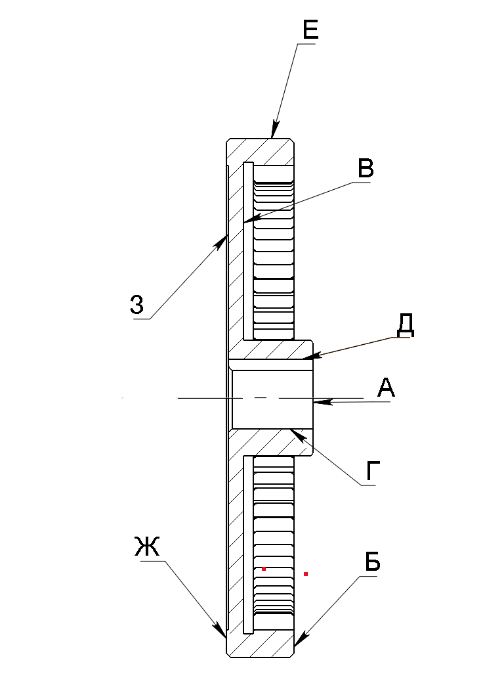
Чертеж проектируемой детали
Матрица влияния факторов.
Метод изготовлени я заготовок
|
Фактор
|
|
|
Форма и
размеры заготовки
|
точность и состояние
поверхностного
|
Технологически
е свойства материала
|
Годовая программа выпуска
|
Производственн ые возможности предприятия
|
Марка материала
|
Сумма коэффициентов
|
Металлурги ческое производств о профилей
|
1
|
1
|
1
|
1
|
1
|
Сталь 45
|
5
|
Метод обработки
давлением
|
1
|
1
|
1
|
1
|
1
|
Сталь 45
|
5
|
Методы порошковой металлурги и
|
0
|
1
|
1
|
0
|
1
|
СП 45
|
3
|
Метод литья
|
1
|
0
|
1
|
1
|
1
|
ВЧ 60
|
4
|
Метод сварки
|
1
|
1
|
1
|
1
|
1
|
Сталь 30
|
5
|
Вывод: Рассмотрев и изучив данную деталь, мы провели первичный анализ её поверхностей, составили матрицу факторов. Мы получили 3 наиболее оптимальных (по матрице) метода обработки заготовки и создания данной детали.
 Выбор заготовки Выбор заготовки
Прокат сортовой стальной горячекатаный круглый. Сталь 45. ГОСТ 2590-2006
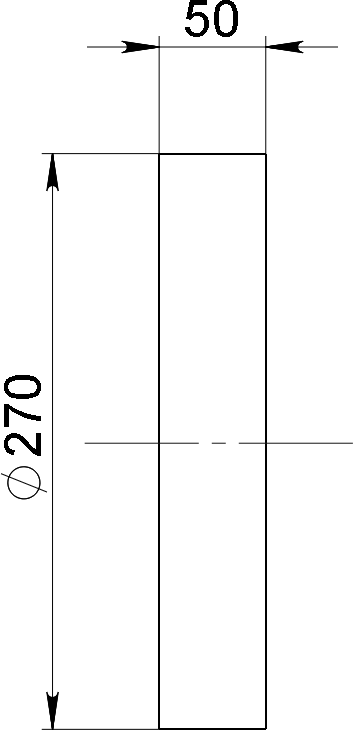 Эскиз заготовки Эскиз заготовки
Последовательность обработки поверхностей
Анализ исходных данных детали
Тип детали: тело вращения, с соотношением L/d равным (45/268)=0.167 (жёсткая конструкция)
Материал заготовки: сталь 45 Тип производства: 5 тыс. в год;
Степень ответственности: ответственная деталь Предел прочности: 600 Мпа;
Поверхность А –Торцевая, шероховатость 𝑅𝑎не более 1,6 мкм. Поверхность Б – Торцевая, шероховатость 𝑅𝑎не более 6,3 мкм. Поверхность В –Торцевая, шероховатость 𝑅𝑎не более 6,3 мкм.
Поверхность Г – Отверстие цилиндрическое, шероховатость 𝑅𝑎не более 0,8 мкм.
Поверхность Д – Паз, шероховатость Ra не более 1,6 мкм
Поверхность Е– Наружная цилиндрическая, шероховатость 𝑅𝑎не более 6,3 мкм.
Поверхность Ж– Торцевая, шероховатость 𝑅𝑎не более 0,4 мкм. Поверхность З - Торцевая, шероховатость 𝑅𝑎не более 6,3 мкм.
Выбор вида механической обработки резанием
Поверхность А –Точение чистовое (шероховатость 𝑅𝑎 6,3...0,4 мкм, квалитет ISO 10-8);
Поверхность Б – Точение чистовое (шероховатость 𝑅𝑎6.3 … 0,4 мкм, квалитет ISO 10-8);
Поверхность В –Торцовое точение, чистовое (шероховатость 𝑅𝑎6.3 … 0,4 мкм, квалитет ISO 10-8);
Поверхность Г –Растачивание тонкое (𝑅𝑎 1,6… 0.2 мкм, квалитет ISO 8-6). Поверхность Д –Долбление шпоночного паза тонкое (шероховатость
𝑅𝑎1,6...0,8 мкм).
Поверхность Е –Точение чистовое (шероховатость 𝑅𝑎 6,3...0,4 мкм, квалитет ISO 10-8);
Поверхность Ж –Точение чистовое (шероховатость 𝑅𝑎6.3 … 0,4 мкм, квалитет ISO 10-8);
Поверхность З - Торцовое точение, чистовое (шероховатость 𝑅𝑎6.3 … 0,4 мкм, квалитет ISO 10-8);
Условия технической реализации обработки поверхности
(А)
Вид обработки – чистовое точение (подрезание торцов заготовки).
Оборудование – токарный станок
Режущий инструмент - подрезной торцевой резец.
Установить заготовку в 3-х кулачковом - самоцентрирующем патроне, т.к. конструкция жёсткая.
(Б)
Вид обработки – чистовое точение (подрезание торцов заготовки).
Оборудование – токарный станок
Режущий инструмент - подрезной торцевой резец.
Установить заготовку в 3-х кулачковом - самоцентрирующем патроне, т.к. конструкция жёсткая.
(В)
Вид обработки – чистовое точение.
Оборудование – токарный станок
Режущий инструмент –резец прорезной.
Установить заготовку в 3-х кулачковом - самоцентрирующем патроне, т.к. конструкция жёсткая.
Оценка технологичности конструкции детали
Учитывая типовые правила проектирования деталей машин, а также условия обработки поверхностей проектируемой детали, предлагаются следующие рекомендации по улучшению технологичности конструкции:
Для изготовления детали целесообразно использовать сталь 45, которая имеет высокий коэффициент относительной обрабатываемости
Для облегчения сборки были предусмотрены фаски на концах цилиндрических поверхностей.
Так же были убраны скругления у поверхностей для облегчения процесса изготовления детали.
При расчете коэффициента использования материала (КИМ) принимали, что КИМ равен коэффициенту весовой точности (KВТ), определяемый как КИМ= 𝑚д / 𝑚з= 9,99/ 39,26 = 0,25
Последовательность механической обработки заготовки
Операциятокарная
Установ 1.Установить цилиндрическую заготовку в трёхкулачковом самоцентрирующем патроне токарно-винторезного станка.
Подрезать торец до 45 мм (поверхность А). Инструмент – подрезной торцовый резец.
Подрезать торец 35(поверхность Б).
Обточить цилиндрическую поверхность диаметром 222 мм до длины 26 мм. (поверхность В)
Режущий инструмент - токарный проходной упорный резец.
Расточить внутреннюю канавку Инструмент - резец канавочный
Снять фаску внешнего диаметра 268 мм Инструмент – проходной отогнутый резец.
Снять фаску наружного диаметра 222 мм Инструмент – проходной отогнутый резец.
Установ 2.Установить цилиндрическую заготовку в трёхкулачковом самоцентрирующем патроне (поверхность диаметром 60 мм)
Просверлить отверстие диаметром 30 мм
Режущий инструмент - спиральное сверло диаметром 7,5 мм, потом диаметром 30 мм по металлу.
Развертывание отвертстия(поверхность Г)
Режущий инструмент - развертка цилиндрической диаметром 32 мм
Обточить наружную цилиндрическую поверхность до диаметра 268 мм. (поверхность Е).
Инструмент – резец расточной проходной упорный резец для обработки наружной цилиндрической поверхности
Подрезать торец (поверхность Ж). Инструмент – подрезной торцовый резец.
Расточить углубление до 1 мм (поверхность З).
Инструмент – резец расточной для обработки глухих отверстий
Снять фаску внешнего диаметра отверстия 268 мм Инструмент – проходной отогнутый резец.
Снять фаску внутреннего диаметра отверстия32 мм Инструмент – проходной отогнутый резец.
Операциядолбление
Долбление шпоночного паза с шероховатостью поверхности не боле 1.6 мкм (поверхность Д)
Инструмент – долбежный резец
Станок зубодолбежный вертикальный полуавтомат.
Установить цилиндрическую заготовку на рабочем столе. Нарезать зубья зубчатого колеса.
Инструмент - долбяк в форме зубчатого колеса
Анализ технологичности конструкции детали
№
|
Признаки технологичности
|
Оценка
|
1
|
Хорошая обрабатываемость резанием материала заготовки (максимальная величина коэффициента относительной обрабатываемости)
|
+
K = 1 (отн. Стали 45)
|
2
|
Максимальная весовая точность заготовки (𝑚д/ 𝑚з)
|
0,25
|
3
|
Низкий уровень напряжений в заготовке
|
+
|
4
|
Унификация размеров и форм обрабатываемых элементов
заготовки для сокращения номенклатуры используемого инструмента
|
+
|
5
|
Геометрическая форма и соотношение размеров заготовки, обеспечивающие возможность использования
высокопроизводительной обработки
|
+
|
6
|
Обработка заготовок на проход для повышения
производительности, получения высокой точности и малой шероховатости обрабатываемых поверхностей
|
+
|
7
|
Геометрическая форма обрабатываемых поверхностей,
обеспечивающая равномерную и безударную работу инструмента
|
+
|
8
|
Свободный подход и сквозной проход режущего инструмента
при обработке поверхностей заготовки
|
+
|
9
|
Обработка точных, соосных и параллельных отверстий с одного
установа
|
+
|
10
|
Диаметральные размеры валов и отверстий расположены в
возрастающей (убывающей) последовательности
|
+
|
11
|
Четкое разделение поверхностей заготовки, обрабатываемых на различных технологических операциях, разным инструментом и
с различной степенью точности
|
+
|
12
|
Расположение обрабатываемых поверхностей в одной
плоскости для обеспечения формоизменения заготовки с одного установа
|
_
|
13
|
Отсутствие одностороннего давления на осевой инструмент при
обработке заготовки
|
+
|
14
|
Высокая и равномерная жесткость обрабатываемых участков
заготовки и снятия фасок
|
+
|
15
|
Скругления, притупление острых граней на обрабатываемых
участках заготовки и снятия фасок
|
+
|
Вывод
Анализ технологичности конструкции детали, показал, что изделие обладает низкой
технологичностью, так как при изготовлении значительное количество металла удаляется в стружку (КИМ=0,25).
|
|
|
 Скачать 1.06 Mb.
Скачать 1.06 Mb.