Гост. Едеральное агентство по техническому регулированию и метрологии н ациональный
 Скачать 0.66 Mb. Скачать 0.66 Mb.
|

|
Уровни качества для стальных сварных соединений, полученных лучевыми способами сварки, изложены в ИСО 13919*1. Для широкого применения стандарта в сварочном производстве установлены три уровня каче- ства. Они обозначены буквами В. С и D. Уровень качества В соответствует самым высоким требовани- ям к готовому сварному шву. Рассматривается несколько видов нагрузок, например статическая, тепловая, коррозионная, на- грузка от давления. Дополнительные указания по усталостным нагрузкам приведены в приложении С. Уровни качества относятся к производству и к качеству изготовления. Настоящий стандарт применяется: к нелегированным и легированным сталям; к никелю и никелевым сплавам; к титану и титановым сплавам; к ручной, механизированной и автоматической сварке; ко всем положениям при сварке; 0 ко всем типам сварных швов, например стыковым, угловым, и соединениям патрубков: д) к процессам сварки и их вариантам согласно ИСО 4063: 11 — сварка дуговая плавящимся электродом без защитного газа. 12 — сварка дуговая под флюсом. 13 — сварка дуговая плавящимся электродом в защитном газе, 14 — сварка дуговая неллавящимся вольфрамовым электродом в защитном газе. 15 —сварка дуговая плазменная. 31 — сварка газокислородная (только для сталей). Металлургические стороны, например величина зерна, твердость, в настоящем стандарте не рас- сматриваются. Нормативные ссылки 8 настоящем стандарте использованы нормативные ссылки на следующий стандарт. Для датиро- ванных ссылок применяют только указанное издание ссылочного стандарта. Для недатированных — последнее издание (включая все изменения). Издание официальноеISO 6520*1:2007, Welding and allied processes — Classification of geometric imperfections in metallic materials — Part 1: Fusion welding. (Сварка и родственные процессы. Классификация дефектов геоме- трии в металлических материалах. Часть 1. Сварка плавлением) Термины и определения В настоящем стандарте применены следующие термины с соответствующими определениями: уровень качества (quality level): Описание качества сварного шва на основе типа, размера и количества конкретных дефектов. соответствие назначению (fitness*for*purpose): Способность изделия, процесса или услуги соответствовать определенному назначению при заданных условиях. короткие дефекты (short imperfections): Дефекты, общая длина которых не более 25 мм на 100-миллиметровом участке, содержащем наибольшее количество дефектов, при условии, что свар- ной шов имеет длину 100 мм и более. короткие дефекты (short imperfections): Дефекты, общая длина которых не более 25 % длины сварного шва при условии, что сварной шое длиной менее 100 мм. систематические дефекты (systematic imperfections): Дефекты, которые многократно рас- пределены по длине контролируемого сварного шва. причем размер одиночного дефекта находится в определенных пределах. площадь проекции (projected area): Площадь, на которой дефекты, распределенные по объ- ему сварного шва. отображаются в двух измерениях. Примечание 1 — В отличие от площади поперечного сечения распространенность дефектов на площа- ди проекции зависит от толщины сварного шва. подвергнутого радиографии (см. рисунок 1). площадь поперечного сечения (cross-sectional area): Площадь, которая будет рассмотрена после разрушения или разреза. плавный переход сварного шва (smooth weld transition): Ровная поверхность без резкого перехода между валиком сварного шва и исходным материалом. класс усталости (FATx) (fatigue class): Классификационная ссылка на кривую S— N. где х — диапазон напряжений в МПа при 2-10° циклов. Примечание 1 — Усталостные свойства описываются кривой S—W (кривая напряжение—число циклов). Примечание 2 — См. приложение С. 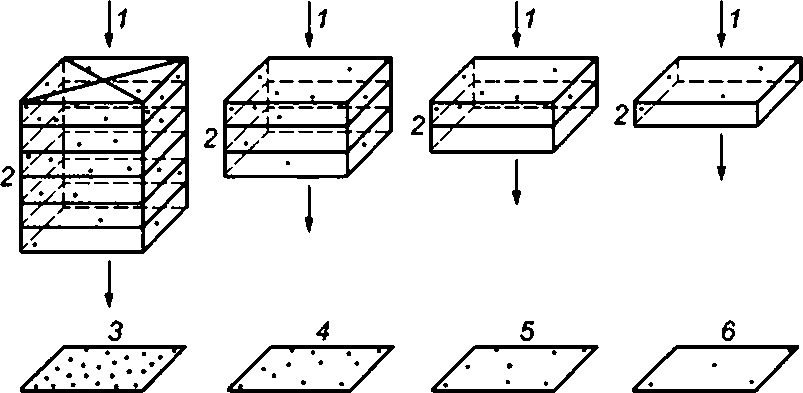 f — направление рентгеновского излучения: 2 — элемент объема с четырьмя порами. 3 — шестислойная толщина: 4 — трехслойная толщина: S — двухслойная толщина: 6 — однослойная толщина Рисунок 1 — Радиографические снимки образцов с идентичной распространенностью пор на единицу объема Условные обозначения В таблицах 1 и С.1 применены следующие условные обозначения: а — номинальная толщина углового шва (см. ИСО 2553): Д — область, окружающая газовую пору; Ь — ширина выпуклости сварного шва; d — диаметр газовой поры: dA— диаметр области, окружающей газовую пору; h — высота или ширина дефекта; I — длина дефекта вдоль направления сварного шва; /р — длина проекции или поперечного сечения: з — номинальная толщина стыкового сварного шва (см. ИСО 2553); t — толщина стенки или полки (номинальный размер); wp — ширина сварного шва. или ширина, или высота площади поперечного сечения: z— катет углового шва (см. ИСО 2553); о — угол в месте перехода основного металла и сварного шва: |3 — угол смещения; / — проплавление углового шва; г— радиус нижней части шва. Оценка дефектов Ограничения на дефекты приведены в таблице 1. Если для выявления дефектов применяется исследование макроструктуры, то должны учиты- ваться только те дефекты, которые могут быть выявлены не более чем десятикратным увеличением. Исключением являются микроскопические несллавления (см. таблицу 1. 1.5) и микротрещины (см. та- блицу 1.2.2). Систематические дефекты допускаются только для уровня качества D при условии выполнения прочих требований таблицы 1. Сварное соединение следует оценивать отдельно по каждому виду дефектов (см. табли- цу 1.1.1 — 3.2). 8 случае наличия дефектов различного вида в каком-либо поперечном сечении сварного соеди- нения требуется отдельное рассмотрение (см. многочисленные дефекты в таблице 1.4.1). Ограничения на многочисленные дефекты применимы только в тех случаях, когда требования к одиночным дефектам не превышены.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||