Формы и методы организации производства технического обслуживания и ремонта автомобилей
 Скачать 377.33 Kb. Скачать 377.33 Kb.
|

Организация и технологический процесс при функционировании СТОТехнологический процесс технического обслуживания автомобилей представляет собой определенную последовательность выполнения работ, обеспечивающую их высокое качество при минимальной затрате рабочего времени. Техническое обслуживание автомобиля подразделяется на следующие основные виды работ: уборочно-моечные и обтирочные, крепежные, контрольно-регулировочные, электротехнические, смазочно-очистительные, шинные и заправочные, каждый из которых состоит из определенных технологических операций. Территория, предназначенная для выполнения одного из основных видов работ или отдельных операций технологического процесса технического обслуживания, оснащенная необходимым оборудованием, приборами, приспособлениями и инструментом, называется постом. На посту может быть одно или несколько рабочих мест. Существуют два метода организации технологического процесса технического обслуживания автомобилей: на универсальных и на специализированных постах. При обслуживании на универсальных постах весь комплекс работ данного вида технического обслуживания выполняется на одном посту, кроме операций по уборке и мойке, для которых при любой организации процесса обслуживания выделяется отдельный пост. На универсальном посту работы могут выполняться бригадой рабочих-универсалов высокой квалификации или комплексной бригадой, состоящей из рабочих различных специальностей. При наличии в автохозяйстве нескольких универсальных постов обслуживание автомобилей организуют с помощью специализированных бригад, переходящих последовательно от одного поста к другому. При таком методе организации обслуживания применяют преимущественно тупиковые параллельно расположенные посты (рис. 175). Въезд на пост автомобиля осуществляется передним ходом, а съезд - задним ходом. Проездные прямоточные посты применяют для уборки и мойки автомобилей. На каждом из параллельных универсальных постов возможно выполнение различного объема работ, что позволяет одовременно обслуживать разнотипные автомобили. В этом заключается преимущество данного метода обслуживания. Недостатком тупикового расположения постов является загрязнение воздуха отработавшими газами в процессе маневрирования автомобиля при его установке на пост и съезде с него, а также затраты времени на маневрирование. При обслуживании на специализированных постах на каждом из них выполняется часть всего комплекса работ данного вида технического обслуживания, требующих однородного оборудования и соответственной специализации рабочих. При организации обслуживания на специализированных постах могут быть применены поточный или oпeрационно-постовой методы. При поточном методе весь комплекс работ данного вида технического обслуживания выполняется одновременно на нескольких специализированных постах, расположенных в технологической последовательности выполнения обслуживания. При этом посты располагаются последовательно по направлению движения автомобиля (рис. 1, ж) прямоточно или в поперечном направлении и их совокупность образует поточную линию обслуживания. Специализация постов на поточной линии обслуживания производится либо по виду работ, либо по виду работ и агрегатам, механизмам и системам. 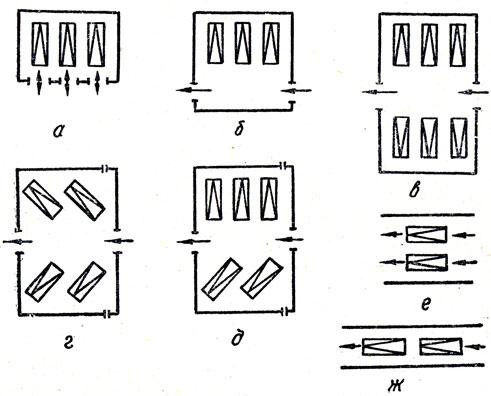 Рисунок 1- Типы и расположение постов: тупиковые посты - а - параллельное без проезда; б - параллельное с проездом; в - параллельное двустороннее (прямоугольное) с проездом; г - косоугольное; д - комбинированное; проездные посты - е - параллельное; ж - последовательное Особенностью организации работ на поточной линии является необходимость обеспечения синхронизации производства, т. е. одновременного перемещения обслуживаемых автомобилей с поста на пост при одинаковой продолжительности работ на каждом посту с наиболее полным использованием во времени каждого рабочего места. Это достигается правильным определением объема работ для постов и рабочих мест и оснащением их специализированным оборудованием и инструментом, а также обеспечением равномерного и непрерывного поступления автомобилей для обслуживания. Таким образом, на поточной линии должен быть обеспечен единый такт для всех постов, который представляет собой время простоя автомобиля на данном посту и определяется из выражения 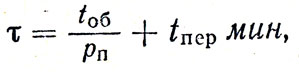 (1), (1),где tоб - трудоемкость работ, выполняемых на данном посту, чел-мин; рп - количество рабочих, одновременно работающих на данном посту; tпер - время на установку и съезд автомобиля с поста, мин. Последовательные рабочие посты являются зависимыми, так как нарушение установленных норм времени или объема работ хотя бы на одном посту вызывает непроизводительные простои на других постах и нарушает процесс поточного производства. Поэтому организация обслуживания на поточной линии требует однотипности автомобилей и одинакового объема обслуживания. Передвижение автомобилей на поточных линиях должно быть механизированным, так как другие способы перемещения (собственным ходом или перекатыванием автомобилей вручную на роликовых тележках) не способствуют синхронизации производства. Кроме того, передвижение автомобилей собственным ходом (с периодическим пуском и остановкой двигателя) приводит к задымлению производственного помещения. Механизированное перемещение с помощью конвейеров различной конструкции может быть прерывным или непрерывным. В связи с этим поточные линии делятся на линии периодического и непрерывного действия. Скорость передвижения при непрерывном перемещении принимается значительно меньшая (2 - 3 м/мин ), чем при прерывном (10 - 12 м/мин ). Линии непрерывного действия применяются только для уборочно-моечных работ при ЕО. При операционно-постовом методе комплекс работ данного вида технического обслуживания также распределяется между несколькими специализированными постами, но расположенными параллельно. На каждом из постов выполняется группа операций по обслуживанию определенных агрегатов или систем. Автомобили обслуживаются на тупиковых независимых друг от друга постах, куда они обычно поступают своим ходом. При данном методе обслуживания можно на каждом посту специализировать оборудование и механизировать производственный процесс, выполнять работы по текущему ремонту, а также проводить ТО-2 в несколько заездов в межсменное время, исключая тем самым длительный простой автомобилей. При организации ТО-1 на потоке в автохозяйствах применяется большое количество различных вариантов поточных линий, отличающихся количеством постов (от 2 до 7) и рабочих мест (от 1 до 5), технологическим оборудованием и др. Значительную трудность при организации поточного производства представляет колебание фактической трудоемкости обслуживания автомобилей, поступивших на поточную линию, вследствие их разного технического состояния, различных условий эксплуатации и т. д. 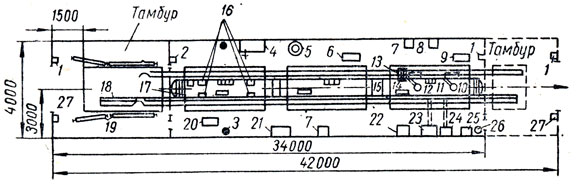 Рисунок 2 - Схема технологической планировки поточной линии: 1 и 2 - механизм привода дверей; 3 и 26 - раздача воздуха; 4 - верстак; 5 - стеллаж для крепежных деталей; 6 - стол электрика; 7 - ларь для обтирочных материалов; 8 - маслораздаточная колонка; 9 - стол-тележка смазчика; 10 и 12 - воронки для слива масел; 11 - ящики для инструментов; 13 - приспособление для провертывания коленчатого вала; 14 - подставка; 15 - переходной мостик; 16 - подъемник; 17 - гайковерт для гаек стремянок рессор; 18 - конвейер; 19 - направляющие ролики; 20 - стол-тележка слесаря; 21 - конторский стол; 22 - маслораздаточный бак; 23 - установка для раздачи трансмиссионных масел; 24 - солидолона-гнетатель; 25 - стол для промывки воздушных фильтров, 27 - установка для тепловой завесы Исходя из условия стабильности (по трудоемкости) сменной программы линии, НИИАТ установил, что ТО-1 на потоке целесообразно организовать при минимальной сменной программе в 11 - 12 обслуживаний однотипных автомобилей или автопоездов и разработал типовую документацию по обслуживанию грузовых автомобилей ГАЗ и ЗИЛ. Типаж поточных линий ТО-1 включает два типа линий (на 2 - 3 поста) и 18 вариантов схем расстановки исполнителей на линиях (от 5 до 14 человек), что позволяет внедрять поточный метод технического обслуживания автомобилей в различных автохозяйствах с годовым пробегом парка от 6 до 22 млн. км (при среднегодовом пробеге автомобиля 34 тыс. км). Линии на два поста с пропускной способностью 11 - 14 обслуживании в смену предназначены для автохозяйств, имеющих 180 - 220 списочных автомобилей. Линии на три поста с пропускной способностью 15 - 21 обслуживании в смену рассчитаны для автохозяйств, имеющих 240 - 300 автомобилей. Схема технологической планировки поточной линии показана на рис. 2. Операционнс-технологические карты, состоящие из набора технологически неделимых операций, технических условий и норм времени на их выполнение, рекомендуемого инструмента и оборудования, а также схемы расстановки исполнителей на рабочих постах разработаны с учетом требований научной организации труда. Характеристики оборудования (машин, приборов), используемого при функционировании СТО Для обеспечения работоспособности автомобилей необходимо выполнять вовремя и в срок профилактические и ремонтные операции, которые выполняет персонал инженерно-технической службы АТП, т.е. ремонтные рабочие, техники, инженеры. Вся номенклатура гаражного оборудования АТП подразделяется на три группы: технологическое оборудование, к которому относятся различные стенды и приспособления для ТО и ремонта автомобилей, оснащенные приводными механизмами, измерительными (диагностическими) приборами, зажимами и т.д.; организационная оснастка, к которой относятся различное вспомогательное оборудование (различные верстаки, подставки под оборудование, секционные шкафы, стеллажи, рабочие столы и т.д.); технологическая оснастка, к которой относятся всевозможные виды инструментов, приспособления (ручные и механизированные), съемники, наборы ключей и т.д. Технологическое оборудование, используемое на АТП, в зависимости от его назначения подразделяется на: подъемно-осмотровое, подъемно-транспортное, специализированное для ТО автомобилей, специализированное для ТР автомобилей. 1.Подъемно-осмотровое оборудование, используемое при обслуживании и ТР автомобилей, по расположению рабочих мест относительно объекта обслуживания можно разделить на группы (таблица 1). Таблица 1 — Группы осмотрового оборудования
Осмотровая канава является наиболее распространенным универсальным осмотровым устройством, которое обеспечивает одновременный фронт работ снизу, сбоку и сверху автомобиля. Осмотровые канавы подразделяются: по способу заезда и съезда с нее автомобиля – на тупиковые и прямоточные (проездные); по ширине – на узкие (межколейные) и широкие; по устройству – на межколейные и боковые, с колейными мостами и с вывешиванием колес, траншейные и изолированные. Длина осмотровой канавы должна быть не менее длины автомобиля, но не превышать ее более чем на 0,5…0,8 м; глубина – 1,4…1,5 м, а для грузовых автомобилей и автобусов – 1,2…1,3 м (учитывая дорожный просвет автомобиля). Ширина узких межколейных канав обычно не более 0,9…1,1 м. Узкие канавы обладают универсальностью, т.е. могут быть использованы для ТО и ремонта всех типов автомобилей. 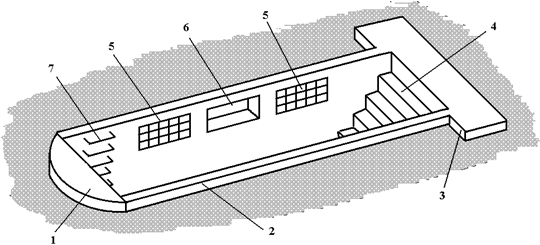 1 – отбойник; 2 – реборда; 3 – упор; 4 – лестница; 5 – ниши для светильников; 6 – ниша для инструмента; 7 – запасный выход Рисунок 3 – Схема межколейной узкой изолированной осмотровой канавы Узкие межколейные траншейные осмотровые канавы могут иметь траншею, соединяющую несколько параллельных канав по их торцам, для удобства сообщения канав с помещением и между собой. У тупиковых траншейных канав траншея делается открытой, у прямоточных – закрытой. Открытые траншеи должны иметь ширину не менее 1 м и не более 2 м (для установки верстаков и другого оборудования). Вдоль открытых траншей должны устанавливаться перила высотой не менее 0,9 м. Лестничный выход из канавы необходимо располагать за пределами ее рабочей зоны со стороны противоположной заезду автомобиля. Если выход один, то осмотровую канаву оборудуют скобами (металлической лестницей), закрепленными в ее стенах, для запасного выхода. Стены канавы должны облицовываться керамической плиткой светлых тонов. Если пол канавы оборудован трапом, то он должен иметь уклон 2% в сторону трапа. На пол устанавливаются прочные деревянные решетки, не препятствующие использованию технологического оборудования. Для безопасного заезда и съезда автомобиля, канаву с боков обрамляют направляющими ребордами, а со стороны заезда – отбойником. Реборду и отбойник изготавливают металлическими или железобетонными с высотой примерно 0,15 м. Тупиковые осмотровые канавы дополнительно должны иметь стационарные упоры для колес автомобиля. Боковые стены осмотровой канавы оборудуются светильниками и нишами для инструмента. Для питания переносных светильников необходимо использовать напряжение до 42 В. Питание напряжением 127…220 В допускается только при соблюдении ряда правил: вся проводка должна быть внутренней, имеющей надежную электро – и гидроизоляцию; осветительная аппаратура и выключатели должны иметь электро- и гидроизоляцию; светильники должны быть закрыты стеклом или ограждены защитной решеткой; металлический корпус светильника необходимо заземлить. Несмотря на простоту обустройства канав, дешевизну их создания и эксплуатации, они имеют и определенные недостатки: ограниченность рабочей зоны исполнителя, слабое естественное освещение и недостаточная вентиляция.  Рисунок 4 — Классификация осмотровых канав Осмотровые канавы делятся на тупиковые и прямоточные. Тупиковая канава представляет собой в плане узкий прямоугольник длиной не менее длины обслуживаемого автомобиля. Стены канавы выкладываются кирпичом, плиткой или бетонируются, а затем обкладываются кафелем. Являясь наиболее простой по устройству, изолированная канава даёт наименьшие удобства для обслуживания автомобиля и находит применение главным образом в автотранспортных предприятиях, имеющих только большегрузные автомобили, которые нельзя обслуживать на подъёмниках. Тупиковые и прямоточные осмотровые канавы могут быть соединены поперечной траншеей. В такую траншею входят своими торцами тупиковые канавы, расположенные параллельно друг другу. Соединяющая их траншея делается более широкой (до 2 м) и в ней располагаются верстаки и оборудование необходимое для обслуживания автомобиля снизу. Все канавы обрамляются ребордами для направления колёс автомобиля. Снаружи соединительная канава огораживается перилами, оборудуется лестницами. Тупиковые осмотровые канавы со стороны въезда автомобиля имеют так называемый отбой, способствующее выравниванию колёс автомобиля при заезде его на канаву. Пол тупиковых канав имеет небольшой уклон (1…2%) в направлении траншеи для стока возможного появления воды. На пол канавы кладут деревянные решетки. Эстакады просты по устройству, но занимают большую площадь, так как кроме самой эстакады значительное место приходится отводить под рампу. Поэтому эстакады применят главным образом на открытых площадках. Эстакады представляют собой колейный мост, расположенный выше уровня пола по высоте 0,7…1,4 м, с наклонными рампами – направляющими для въезда и съезда автомобиля, имеющими уклон 20…250. 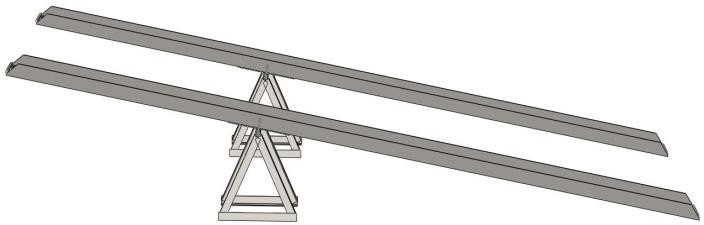 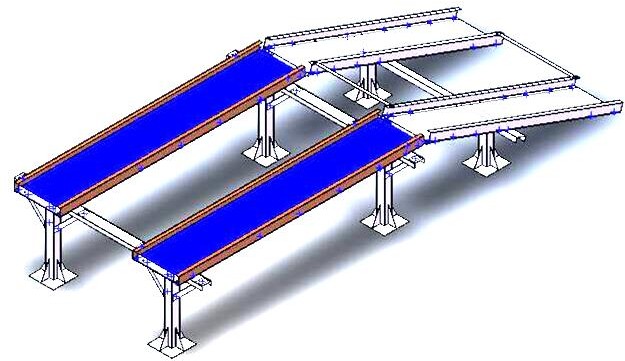 а) для легковых автомобилей; б) для автобусов и грузовых автомобилей Рисунок 5 — Передвижные сборные эстакады Эстакады подразделяются на тупиковые и прямоточные; по конструкции они могут быть стационарными и передвижными (разборными); по роду материала – деревянными, железобетонными или металлическими. Подъемники служат для подъема автомобиля над уровнем пола на требуемую для удобства обслуживания или ремонта высоту. Подразделяются на стационарные и передвижные, напольные и канавные, гидравлические и электромеханические, одноплунжерные, двух-, трех и многоплунжерные. Домкрат — это специальный механизм, который предназначен для подъема тяжеловесных грузов. Домкраты бывают передвижными или переносными. Удобство домкрата – в его мобильности. Сама конструкция этого механизма намного компактнее, чем другие приспособления, выполняющие подобную функцию (тали, лебедки и т. д.). К тому же, домкрат, в отличие от талей, лебедок и др. механизмов располагается непосредственно под грузом. Отпадает необходимость в использовании громоздких приспособлений. При помощи домкрата, любой груз будет надежно зафиксирован на нужной высоте. С его помощью груз можно плавно приподнять, удержать на необходимой высоте и для этого потребуется всего лишь небольшое усилие. Домкрат можно легко перемещать с место на место, он удобен и неприхотлив в обслуживании и надежен в использовании. Существует несколько видов домкратов. В основе классификации – тип подъемного устройства: винтовые домкраты реечные домкраты гидравлические домкраты пневматическиедомкраты. 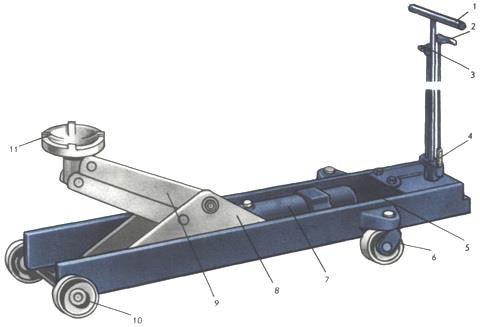 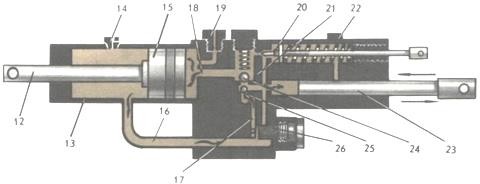 Рисунок 6 – Схема строения домкрата, 1 — рычаг домкрата, 2 — рукоятка фиксатора, 3 — рукоятка привода спускной иглы, 4 — фиксатор со стопором, 5 — регулировочная тяга, 6 — поворотное колесо, 7 — гидравлический цилиндр, 8 — кронштейн, 9 — стрела, 10 — неповоротное колесо, 11— пята, 12 — шток, 13 — рабочий цилиндр, 14 — пробка маслозаливного отверстия, 15 — поршень, 16, 17, 18, 21 — каналы в корпусе насоса, 19, 22 — пробки для выпуска воздуха, 20 — игла, 23 — плунжер насоса, 24 — выпускной клапан, 25 — впускной клапан, 26 — фильтр. Наиболее совершенный и распространенный способ — перемещения автомобилей с помощью конвейеров. Конвейеры по конструкции подразделяется на тяговые или толкающие (цепные ила тросовые), транспортирующие (несущие) цепные и транспортирующие (несущие) пластинчатые. Конвейеры могут быть непрерывного или периодического действия. В первом случае все автомобили на линии перемещаются непрерывно со скоростью 0,5…1,1 м/мин. Одновременно с автомобилями перемещаются на своих участках и рабочие. Во втором случае все автомобили перемещаются со скоростью 7… 25 м/мин на величину, равную шагу поста (расстояние между осями постов), а затем останавливаются на время, равное такту линии. По истечении указанного времени происходит последующее перемещение и т. д. На АТП конвейеры непрерывного действия не нашли широкого распространения и применяются, преимущественно, в механизированных коечных установках. Более распространены конвейеры периодического действия. Тянущий конвейер (рисунок 7) буксирует автомобиль вдоль осмотровой канавы бесконечно движущейся цепью или тросом. В начале поточной линии переднюю ось автомобиля соединяют с цепью или тросом конвейера легкосъемным захватом, а в конце линии отсоединяют. Такой конвейер несложен, надежен в работе и приводится в движение двигателем небольшой мощности. Недостатки: Часть канавы занята тросом или цепью, для вывешивания колес необходимы дополнительные подъемники. Тянущие конвейеры рационально использовать на линиях ЕО и ТО-1 автомобилей, где не требуется снятия колес. Для удобного доступа к деталям, расположенным сбоку автомобиля, перемещение автомобилей целесообразно производить на полурамках высотой 250…300 мм, установленных вдоль осмотровых канав. 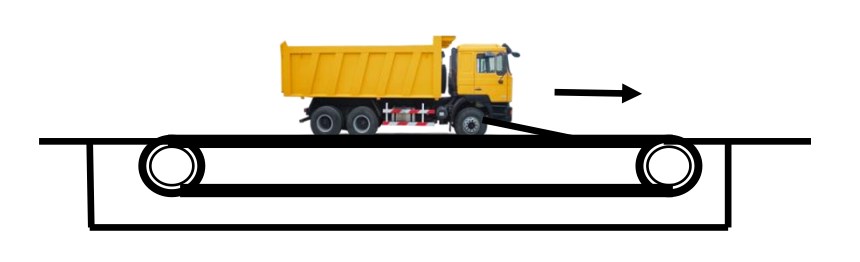 Рисунок 7 – Схема тянущего конвейера Удобным в эксплуатации является толкающий цепной конвейер (рисунок 10). К эталонно-роликовой цепи 1, расположенной сбоку канавы, прикреплены толкатели 2. Они передают усилие на автомобиль через балки переднего или заднего мостов. Кулачки толкателей могут отклоняться от оси по направлению движения автомобиля под нажимом балки моста и возвращаться в исходное состояние под воздействием пружины, Это предохраняет их от поломки при движении автомобиля через линию самоходом. Для сохранения прямолинейного движения автомобиля передние колеса помещаются в специальные бетонные или металлические желоба. Если внутренняя колея передних и задних колес одинакова, желобки не делают и ограничиваются колесоотбойниками. 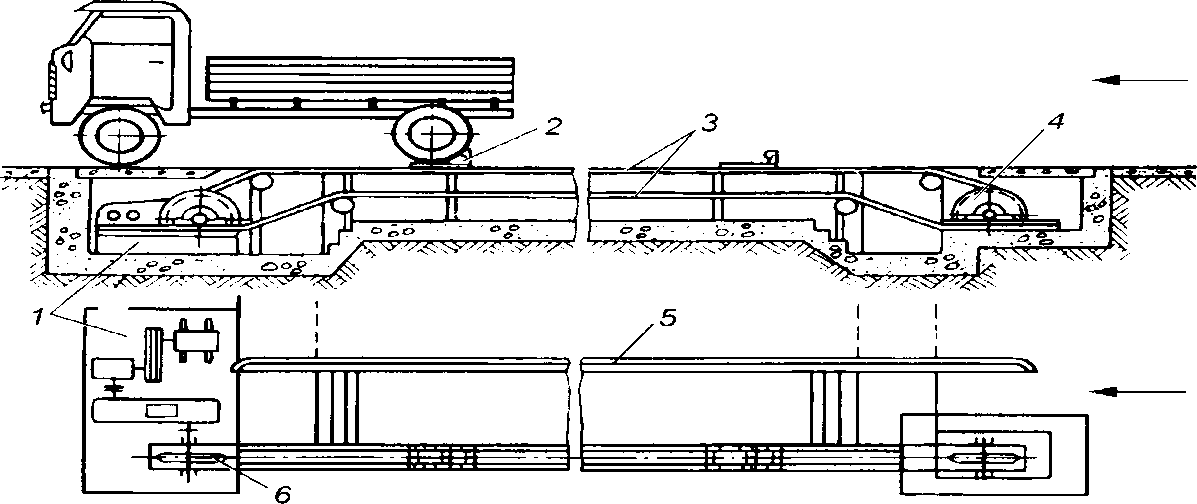 1-приводная станция; 2-толкающая тележка; 3-цепи; 4-натяжная станция; 5-направляющая; 6- звездочка Рисунок 8 – Схема толкающего цепного конвейера Несущие конвейеры представляют собой замкнутую транспортирующую цепь 3, движущуюся по направляющим путям 5 с помощью приводной станции 1. Для натяжения цепи 3 используется натяжная станция 4 конвейера. Автомобиль устанавливают на транспортирующую цепь или подвешивают за передний и задний мосты. |