Горячая объёмная штамповка в открытых штампах на кривошипных горячештамповочных прессах (кгшп)
 Скачать 405.85 Kb. Скачать 405.85 Kb.
|

 Московский государственный технический университет имени Н.Э. Баумана (МГТУ им. Н.Э. Баумана) Домашнее задание № 2 по технологии конструкционных материалов «Горячая объёмная штамповка в открытых штампах на кривошипных горячештамповочных прессах (КГШП)» Студент группы: Э2-41б Борисов Игорь Викторович Вариант №4 Преподаватель: Карпов Сергей Михайлович 2018 г. Для упрощения выполнения учебного технологического задания принято: 1) нагрев заготовки ведётся с применением защитных покрытий, в связи с чем потери на угар при вычислении КИМ не учитываются; 2) исходную заготовку получают достаточно точной по объёму, в связи с чем при вычислении КИМ считается, что деформируемый металл за пределы мостика облойной канавки не вытекает (т.е. учитываем лишь объём металла в области bоб); 3) температурная усадка заготовки не учитывается. Название детали: насадка Материал детали: сталь 40 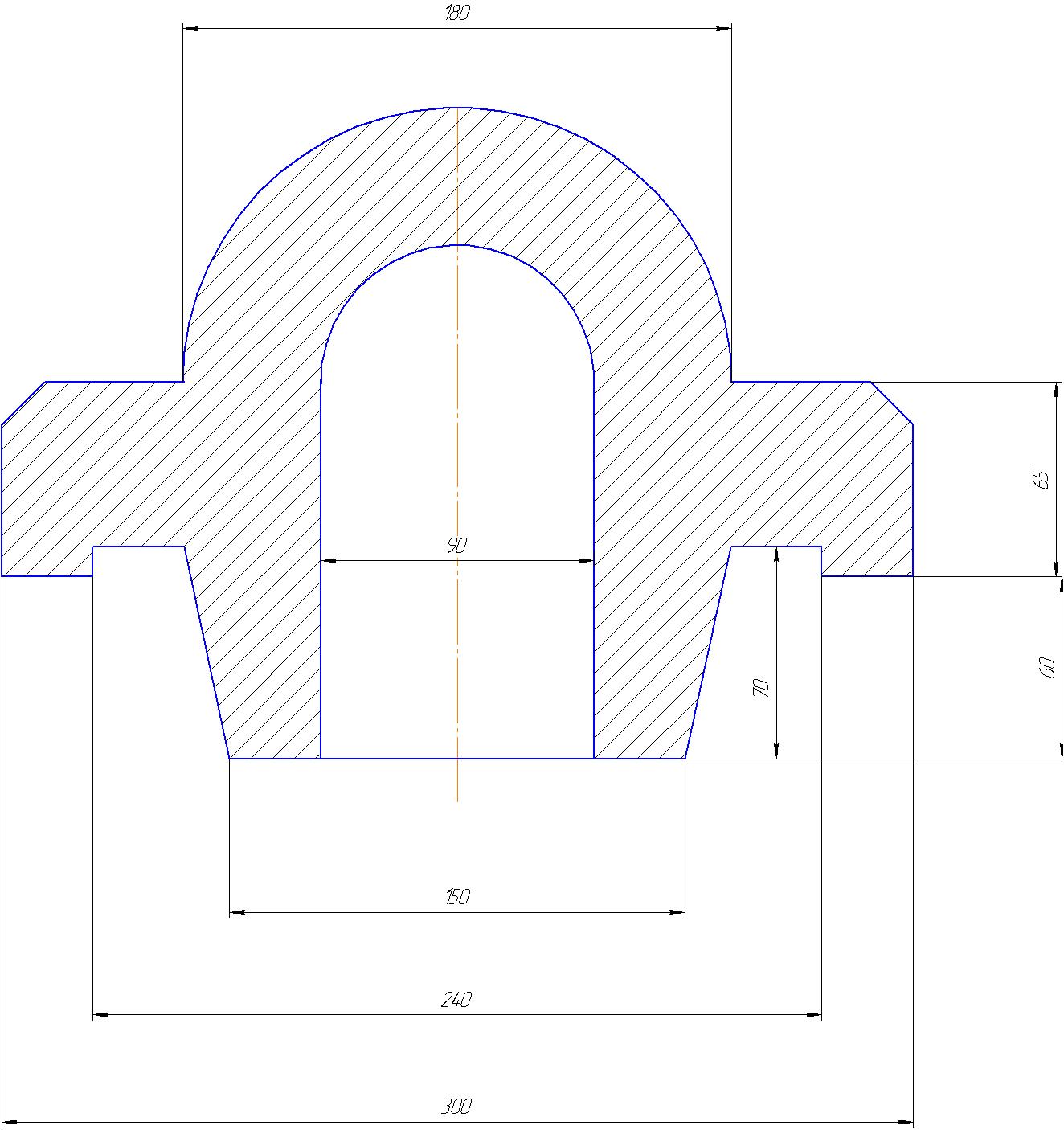 Вычислим объем детали Vд:  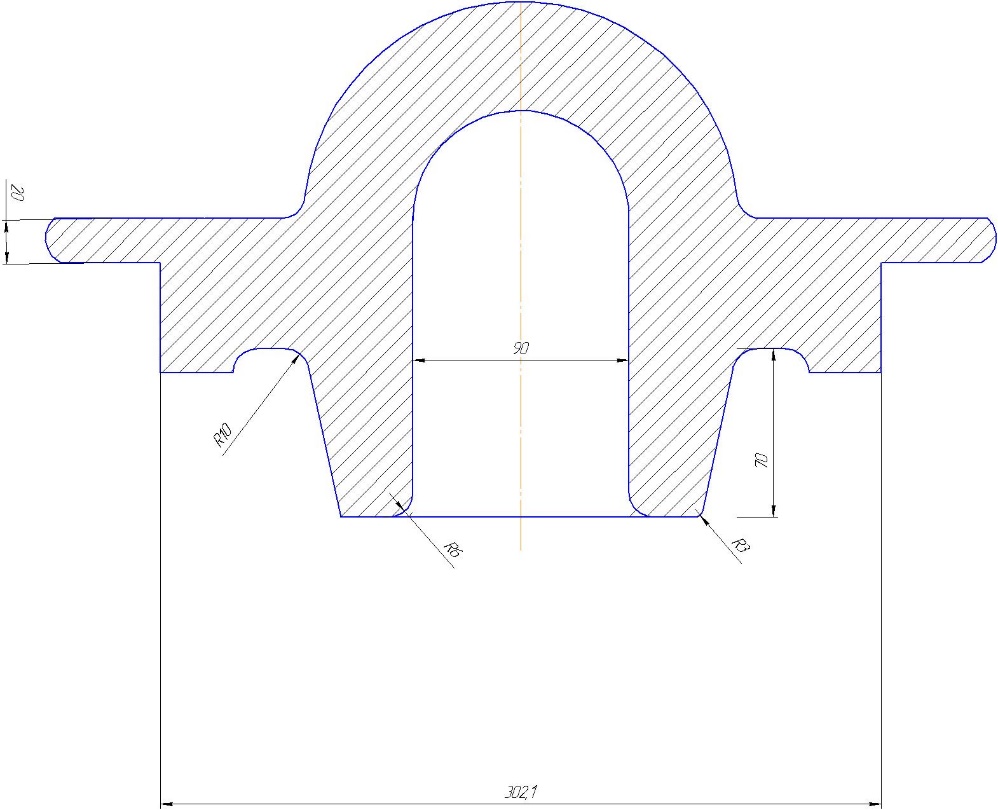 Чертеж полуфабриката с напусками
Вычислить объём облоя:  . . Вычислим объем полуфабриката с напусками (наклонами) без учета скруглений Vп:  Вычислить объём заготовки: Vз = Vп + Vо.  Вычислим КИМ *100% :  С учётом выпускаемого сортамента и условия, что при резке на пресс-ножницах  по объёму  подобрать размеры d0ГОСТ и Нз. подобрать размеры d0ГОСТ и Нз.Выпускаемый сортамент круглой горячекатаной стали
Номинальная сила стандартных кривошипных горячештамповочных прессов
Пределы текучести сталей при температуре окончания штамповки 900С
Формула для расчёта требующейся силы деформирования:  . . |
