Правила наложения прихваток. Подготовка. Подготовка металла под сварку состоит из заготовки деталей, разделки свариваемых кромок и зачистки их от загрязнений
 Скачать 75 Kb. Скачать 75 Kb.
|

|
Подготовка. Подготовка металла под сварку состоит из заготовки деталей, разделки свариваемых кромок и зачистки их от загрязнений. Первые две операции могут быть выполнены как механическим способом (на гильотинных ножницах, пресс-ножницах, кромкострогальных станках и т. д.), так и кислородной резкой. Рекомендуется применять механизированную кислородную резку, дающую более ровный и чистый рез. Торцовые поверхности кромок и прилегающие к ним участки металла шириной 25-30 мм перед сваркой очищают от влаги, ржавчины, масла, краски и других загрязнений, иначе в шве могут образоваться поры и шлаковые включения. Очистку осуществляют как механическими способами - вращающимися щетками из стальной проволоки, абразивным инструментом и др., так и газопламенной обработкой. В последнем случае используют обычные сварочные горелки или специальные горелки для пламенной очистки типа ГАО 60. Процесс газопламенной очистки основан на быстром нагреве поверхности детали, при которой окалина отслаивается, ржавчина обезвоживается, краска сгорает. Остатки окислов и сгоревшей краски удаляют металлической щеткой. Тонкий слой окалины на поверхности кромок большого влияния на качество шва не оказывает. Сборка. Сборку выполняют в специальных приспособлениях (в серийном и массовом производстве) или на прихватках (коротких швах, скрепляющих детали). Длина прихваток и расстояние между ними зависят от вида изделия, толщины металла и длины шва. При сборке несложных соединений из тонколистовой стали длина прихваток делается не более 5 мм, а расстояние между ними устанавливается 50-100 мм. При сборке деталей толщиной 3-4 мм и более и при значительной протяженности швов длина прихваток составляет 20-30 мм, а расстояние между ними - до 300-500 мм. Высота (толщина) шва в месте прихватки должна быть в пределах 0,5-0,7 толщины основного металла. При постановке прихваток необходимо, чтобы провар корня шва был хорошим, так как во время последующей сварки корни прихватки часто уже не расплавляются. Порядок наложения прихваток зависит от толщины основного металла и длины шва. Общий принцип последовательности наложения прихваток показан на рис. 83. 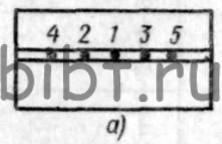 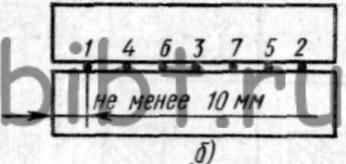 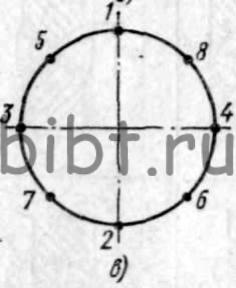 Рис. 83. Последовательность наложения прихваток: а - короткие швы, б - длинные швы, в - швы кольцевых соединений, 1-7 - номера швов При сварке ответственных конструкций прихватку должны производить сварщики, которые будут сваривать данное изделие. Сварка изделий из листового металла.Изделия из листового металла толщиной до 1 мм сваривают без присадочного металла. Для этого после разметки и раскроя листов делают в месте сварки отбортовку. Сложенные вместе листы сваривают путем расплавления отбортовки пламенем сварочной горелки. Более толстые листы сваривают с применением присадочной проволоки. Перед сваркой листы прихватывают в нескольких местах. Зазор между листами должен быть одинаковым по всей длине шва и соответствовать свариваемой толщине металла. Для того чтобы при постановке прихваток зазор не уменьшался за счет усадки металла прихваток, в зазор между листами устанавливают прокладки (обрезки листа, проволоку). После прихватки прокладки могут быть удалены. Прихватка должна производиться той же горелкой и той же проволокой, которыми будет свариваться данный шов. Процесс постановки прихваток ведется в следующем порядке. Вначале металл листа в месте постановки прихватки нагревают до светло-красного каления, равномерно расплавляют кромки и наносят на них расплавленный металл присадочной проволоки. После этого пламя медленно отводят вверх, тем самым предупреждая резкое охлаждение металла. Пламя отводится в сторону лишь после охлаждения места прихватки до темно-красного цвета. Прихватки ставятся в порядке, указанном на фиг. 50. Они должны располагаться от края изделия на расстоянии не менее 10 мм. После наложения прихваток листы сваривают обратноступенчатым способом. При сварке изделий из тонкого металла можно устанавливать листы, как показано на фиг. 45, г. Для соблюдения в процессе сварки постоянства первоначально установленного зазора в зазор между листами вставляют клин или скобу, которую по мере сварки шва передвигают -вдоль кромок листов. Для выравнивания кромок листов при прихватке и сварке можно пользоваться клиновыми прокладками, изображенными на фиг. 54, а. Прокладка 1 представляет собой пластину, вставляемую в зазор между соединяемыми листами. С одной стороны в круглые отверстия закладывается цилиндрический стержень 2, с другой — коническая оправка 3. При вбивании последней кромки листов оказываются зажатыми, чем предупреждается взаимное смещение листов. Для стягивания кромок листовых конструкций может применяться болтовое стяжное устройство, показанное на рисунке. Описанные приемы сварки изделий из листового металла могут применяться как при изготовлении плоских конструкций, так и обечаек цилиндрических сосудов. При соединении днища с обечайкой перед сваркой ставят прихватки в порядке, указанном на рисунке. Такой порядок постановки прихваток уменьшает коробление изделия, так как оно нагревается более равномерно. Таким же образом соединяются между собой обечайки. Продольные швы обечаек не должны располагаться на одной линии. При изготовлении коробчатых изделий вначале свариваются угловые швы 1, 2 я 3 боковых стенок. Затем стенки привариваются к днищу швами 4, 5, 6 и 7. Изготовление ящика заканчивается сваркой вертикального шва 8. При указанном порядке сварки достигается наименьшее коробление изделия. При заварке трещин необходимо предварительно на их концах просверлить отверстия сверлом диаметром 5—8 мм для того, чтобы при нагреве трещина не распространялась дальше (в деталях из малоуглеродистой стали концы трещин можно не засверливать). Конец трещины легко обнаруживается при снятии зубилом и тонкой стружки. Если стружка не раздваивается, то это указывает на то, что трещины в данном месте нет. При толщине металла более 5—б мм трещину разделывают в зависимости от толщины с одной или двух сторон. Трещина заваривается от средины к краям. Если трещина имеет длину более 500 мм, то сварку целесообразно вести обратноступенчатым способом участками длиной 150—200 мм. Кромки трещины перед сваркой должны быть зачищены до металлического блеска. Приемы заварки трещины зависят от конфигурации детали и ее характера. Трещины длиной до 200 мм можно сваривать без прихваток. При длинных трещинах требуется простановка прихваток, чтобы при сварке не уменьшался зазор между кромками разделанной трещины. Иногда прихватки заменяют расклиниванием. Для этого в трещину посередине загоняют клин, вследствие чего она раздается. Трещину заваривают от каждого конца к клину. После этого клин выбивают и заваривают оставшийся участок. Если трещина выходит на край кромки детали, то сварку начинают от точки 1 и ведут к точке 2. Затем заваривают оставшийся участок 2—3 от точки 3 к точке 2. Расстояние между точками 2—3 должно быть равно примерно 1/3 общей длины трещины. Небольшие трещины на тонком металле, например на крыле автомобиля, могут завариваться в одном направлении. При заварке крыла автомобиля после наложения небольшого участка шва производится проковка его с целью сохранения профиля крыла. При заварке малых толщин (0,8-1,2 мм) колебательных движений горелкой и проволокой не делают. При постановке заплат необходимо, чтобы материал заплаты соответствовал основному металлу по толщине и марке стали; углы отверстия и заплаты должны быть закруглены, так как при сварке заплат с острыми углами возникают трещины, начинающиеся от углов. В основном металле и в заплате делают требуемый скос кромок. Размер заплаты берется таким, чтобы получить соответствующий зазор. Кромки очищаются от ржавчины и грязи. После пригонки заплата закрепляется прихватками через каждые 200—250 мм. Сварка производится в порядке. Заплате придают выпуклую форму. Во время сварки такая заплата будет свободно деформироваться. После сварки нагретую заплату ударами молотка выправляют. Это предупреждает образование трещин от усадки при остывании металла шва. Сварка труб. Сварка труб применяется при изготовлении нефтепроводов, керосинопроводов, газопроводов, водопроводов и других трубчатых конструкций. Трубы соединяются между собой чаще всего в стык, так как стыковое соединение требует простой подготовки кромок, наименьшей затраты времени и газов. При толщине стенок до 5 мм сварку можно производить без скоса кромок, а при большей толщине делают скос от 70 до 90°, оставляя притупление от 1,5 до 2,5 мм. Притупление необходимо для того, чтобы при сварке кромки не проплавлялись и расплавленный металл не протекал внутрь трубы. Но и при наличии притупления кромок сваривать нужно с большим вниманием, не допуская ^прожога кромок. Иногда для удобства сварки внутрь труб вставляют кольца, облегчающие сборку и сварку труб. Постановка кольца нежелательна из-за того, что оно уменьшает внутреннее сечение трубы в месте соединения труб и тем самым создает излишнее сопротивление движению газа или жидкости. Для того чтобы не уменьшать внутреннего сечения трубы, применяют соединение враструб (фиг. 61, в), но оно нежелательно, так как требует специальной подготовки одного конца трубы. Иногда для усиления стыкового шва ставят муфты либо отдельные накладки. Перед сборкой труб для сварки в стык необходимо проследить, чтобы кромки их не были погнуты, а сами они — забиты. Трубы соединяются с помощью прихваток длиной 30—50 мм и высотой, равной 2/3 толщины стенки трубы. При диаметре труб до 300 мм ставят три-четыре прихватки, а при большем диаметре число прихваток увеличивают. Порядок постановки их такой же, как и при сварке днищ. Первая прихватка обычно ставится внизу. Прихватки должны выполняться тщательно, так как плохо выполненные прихватки будут ухудшать качество сварного шва. Сваривать трубы можно как левым, так и правым способами, причем желательно варить в нижнем положении, непрерывно поворачивая трубу (поворотный стык). Ванночка расплавленного металла должна находиться немного ниже верхней точки и трубы, чтобы получить усиление шва, равным У4 толщины стенки трубы. При сварке поворотного стыка труб диаметром 200—300 мм и более для уменьшение внутренних напряжений швы накладывают отдельными участками в порядке, показанном на фиг. 62, а. При трубах большего диаметра сварку могут вести одновременно два сварщика. Сначала .сваривают верхнюю часть трубы на участках 1 и. 2, а затем трубу поворачивают и одновременно сваривают участки 3 и 4. Стык труб, который нельзя почему-либо поворачивать, называется неповоротным. Неповоротные стыки труб диаметром до 100 мм заваривают в следующем порядке: вначале выполняется шов на нижней половине трубы, а затем — на верхней при обратном направлении. Начало и конец шва верхней половины трубы должен перекрывать шов нижней половины для того, чтобы валик шва получился равнопрочным по всей окружности стыка. Трубы большого диаметра варят в порядке, указанном на рисунке. Следует отметить, что в настоящее время газовой сваркой соединяют трубы относительно небольшого диаметра — до 100—120 мм с малой толщиной стенки (3—4 мм). Трубы же большего диаметра, как правило, соединяются с помощью дуговой сварки. Для «изготовления различных узлов из тонкостенных труб нужно придерживаться определенного порядка наложения швов, чтобы получить наименьшие деформации. На фиг. 64 приведена последовательность сварки тонкостенных труб из низколегированной хромокремнемарганцевой стали марок 20ХГСА, 25ХГСА и др. Для невидимых швов). Усиления прочности сварных узлов применяются косынки, вставляемые в прорезы труб. Косынки привариваются к трубам в последовательности, указанной на фиг. 64. Кромки трещины перед сваркой должны быть зачищены до металлического блеска. |