Гос.стандарт. Гос.стандарт 633-80 Трубы НКТ и муфты к ним. Государственный стандарт союза сср
 Скачать 0.87 Mb. Скачать 0.87 Mb.
|

|
мм
Примечания: 1. Предельные отклонения шага резьбы на длине, не превышающей 25,4 мм, допускаются для расстояния между любыми двумя нитками с полным профилем. Для расстояния между нитками более 25,4 мм допускается увеличение предельных отклонений пропорционально увеличению расстояния, но не свыше указанных в таблице для всей длины резьбы с полным профилем. 2. Предельные отклонения конусности (отклонения от разности двух диаметров) приняты на длине резьбы 100 мм и относятся к среднему диаметру резьбы трубы и муфты, а также к наружному диаметру резьбы трубы и внутреннему диаметру резьбы муфты. 2.13.7. После свинчивания трубы и муфты на станке торец муфты должен совпадать с концом сбега резьбы на трубе (см. черт. 6). Предельные отклонения...±Р1. 2.13.8. Для выхода резьбообразующего инструмента на середине муфты может быть проточена канавка на глубину, не превышающую высоту профиля h1 более чем на 0,5 мм. Канавка не должна иметь острых углов (подрезов). При отсутствии канавки допускается перерез встречных ниток на расстоянии не свыше (13 - P)мм, считая от середины муфты в обе стороны. 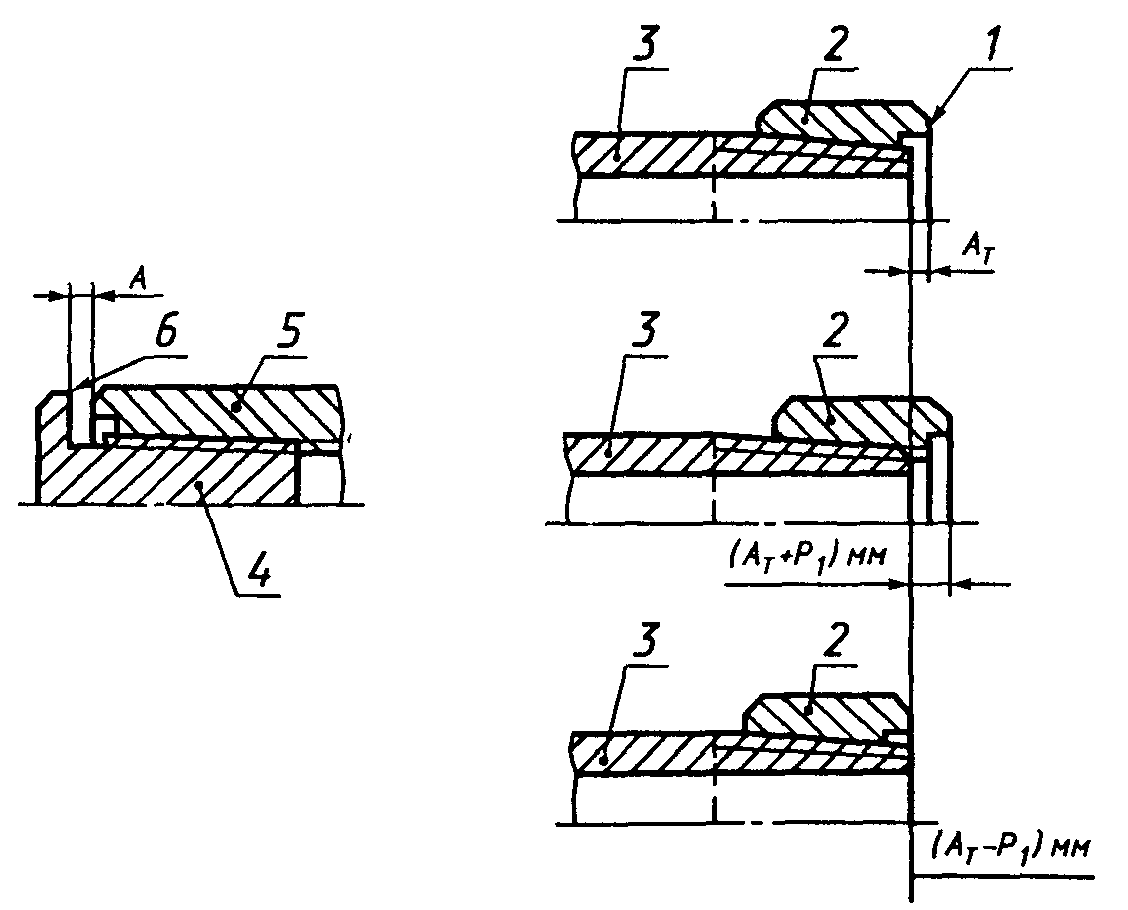 1 - измерительная плоскость резьбового калибра-кольца; 2 - резьбовой калибр-кольцо; 3 - труба; 4 - резьбовой калибр-пробка; 5 - муфта; 6 - измерительная плоскость резьбового калибра-пробки Черт. 7 2.14. Основные параметры и размеры соединений гладких высокогерметичных труб и муфт к ним - НКМ 2.14.1. Формы и размеры профиля резьбы труб с условным диаметром от 60 до 102 мм и муфт к ним должны соответствовать указанным на черт. 8 и в табл. 13, а для труб с условным диаметром 114 мм и муфт к ним - на черт. 9 и в табл. 13. Таблица 13 Размеры, мм
Примечания: 1. Шаг резьбы Р измеряют параллельно оси резьбы трубы и муфты. 2. Все предельные отклонения на элементы профиля резьбы за исключением предельных отклонений на углы наклона сторон и высоту профиля даны для проектирования резьбообразующего инструмента и контролю не подвергают. 3. Высота профиля наружной резьбы h1 труб НКБ обеспечивается на счет соответствующего положения гладкого и резьбовых калибров-колец и контролю не подвергают. 4. Допускается замена фасок с радиусом округления r = 0,2+0,05 мм (кроме наружной резьбы труб НКБ). 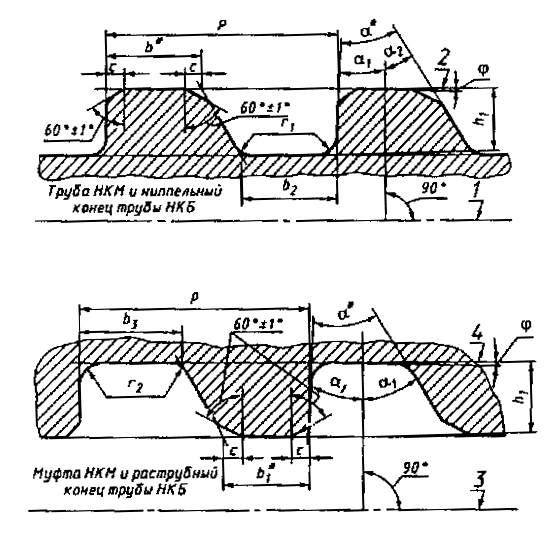 * Размеры для справок. 1 - ось резьбы трубы НКМ и ниппельного конца трубы НКБ; 2 - линия, параллельная оси резьбы трубы НКМ и ниппельного конца трубы НКБ; 3 - ось резьбы муфты НКМ и раструбного конца трубы НКБ; 4 - линия, параллельная оси резьбы муфты НКМ и раструбного конца трубы НКБ Черт. 8 (Измененная редакция, Изм. № 3). 2.14.2. Размеры соединений должны соответствовать указанным на черт. 10 и в табл. 14 (для труб) и черт. 10 и в табл. 15 (для муфт). (Измененная редакция, Изм. № 2, 3). 2.14.3. Предельные отклонения от номинальных размеров резьбы должны соответствовать указанным в табл. 16. (Измененная редакция, Изм. № 3). 2.14.4. Предельные отклонения конусности на всей длине уплотнительного конического пояска труб и уплотнительной конической расточки муфт соответственно ±0,03 и +0,06 мм. 2.14.5. При определении натяга резьбы трубы измерительная плоскость калибров-колец должна находиться на расстоянии H от торца трубы (черт. 11): 20-1,2 мм - натяг по резьбовому калибру-кольцу с полным и неполным профилем (для труб условным диаметром от 60 до 102 мм); 20-2,4 мм - натяг по гладкому калибру-кольцу (для труб условным диаметром от 60 до 102 мм); 24-2,5 мм - натяг по гладкому и резьбовому калибрам-кольцам (для труб условным диаметром 114 мм). (Измененная редакция, Изм. № 3). 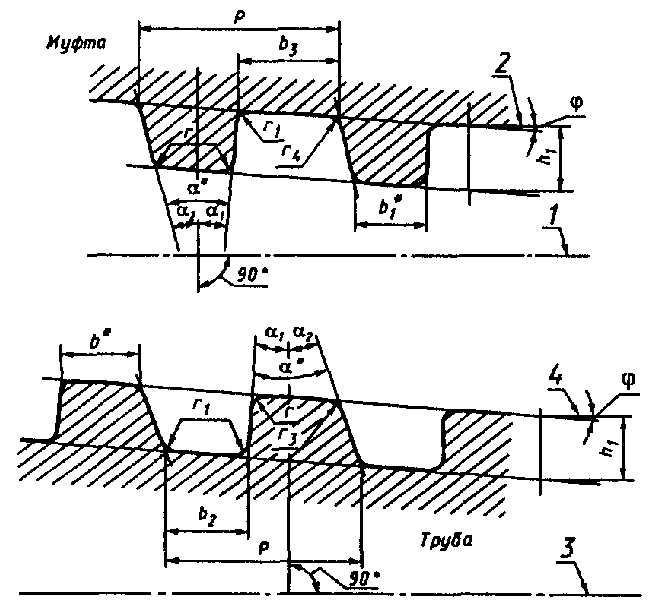 * Размеры для справок. 1 - ось резьбы муфты; 2 - линия, параллельная оси резьбы муфты; 3 - ось резьбы трубы; 4 - линия, параллельная оси резьбы трубы Черт. 9 Соединения гладких высокогерметичных труб - НКМ Таблица 14 Размеры, мм
Примечания: 1. Концом сбега резьбы считают конец стороны впадины непрерывно исчезающей нитки, наиболее удаленный от торца трубы. 2. Минимальную толщину стенки уплотнительного конического пояска в плоскости торца трубы (t) вычисляют согласно формуле, приведенной в примечании 3 к табл. 10. За величину d2 принимают диаметр уплотнительного конического пояска в плоскости торца. Если величина t, вычисленная по формуле, окажется менее 1,8 мм, то величина t должна быть равна 1,8 мм, кроме труб диаметром 60 и 73 мм (толщиной стенки 5,5 мм), для которых величина t должна быть соответственно равна 1,2 и 1,5 мм Соединения муфт к гладким высокогерметичным трубам - НКМ Таблица 15 Размеры, мм
Примечание. Конец сбега резьбы может находиться на фаске, расположенной между резьбой и уплотнительной конической расточкой. 2.14.6. При определении величины диаметра уплотнительного конического пояска труб с условным диаметром от 60 до 102 мм измерительная плоскость гладкого калибра-кольца должна совпадать с торцом трубы или переходить за торец не более чем на величину H1 = 1,2 мм (см. черт. 11). Таблица 16 мм
Примечания 1 Предельные отклонения шага резьбы на длине, не превышающей 25,4 мм, допускаются для расстояния между любыми двумя нитками с полным профилем. Для расстояния между нитками более 25,4 мм допускается увеличение предельных отклонений пропорционально увеличению расстояния, но не свыше указанных в таблице для всей длины резьбы с полным профилем. 2 Предельные отклонения конусности (отклонения от разности двух диаметров) приняты на длине резьбы 100 мм и относятся к наружному и внутреннему диаметрам резьбы труб и муфт. Конусность по внутреннему диаметру резьбы гладких высокогерметичных труб должна проверяться на длине резьбы с полным профилем и со срезанными вершинами (до начала сбега резьбы). Для труб с условным диаметром 114 мм измерительная плоскость гладкого калибра-кольца должна совпадать с торцом трубы или не доходить до торца на величину H1= 1,6 мм (см. черт. 11). (Измененная редакция, Изм. № 2). 2.14.7. Натяг оцинкованной или фосфатированной резьбы муфты по резьбовому калибру-пробке должен быть равен величине Н2 (см. черт. 11): 5,0-1,2 мм - для муфт к трубам условным диаметром от 60 до 102 мм; 6,0-2,5 мм - для муфт к трубам условным диаметром 114 мм. Измерительная плоскость гладкого калибра-пробки при проверке оцинкованной или фосфатированной резьбы муфты к трубам с условным диаметром от 60 до 102 мм должна совпадать с торцом муфты или утопать относительно торца муфты не более чем на Н3 = 1,2 мм (см. черт. 11). При проверке резьбы муфт к трубам с условным диаметром 114 мм измерительная плоскость гладкого калибра-пробки должна утопать относительно торца муфты на величину Н3 = 6,0...8,5 мм (см. черт. 11). 2.14.8. При определении величины диаметра оцинкованной или фосфатированной уплотнительной конической расточки муфты измерительная плоскость гладкого калибра-пробки должна находиться от торца муфты на расстоянии Н4 (см. черт. 11): 45-1,2 мм - для труб условными диаметрами 60 и 73 мм; 55-1,2 мм « « « « 89 и 102 мм; 84 (Измененная редакция, Изм. № 2). 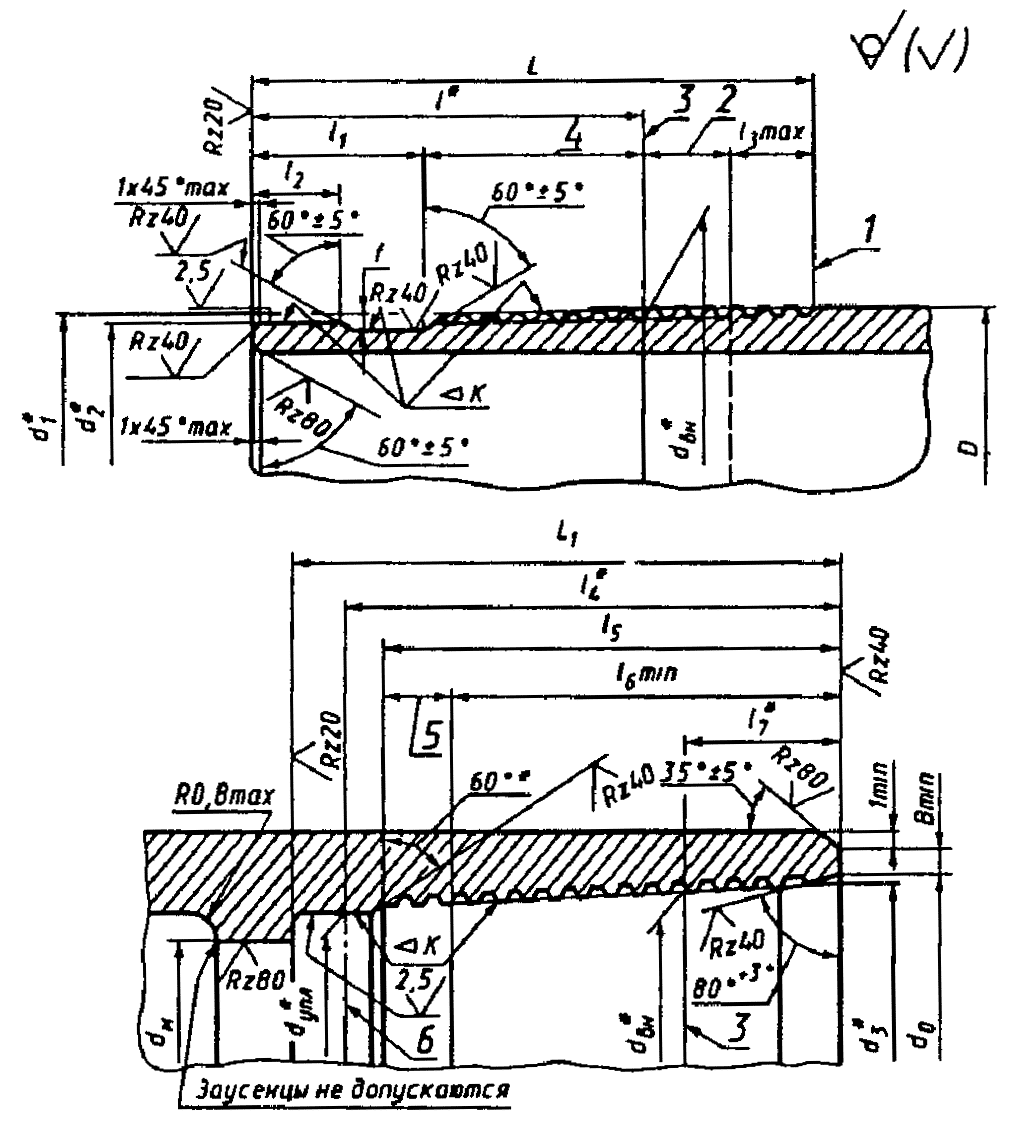 * Размеры для справок. 1 - конец сбега резьбы 2 - нитки со срезанными вершинами; 3 - основная плоскость; 4 - длина резьбы с полным профилем; 5 - сбег резьбы; 6 - расчетная плоскость Черт. 10 Примечание. Допускается замена фаски (35±5)° у торца муфты радиусом округления, не превышающим ширину фаски. 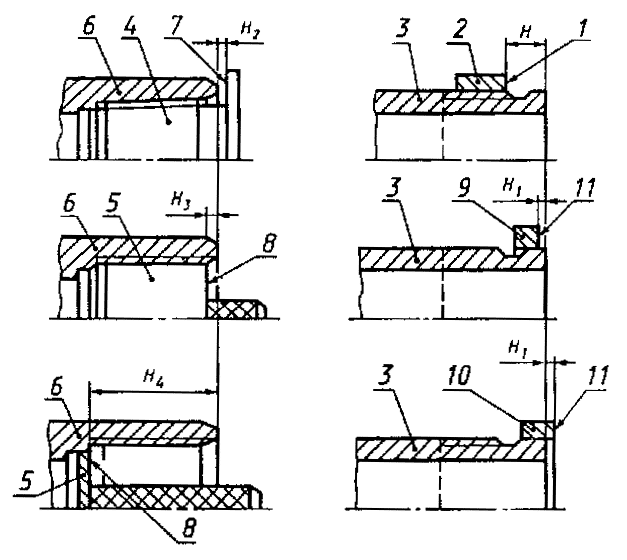 1 - измерительная плоскость резьбового и гладкого калибров-колец; 2 - резьбовой и гладкий калибры-кольца; 3 - труба; 4 - резьбовой калибр-пробка; 5 - гладкий калибр-пробка; 6 - муфта; 7 - измерительная плоскость резьбового калибра-пробки; 8 -измерительная плоскость гладкого калибра-пробки; 9 - гладкий калибр-кольцо для проверки труб с условным диаметром от 60 до 102 мм; 10 - гладкий калибр-кольцо для проверки труб с условным диаметром 114 мм; 11 - измерительная плоскость гладкого калибра-кольца Черт. 11 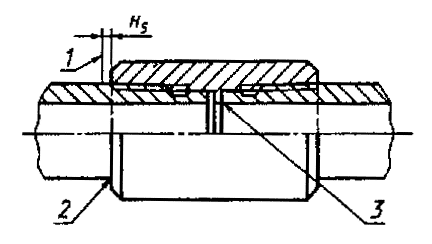 1 - конец сбега резьбы; 2 - соединение, свинченное вручную; 3 - соединение, свинченное на станке Черт. 12 2.14.9. При свинчивании вручную оцинкованных или фосфатированных муфт с трубами натяг должен быть равен величине H5 (черт. 12): 4,4 мм - для труб условным диаметром 60 мм; 5,0 мм « « « « 73 мм; 5,6 мм « « « « 89 мм; 6,2 мм « « « « 102 мм; 8,0 мм « « « « 114 мм. Предельные отклонения ...±2 мм. Допускается подбор муфт и концов труб по натягу. Таблица 17 Соединения ниппельного конца безмуфтовых труб с высаженными наружу концами - НКБ мм
2.14.10. После свинчивания трубы и муфты на станке должно быть обеспечено сопряжение торца трубы и упорного уступа муфты по всему периметру стыка упорных поверхностей (см. черт. 12). Допускается наличие зазора между упорными поверхностями трубы и муфты не свыше 0,5 мм (для исполнения Б). 2.14.11. Торцы трубы и упорные уступы муфты должны быть перпендикулярны к оси резьбы. Предельное отклонение от перпендикулярности - 0,06 мм. Предельное отклонение от плоскостности на ширине упорных поверхностей - 0,06 мм. 2.14.12. Оси резьб и оси уплотнительных конических поверхностей труб и муфт должны совпадать. Предельное отклонение от соосности - 0,04 мм. Таблица 18 Соединения раструбного конца безмуфтовых труб с высаженными наружу концами - НКБ мм
Примечание. Конец сбега резьбы может находиться на фаске, расположенной между резьбой и уплотнительной конической расточкой (для труб с условным диаметром 114 мм). 2.15. Основные параметры и размеры соединений безмуфтовых труб с высаженными наружу концами - НКБ 2.15.1. Форма и размеры профиля резьбы ниппельного и раструбного концов труб должны соответствовать указанным на черт. 8 и в табл. 13. 2.15.2. Размеры соединений должны соответствовать указанным на черт. 13 и в табл. 17 (для ниппельного конца) и на черт. 13 и в табл. 18 (для раструбного конца). (Измененная редакция, Изм. № 2, 3). 2.15.3. Предельные отклонения от номинальных размеров резьбы должны соответствовать указанным в табл. 16. 2.15.4. Предельные отклонения конусности на всей длине уплотнительной конической расточки раструбного конца трубы и уплотнительного конического пояска ниппельного конца трубы соответственно +0,06 и ±0,03 мм. 2.15.5. При определении натяга резьбы ниппельного конца трубы измерительная плоскость гладкого и резьбовых калибров-колец с полным и неполным профилем должна находиться от торца трубы на расстоянии 18+1,2 мм (черт. 14). 2.15.6. При определении величины диаметра уплотнительного конического пояска ниппельного конца трубы измерительная плоскость гладкого калибра-кольца должна совпадать с торцом трубы или не доходить до торца не более чем на 1,2 мм (см. черт. 14). 2.15.7. Натяг резьбы раструбного конца трубы по резьбовому калибру-пробке должен быть равен 5-1,2 мм (черт. 15). Измерительная плоскость гладкого калибра-пробки при проверке резьбы раструбного конца трубы должна совпадать с торцом трубы или утопать относительно торца не более чем на 1,2 мм (см. черт. 15). 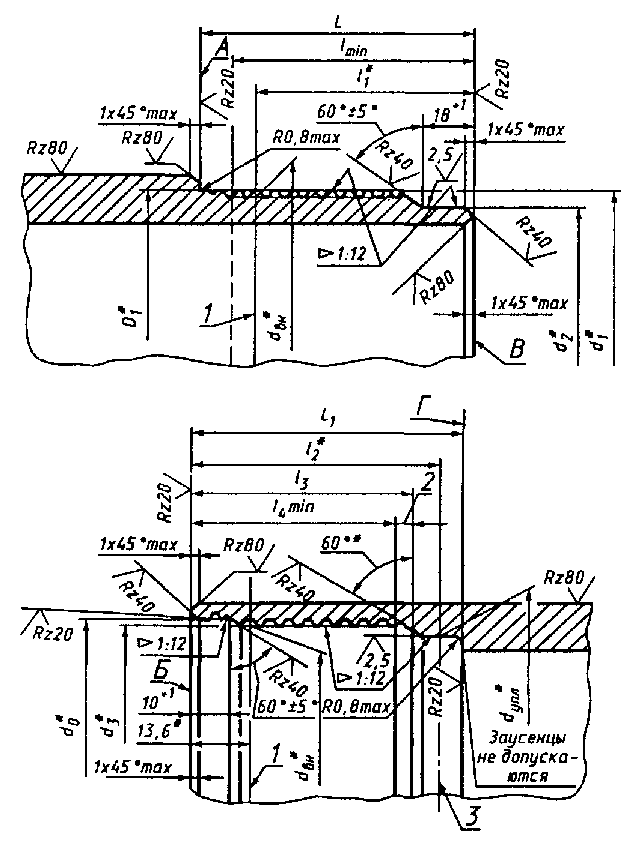 * Размеры для справок. 1 - основная плоскость; 2 - сбег резьбы; 3 - расчетная плоскость Черт. 13 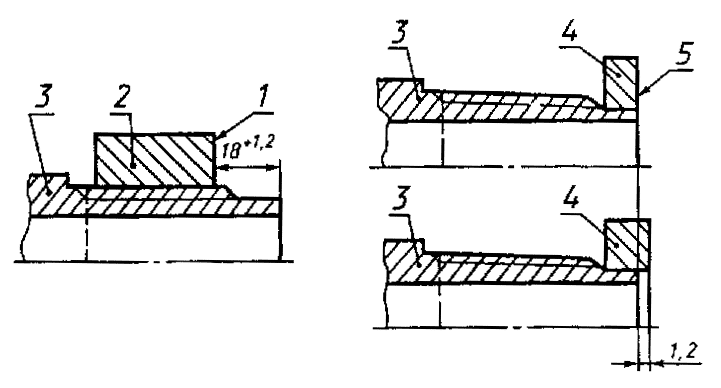 1 - измерительная плоскость резьбовых (с полным и неполным профилем) и гладкого калибров-колец; 2 - резьбовой (с полным и неполным профилем) и гладкий калибры-кольца; 3 - ниппельный конец трубы; 4 - гладкий калибр-кольцо; 5 - измерительная плоскость гладкого калибра-кольца Черт. 14 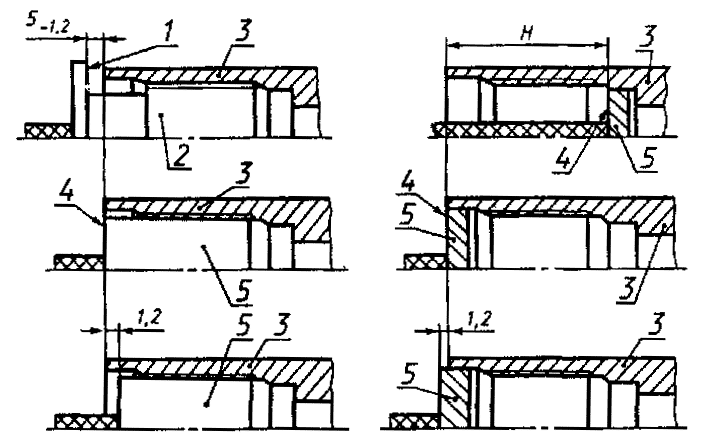 1 - измерительная плоскость резьбового калибра-пробки; 2 - резьбовой калибр-пробка; 3 - раструбный конец трубы; 4 - измерительная плоскость гладкого калибра-пробки; 5 - гладкий калибр-пробка Черт. 15 2.15.8. При определении величины диаметра уплотнительной конической расточки раструбного конца трубы измерительная плоскость гладкого калибра-пробки должна находиться от торца раструбного конца трубы на расстоянии H (см. черт. 15): 54 мм - для труб условным диаметром 60 мм; 59 мм - для остальных диаметров труб. Предельное отклонение +1,2 мм. 2.15.9. При определении величины диаметра конической выточки раструбного конца трубы измерительная плоскость гладкого калибра-пробки должна совпадать с торцом трубы или не доходить до торца не более чем на 1,2 мм (см. черт. 15). 2.15.10. Упорные поверхности А, Б, В и Г должны быть перпендикулярны к оси резьбы. Предельное отклонение от перпендикулярности - 0,06 мм. Предельное отклонение от плоскостности на ширине упорных поверхностей труб - 0,06 мм. 2.15.11. Оси резьб и оси уплотнительных конических поверхностей ниппельного и раструбного концов труб должны совпадать. Предельное отклонение от соосности - 0,04 мм. 2.15.12. Поверхность гладкой части резьбового конуса ниппельного конца трубы, расположенная за сбегом резьбы, должна являться продолжением поверхности, образованной вершинами профиля резьбы. 2.15.13. Не допускается разностенность в плоскости торцов Б и В более 1 мм. 2.15.14. Ширина упорных поверхностей А и Г должна быть не менее указанной в табл. 19. Таблица 19 мм
2.15.15. На наружной поверхности цилиндрической части высаженных наружу ниппельного и раструбного концов диаметром Dв не допускаются черновины протяженностью более 1/4 окружности. Наличие черновин не должно выводить диаметр Dв за его предельные отклонения. 2.16. Оси резьб обоих концов муфты должны совпадать. Предельные отклонения от соосности: 0,75 мм в плоскости торца и 3 мм на длине 1 м. Допускается увеличение предельного отклонения от соосности в плоскости торца до 1 мм при одновременном уменьшении предельного отклонения на длине 1 м до 2 мм. 2.17. Поверхности резьбы, уплотнительных конических поверхностей, упорных торцов и уступов труб и муфт и конической выточки труб НКБ должны быть гладкими, без заусенцев, рванин и других дефектов, нарушающих их непрерывность и прочность, а также герметичность соединения. Параметр шероховатости поверхности резьбы Rz по ГОСТ 2789 не должен быть более 20 мкм. По согласованию изготовителя с потребителем для труб гладких и с высаженными наружу концами и муфт к ним исполнения Б допускается параметр шероховатости поверхности резьбы Rz по ГОСТ 2789 не более 40 мкм. 2.18. Нитки с черновинами по вершинам резьбы не допускаются на расстоянии менее (l - а) мм от торца трубы. Величина а равна 7,5 мм - для резьбы с шагом 2,54 мм; 8,5 мм - для резьбы с шагом 4,233 мм и 10,0 мм - для резьб с шагом 3,175 и 5,08 мм. (Измененная редакция, Изм. № 3). 2.19. Предельная разность диаметров резьбы муфт и раструбных концов безмуфтовых труб в одном сечении (овальность) не должна быть более: 0,10 мм - для муфт и раструбных концов труб условным диаметром от 27 до 60 мм; 0,13 мм - для муфт и раструбных концов труб условным диаметром 73 и 89 мм; 0,15 мм - для муфт и раструбных концов труб условным диаметром 102 и 114 мм. 2.20. С целью обнаружения продольных дефектов трубы должны быть подвергнуты контролю неразрушающим методом. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||