сборка. сборка и диагностика электрич машин материал. Характеристика сборочных работ
 Скачать 0.52 Mb. Скачать 0.52 Mb.
|

|
Основные дефекты ротора, диагностируемые по вибрации: - эксцентриситет внешней поверхности ротора относительно оси его вращения. На спектре вибросигнала этот дефект проявляется в усилении первой гармоники частоты вращения ротора. Усиливается частота действия электромагнитной силы, вокруг которой иногда появляются боковые гармоники, сдвинутые друг от друга на частоту скольжения ротора, умноженную на число полюсов; - обрыв или нарушение контакта в стержнях или кольцах “беличьей клетки” в асинхронном двигателе. Обычно проявляется вблизи частоты вращения вала ротора и всегда сопровождается появлением боковых полос, сдвинутых относительно гармоники частоты вращения ротора на интервал, равный произведению частоты скольжения на число полюсов двигателя; - ослабление прессовки всего пакета стали ротора или только в области зубцов. Сопровождается усилением второй гармоники питающей сети или, при ослаблении стали в области зубцов, появлением пазовой частоты ротора с боковыми полосами, сдвинутыми друг от друга на частоту, равную двойной питающей частоте. Дефекты стали и меди статора. При всех дефектах активной стали или обмотки статора синхронной или асинхронной электрической машины, имеющих электромагнитную природу, в спектре вибросигнала возникает специфическая картина. В основном это вибрация с высокой амплитудой гармоники на частоте электромагнитных процессов FЭМ. Как уже говорилось выше, ее частота равна второй гармонике частоты питающей сети, т. е. равная 100 Гц. Это достаточно хорошо объясняется с точки зрения физики происходящих процессов. Силы взаимного притяжения, действующие между “распрессоваными” листами электротехнического железа или элементами крепления пакета стали, имеют максимум амплитуды дважды за один период изменения питающей сети - во время минимума и максимума магнитного потока. Аналогично выглядит картина взаимодействия между элементами обмотки статора. Математически это объясняется тем, что электромагнитные силы пропорциональны квадрату тока или магнитного потока. Поскольку и тот и другой синусоидальны, то их произведение также пропорционально синусоиде, но изменяющейся уже с удвоенной частотой, относительно исходной частоты питающей сети. На спектре вибросигнала, приведенном на рисунке 8.1, картина появления электромагнитных проблем в статоре выражается в усилении пика на электромагнитной частоте. При значительных дефектах стали могут появиться и вторая (200 Гц) гармоника частоты FЭМ, третья (300), а также ряд дробных гармоник, которые в такой ситуации по своей частоте численно соответствуют синхронным, целым нечетным гармоникам частоты питающей сети. Гармоники вибрации от электромагнитных процессов в статоре синхронной машины, по своей физической природе, являются синхронными относительно частоты вращения ротора. В асинхронном двигатели эти же гармоники являются несинхронными, т. к. частота вращения ротора и частота питающей сети не кратны между собой, а различаются между собой пропорционально частоте скольжения. 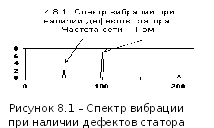 Ослабление прессовки активного железа статора обуславливается, в основном, двумя причинами - или общим ослаблением элементов крепления железа статора, или же явлением “отслоения” крайних листов и пакетов стали. При локализации дефекта железа статора важную роль начинает играть место установки вибродатчика. Чем ближе он устанавливается к дефектному месту пакета статора, чем короче будет путь прохождения полезной виброинформации, тем более корректно можно будет проводить диагностирование и локализовать место проявления дефекта. Аналогично обстоит дело и с особенностями проявления в спектрах вибросигналов различных дефектов обмоток статора, но поиск их и локализация происходят гораздо сложнее. Нужно помнить, что различить вид диагностируемого в статоре дефекта - имеет ли он “электрическую природу”, или же он обусловлен чисто “магнитными явлениями”, методами спектральной вибродиагностики достаточно сложно. Единственный, достаточно корректный признак наличия замкнутого витка в статоре - наличие боковой гармоники вблизи частоты 100 Гц. В большинстве практических случаев необходимо применение более специализированных методов диагностики состояния электрических машин. Эксцентричность статора. Эксцентриситет статора возникает чаще всего как дефект изготовления “шихтованного” пакета стали статора, как дефект монтажа статора. Очень высока вероятность возникновения эксцентриситета статора в процессе монтажа электрической машины, особенно, если статор и подшипниковые опоры монтируются раздельно. Данный дефект статора может возникнуть в результате ослабления фундамента, или же как итог тепловых и иных деформаций в агрегате и фундаменте. Для примера на рисунке 8.2 приведен спектр вибросигнала, зарегистрированного на подшипнике асинхронного двигателя, имеющего номинальную частоте вращения ротора, равную n0 = 1480 об/мин. Этот спектр соответствует наличию в электрической машине достаточно развитого дефекта типа “эксцентриситет статора”. Эксцентриситет статора приводит, с точки зрения физики протекания электромагнитных процессов, к периодическому изменению магнитной проводимости воздушного зазора, к ее пульсации, или, говоря иными словами, к ее модуляции. Эта пульсация происходит с удвоенной частотой сети, т.е. с частотой воздействия электромагнитных сил. Удвоение частоты пульсации относительно питающей сети возникает из - за того, что мимо зоны окружности статора, где произошло изменение величины зазора, поочередно проходят северный и южный полюса поля, вращающегося в зазоре. Удвоенные пульсации магнитной проводимости приводят к такой же пульсации магнитного потока и, как результат, к пульсации электромагнитной силы и вибрации с частотой 100 Гц. 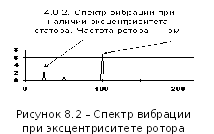 Дополнительно несколько возрастает амплитуда гармоники на частоте вращения электромагнитного поля в зазоре. Это позволяет в асинхронных двигателях хорошо дифференцировать эксцентричность статора от эксцентричности ротора, где вибрация идет с частотой вращения ротора. Для выявления этого различия необходимо наличие спектроанализатора с хорошим разрешением. Для разделения эксцентриситетов статора и ротора в синхронной машине между собой, при диагностике следует помнить, что эксцентриситет статора неподвижен в пространстве и различен по амплитуде вибрации в различных проекций измерения. Благодаря такой локализации эксцентриситет статора приводит к возникновению направленной в пространстве вибрации. Это можно выявить при помощи последовательного перемещения вибродатчика по контролируемому подшипнику “вокруг вала”. Эксцентриситет же ротора всегда “вращается” вместе с ротором, поэтому он не имеет стационарного максимума при определенном значении угла установки датчика. При эксцентриситете статора такой максимум явно выражен. Для исключения проявления эксцентриситета в вибрации электрических машин необходимо, чтобы воздушный зазор между статором и ротором был неизменным по окружности. При монтаже он должен тщательно контролироваться. Обязательно должно соблюдаться требование к качеству взаимного монтажа статора и ротора, различие в величине воздушного зазора вдоль окружности не должно превышать значение в 5 % для асинхронных двигателей и генераторов, и не превышать 10 % для синхронных двигателей. Значение этого параметра жестко контролируется при помощи специальных щупов при монтаже электрической машины. Такая процедура измерения должна производится при нескольких взаимных положениях ротора и статора. Обрыв стержней ротора. Наиболее распространенной конструкцией ротора асинхронного двигателя является короткозамкнутый ротор с “беличьей клеткой”. У такого ротора в пазах, без изоляции, забиваются медные, латунные стержни или пазы залиты сплавом алюминия. Концы стержней объединяются короткозамыкающими кольцами из такого же материала. В процессе работы по стержням протекает большой ток, они сильно нагреваются, особенно во время пуска. Частой причиной выхода из строя двигателя является отгорание стержней, приводящее к увеличению нагрузки на оставшиеся, перегреву и отгоранию их и т. д. Процесс завершается “лавинообразным” выходом двигателя из строя. Выявление начальных фаз зарождения процесса “отгорания” стержней беличьей клетки ротора является очень актуальной задачей и позволяет повысить надежность работы асинхронных двигателей с короткозамкнутой клеткой на роторе. Рассмотрим особенности физических процессов в роторе, имеющем характерные особенности в спектре, свойственные хотя бы начальной стадии данного дефекта - отгорел один стержень. Необходимо сразу же сказать, что спектр двигателя с отгоревшим стержнем во многом похож на спектр двигателя с эксцентричным ротором. На первый взгляд между этими дефектами мало общего, но при ближайшем рассмотрении можно выявить сходства. Как и при эксцентричном роторе, отгоревший стержень приводит к модулированию тягового усилия двигателя. В момент прохождения зоны отгоревшего стержня мимо полюса тяговое усилие скачком уменьшается, ротор чуть - чуть призамедлится. В это время под полюс подойдет зона бездефектного стержня, в нем за счет возросшего скольжения будет больший ток, тяговое усилие возрастет, ротор чуть ускорится. Эти мини - ускорения и мини - замедления на спектре будут характеризоваться возникновением зубцов вокруг основной гармоники частоты вращения ротора. Такой спектр для двигателя с частотой вращения ротора 2920 об/мин показан на рисунке 8.3. Разделить эти две причины - эксцентриситет ротора и отгоревшие стержни беличьей клетки возможно, но только при наличии хорошего спектроанализатора. Различие в их проявлениях заключаются в следующем: - характерная “корона” из зубцов вокруг пика электромагнитной частоты FЭМ проявляется по разному - при эксцентриситете ротора она имеется во всех режимах, а при отгоревших стержнях появляется только при значительной нагрузке; 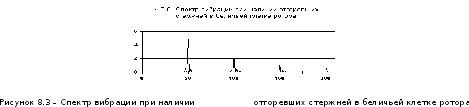 - при эксцентриситете ротора “корона” практически симметрична по величинам мини - пиков относительно центрального пика, а при отгоревшем стержне и под нагрузкой пик на меньшей частоте всегда меньше “зеркального” пика на большей частоте. Этот факт достаточно хорошо сообразуется с картиной физических процессов. Уменьшение скорости происходит при нормальном скольжении и нормальном токе в последнем “хорошем” стержне клетки. Ускорение происходит при увеличенном скольжении, большем токе в первом “хорошем” стержне и, как результат, с большей интенсивностью; - за счет колебательного “успокоения” ротора после прохождения дефектного стержня на спектре может возникнуть несколько гармоник частоты вращения ротора, и обычно все они окружены “коронами”. В качестве численного ограничения степени проявления этого дефекта можно считать, что “короны” у исправного двигателя быть не должно. Если она появилась и под нагрузкой наибольший пик “короны” превысил 10 % от центрального пика - вероятность существования отгоревших стержней очень большая. Для контроля численного значения дефекта лучше использовать спектры с логарифмической шкалой по амплитуде. Если при этом пики “короны” будут меньше основного пика менее, чем на 20 dВ, то дефект имеет место. В заключение, подчеркивая особенности диагностики данной причине повышенной вибрации, необходимо еще раз указать, что такая диагностика возможна только с применением спектроанализаторов с высокой разрешающей способностью. Это нужно для разделения на спектре частот вращения поля, ротора и боковых гармоник. Центральный пик “короны” должен соответствовать частоте вращения ротора, а не быть равным частоте вращения поля в зазоре. Дефекты зубцово - пазовой структуры. Такая неисправность не очень часто встречается в практике, но, тем не менее, ее можно описать и диагностировать. Условно эту неисправность можно представить в виде ротора, у которого отсутствует один ферромагнитный зуб. Это приводит к тому, что мимо пазов статора перемещается магнитно - непериодический элемент, наводящий в обмотке статора импульсы, число которых за один оборот будет численно равно числу пазов на статоре. На спектре это будет представлено пиком на частоте, равной произведению частоты вращения ротора на число пазов статора. Не вдаваясь в тонкости физического описания, следует также сказать, что дефектный зуб будет модулировать и электромагнитную силу статора. Это будет потому, что дважды за свой один оборот вращающееся поле “будет натыкаться” на дефект магнитной проводимости воздушного зазора двигателя, на “отсутствующий” зуб ротора. На спектре вблизи пика зубцовой частоты появятся два зеркально расположенных пика, сдвинутых относительно своего “главного пика” на частоту электромагнитной силы FЭМ, как уже неоднократно говорилось, равную удвоенной частоте питающей сети (рисунок 8.4). 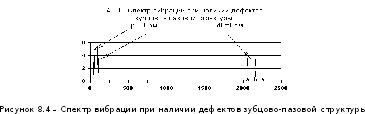 При наличии дефектов в зубцово - пазовой структуре статора может быть зарегистрирована вибрация с частотой, равной произведению числа пазов ротора на частоту вращения ротора, т. к. магнитный дефект статора будет перемещаться относительно ротора. Все остальное, включая возникновение “зеркальных” пиков вокруг пазовой частоты, останется неизменным. Наиболее сложным для диагностики будет спектр при наличии магнитных дефектов на роторе и статоре одновременно, причем дефектов множественных. На спектре будут зубцовые частоты ротора и статора, будут частоты их биения, будут множественные “зеркальные” пики и т. д. “Положительным” при этом будет то, что при таком дефекте обычно сильно падает тяговое усилие, возрастает потребляемый ток и двигатель очень быстро выходит из строя, обычно раньше, чем персоналу удается записать спектры и выявить множественный магнитный дефект методами вибродиагностики. Технические средства вибродиагностики. Для создания систем вибрационного мониторинга, диагностики и балансировки необходимы соответствующие технические средства. Типовая структура системы, основанной на анализе параметров вибрации электрических машин, состоит из следующих основных элементов: - датчики вибрации; - прибор для измерения и анализа вибрации; - персональный компьютер; - пакет программ для мониторинга, глубокой диагностики и прогноза состояния оборудования; - линии связи датчиков со средствами анализа сигналов, приборов с компьютерами, компьютеров с компьютерными сетями; устройства коммутации и усиления. Наиболее специфическим элементом такой системы является виброанализатор. Рассмотрим основные параметры и функциональное назначение этого элемента системы. Виброанализатор СД-12М предназначен для измерения, сбора и анализа параметров вибрации в целях мониторинга и диагностики технического состояния промышленного оборудования. Для целей мониторинга и диагностики измеряются следующие параметры: - уровень вибрации, в полосах предусмотренных ГОСТами; - временной сигнал (режим осциллографа); - спектры сигнала; - спектры огибающей компонент сигнала, выделенных полосовыми фильтрами;  - скорость вращения; - амплитуда и фаза сигнала на частоте вращения и ее гармониках; - амплитуда и фаза сигнала во время выбега в зависимости от частоты вращения. Для балансировки роторов: - измерения вибрации для балансировки в 1 - 8 точках; автоматический расчет балансировочных масс в 1 - 3 плоскостях. Собранные данные могут быть введены в компьютер для их дальнейшей обработки и хранения. СД-12М - полностью цифровой анализатор спектров и сборщик данных с расширенными возможностями и полным комплектом вибрационных измерений, сертифицированный по целому ряду стандартов ГОСТ и ИСО (рисунок 8.5). Прибор разработан специально для использования персоналом, обслуживающим оборудование в промышленных условиях. СД-12М имеет функции удаленного управления, в том числе по модему, с использованием стандартных линий связи. При оснащении соответствующими датчиками, виброанализатор может быть использован как самостоятельно, так и в составе программно-технических комплексов, для мониторинга и диагностики промышленного оборудования по температурным и электрическим параметрам, а также частоте вращения. Виброанализатор СД-12М работает с пакетами программ DREAM for Windows и VBAL for Windows. Измеряемыми параметрами вибрации являются: виброперемещение, виброскорость, виброускорение и пик-фактор. Сборщик-анализатор вибросигналов Диана – С предназначен для сбора и хранение информации (вибросигналов, спектров, значений СКЗ) в памяти при проведении измерений по маршрутной технологии. Прибор может также использоваться в качестве обычного анализатора вибросигналов (рисунок 8.6).  Вычислительное ядро прибора реализовано на RISC-процессоре. Диана-С имеет большой объем оперативной памяти для хранения текущего замера. Для примера, при регистрации сигналов в стандартном диапазоне частот до 1000 Гц длительность непрерывной регистрации может составить до 100 секунд. Объема внутренней энергонезависимой памяти прибора достаточно для хранения нескольких тысяч сигналов или спектров. Загрузка маршрутов и вы-грузка данных производится по порту связи USB. Применение этого современного протокола связи в приборе необходимо из-за увеличенного объема памяти хранения вибросигналов. Диана-С имеет один канал контроля вибрации.  Формирование маршрутов для прибора производится в компьютере при помощи программного обеспечения "Атлант", поставляемого с прибором, или другого, согласованного с фирмой-изготовителем ПО. Одновременно в прибор может быть загружено несколько маршрутов. Регистрация вибросигналов "по маршруту" и "вне маршрута" равноценны и могут производиться пользователем в любой последовательности. При помощи ПО "Атлант" осуществляется хранение в компьютере вибросигналов и спектров. В программе "Атлант" реализованы все необходимые для проведения диагностики временные и частотные преобразования вибросигналов, вайвлет-представление сигналов. Прибор "Диана-С" хорошо подходит для диагностики тихоходного вращающегося оборудования. Это объясняется тем, что длинная выборка вибросигнала "захватывает" несколько оборотов контролируемого вала и позволяет выявлять дефекты подшипников качения. В состав стандартной поставки прибора входят: непосредственно прибор Диана-С, вибродатчик с магнитным креплением, блок питания, программное обеспечение "Атлант".  |