I. область применения
 Скачать 0.63 Mb. Скачать 0.63 Mb.
|

|
IV. ТРЕБОВАНИЯ К КАЧЕСТВУ И ПРИЕМКЕ РАБОТ 4.1. Контроль и оценку качества работ по изоляции сварочных стыков трубопроводов термоусадочными манжетами "CANUSA" в полевых условиях, выполняют в соответствии с требованиями следующих нормативных документов: - СП 48.13330.2001. Организация строительства; - СНиП 3.04.03-85. Защита строительных конструкций и сооружений от коррозии; - СНиП 2.03.11-85. Защита строительных конструкций от коррозии; - СНиП III-42-80*. Магистральные трубопроводы; - ГОСТ Р 51164-98. Трубопроводы стальные магистральные. Общие требования к защите от коррозии. 4.2. Контроль качества строительно-монтажных работ осуществляется прорабом или мастером с привлечением аккредитованной Производственно-испытательной лаборатории оснащенной техническими средствами, обеспечивающими необходимую достоверность и полноту контроля. 4.3. Производственный контроль качества должен включать входной контроль рабочей документации и материалов, а так же качество выполненных предшествующих работ, операционный контроль отдельных строительных процессов или технологических операций и приемочный контроль выполненных работ с оценкой соответствия. 4.4. Входной контроль 4.4.1. При входном контроле рабочей документации проводится проверка ее комплектности и достаточности в ней технической информации для производства работ. 4.4.2. Изоляционные материалы должны храниться и транспортироваться в заводской упаковке при температуре окружающего воздуха от +5 до +10 °С. 4.4.3. Входной контроль поступающих изоляционных материалов осуществляется внешним осмотром и путем проверки указанных данных на упаковке на соответствие проектным данным. 4.4.4. Материалы, поступившие на объект должны иметь сопроводительный документ (паспорт), в котором указываются наименование материала, его марка, дата изготовления. Паспорт является документом подтверждающим соответствие изделия рабочим чертежам, действующим ГОСТам или ТУ. 4.4.5. Результаты входного контроля фиксируются в Журнале учета результатов входного контроля по форме ГОСТ 24297-87*, Приложение 1. ________________ * ГОСТ 24297-87 отменен на территории РФ с 01.01.2014 с введением в действие ГОСТ 24297-2013 (Приказ Росстандарта от 26.08.2013 N 544-ст). - Примечание изготовителя базы данных. 4.5. Операционный контроль 4.5.1. Операционный контроль осуществляется в ходе выполнения строительных процессов или производственных операций с целью обеспечения своевременного выявления дефектов и принятия мер по их устранению и предупреждению. При операционном контроле проверяется соблюдение технологий выполнения работ, соответствие выполнения работ рабочим проектом и нормативными документами. 4.5.2. Контроль осуществляется измерительным методом (с помощью измерительных инструментов и приборов) или техническим осмотром под руководством прораба (мастера). Контроль изоляции стыков должен осуществляться систематически от начала до полного завершения. 4.5.3. Качество очистки изолируемых поверхностей проверяют внешним осмотром. На поверхности не должно быть острых выступов, заусениц, задиров, капель металла, шлака, флюса, копоти, грязи, влаги, масла, ржавчины, окалины. Очищенная поверхность должна иметь серо-стальной цвет. 4.5.4. При нанесении защитных покрытий следует непрерывно проводить визуальный контроль качества очистки изолируемой поверхности изделий. Следует также проводить визуальный осмотр готового покрытия с целью контроля его состояния, в том числе проверки равномерности и сплошности нанесения изоляции по поверхности стыка. 4.5.5. Нанесение манжеты считается качественным если: - манжета полностью облегает трубу и заводское покрытие, имеет гладкую, ровную поверхность без воздушных пузырей, складок и прожогов; - через манжету проступает рельеф сварного шва трубы; - по обоим краям манжеты равномерно выступает клеевой слой на несколько мм по всему периметру трубы (см. рис.11); - нахлест манжеты на заводское покрытие составляет не менее 50 мм (симметрично в обе стороны) по всему периметру трубы. 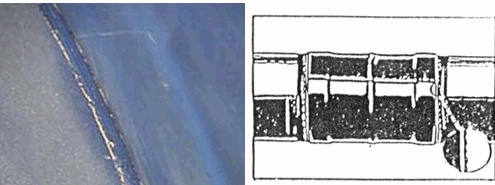 Рис.11. Выступивший из-под манжеты адгезив 4.5.6. Результаты операционного контроля фиксируются в Общем журнале работ (Рекомендуемая формаприведена в РД 11-05-2007), в котором должны фиксироваться: - дата и время проведения изоляционных работ; - температура и влажность окружающего воздуха; - температура изделий после нагрева и во время проведения работ; - степень очистки поверхности, шероховатость; - интервал времени между подготовкой поверхности и нанесением изоляции; - время межслойной сушки покрытия; - время окончательной сушки готового покрытия. 4.6. При приемочном контроле надлежит проверять качество работ выборочно по усмотрению Заказчика или Генерального подрядчика с целью проверки эффективности ранее проведенного операционного контроля и соответствия выполненных работ проектной и нормативной документации с составлением актов освидетельствования скрытых работ. Этот вид контроля может быть проведен на любой стадии работ. Приемочный контроль - контроль, выполняемый по завершении работ или этапов с участием Заказчика заключается в проверке полном объеме, правильности по нанесению изоляционного покрытия на соответствие проектным данным с определением оценки качества выполненных работ. 4.7. Результаты контроля качества, осуществляемого Техническим надзором Заказчика, Авторским надзором, Инспекционным контролем и замечания лиц, контролирующих производство и качество работ, должны быть занесены в Общий журнал работ (Рекомендуемая форма приведена в РД 11-05-2007). 4.8. Качество производства работ обеспечивается выполнением требований к соблюдению необходимой технологической последовательности при выполнении взаимосвязанных работ и техническим контролем за ходом работ, изложенным настоящей ТК и Схеме операционного контроля качества (таблица 1). Схема операционного контроля качества Таблица 1
4.9. Приемка выполнения изоляционных работ производится путем их осмотра и освидетельствования Заказчиком. По результатам освидетельствования принимается документированное решение о пригодности изоляции, путем оформления и подписания Акта освидетельствования ответственных конструкций, в соответствии с Приложением 4, РД 11-02-2006. К данному акту необходимо приложить: - паспорта заводов-изготовителей изоляционные материалы; - акты освидетельствования скрытых работ (Приложение 3, РД-11-02-2006) на подготовку поверхности изделий к нанесению изоляционного покрытия; - акты лабораторных испытаний адгезии изоляционного покрытия. Вся приемо-сдаточная документация должна соответствовать требованиям РД-11-02-2006. 4.10. На объекте строительства должен вестись Общий журнал работ, Журнал авторского надзора проектной организации, Журнал инженерного сопровождения объекта строительства, Журнал учета входного контроля качества материалов и конструкций и Журнал изоляционных работ. V. ПОТРЕБНОСТЬ В МАТЕРИАЛЬНО-ТЕХНИЧЕСКИХ РЕСУРСАХ 5.1. Перечень основного необходимого оборудования, машин, механизмов для производства работ приведен в таблице 4. Перечень строительных машин, механизмов, автотранспорта и инструментов Таблица 4
5.2. Потребность в основных материалах для изоляции сварочных стыков приведена в табл.5. Потребность в строительных материалах Таблица 5
|