ПРСТО_Пример_КР - 2022. Инструкция по эксплуатации приспособления. 19 Заключениевыводы
 Скачать 317.23 Kb. Скачать 317.23 Kb.
|

ТЕХНОЛОГВЧЕСКВЇЇ ЯЛАН ОБРАБОТКИ ДЕТАЛВЗаготовку получаем методом литья по выплавляемым моделям, данный метод позволяет получить торцы, внешнюю цилиндрическую поверхность и осевое отверстие в окончательном состоянии [1]. Так же на местах будущих сквозных отверстий со стороны торца, где располагаются отверстия диаметром 10 мм, следует предусмотреть полусферические углубления радиусом 8 мм. (OCT 3-1686-90, ТУ 14-1-4944-90) Далее следует произвести термообработку заготовки. Закалка при 850 °С с охлаждением в масле и отпуск при 200 °С, с остыванием в воздухе. Это позволит получить требуемую поверхностную твердость. Затем следует вертикально-фрезерная операция обработки 6 ступенчатых сквозных отверстий сверлением комбинированным инструментов (сверло-цековка) и последующем развертывании отверстия диаметром 12 мм. АВАЛВЗ KOHCTPУKTBBHO ТЕХНОЛОГВЧЕСКВХ ОСОБЕННОСТЕЇЇДЕТАЛВ Деталь "Шайба косая" является телом вращения типа диск (фланец) с одной плоскостью симметрии (разрез на главном виде чертежа). Основная конструкторская база — ось центрального отверстия. Оси обрабатываемых отверстий связаны между собой угловыми размерами 30°, а относительно оси центрального отверстия — диаметральным размером Ф60. Оси двух отверстий массива лежат в плоскости симметрии детали. Глубина ступени отверстий задана относительно точек пересечения их осей и базы — верхнего плоского торца детали. Для обеспечения отмеченных размерных связей (положения отверстий в пространстве) приспособление должно обеспечивать полное базирование детали, лишающее ее всех 6 степеней свободы. Так же само приспособление должно иметь поворотно- делительный механизм, направляющие втулки для направления движения и ограничитель вертикального перемещения комбинированного сверла. УCTAHOBKA ДЕТАЛВ В ЯРВСЯОСОБЛЕНВЕ В ВА CTAHOKБазирование и закрепление детали Поскольку основной конструкторской и измерительной базой является центральная ось детали, то выберем ее же за технологическую, используя принцип единства баз, для исключения методической погрешности базирования. Она является двойной направляющей базой, и лишает заготовку 4-х степеней свободы. Так же придется использовать 2 опорные базы, лишающие заотовку по одной степени свободы. Одна расположена на торце и лишает заготовку поступательного движения вдоль оси, вторая для предотвращения проворота заготовки относительно оси вращения. Таким образом, обеспечим полное базирование заготовки относительно приспособления. 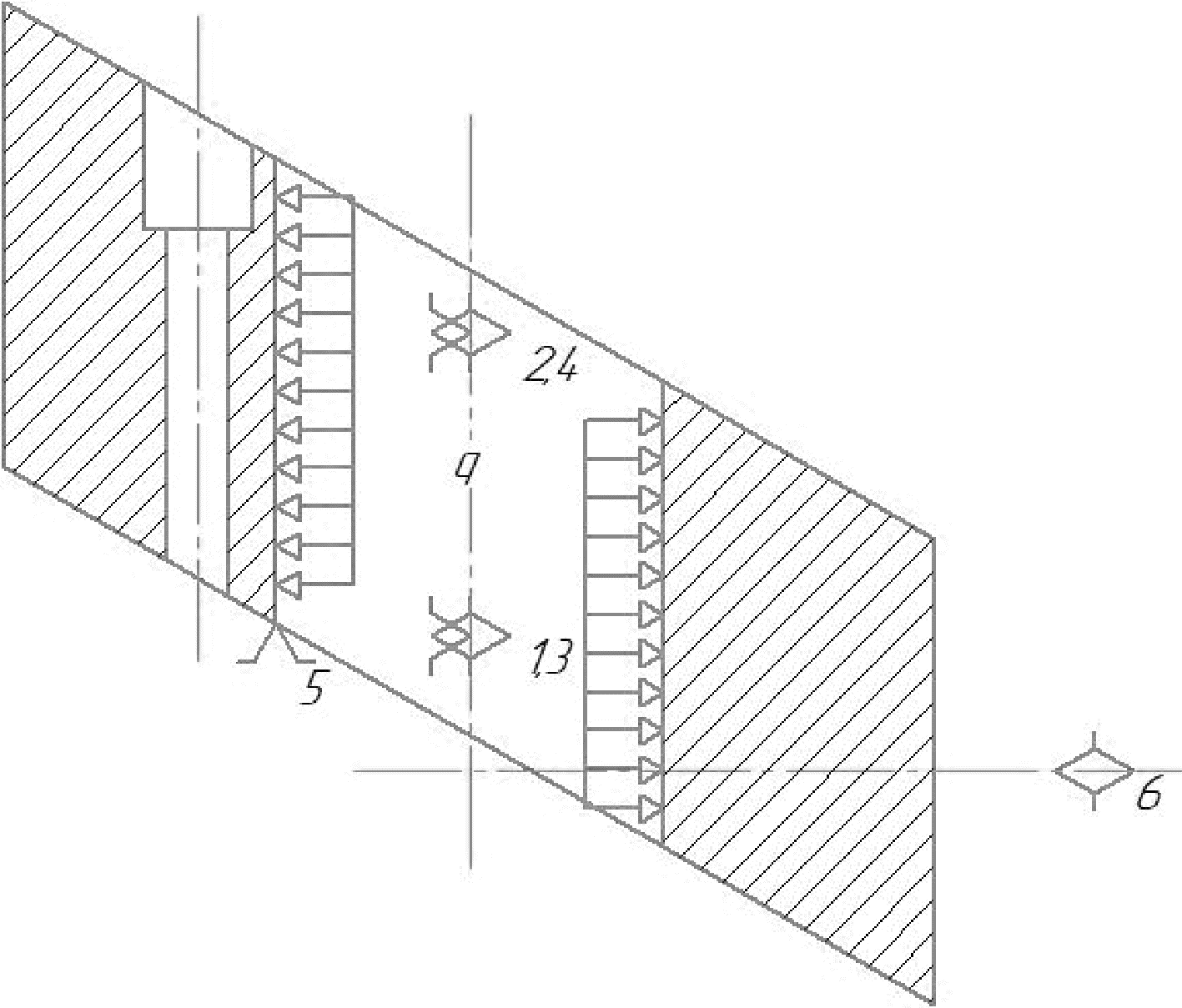 Закрепление детали реализуем с использованием самоцентрирующего элемента (цанговой оправки) для равномерного распределения сил закрепления (рис.1), что позволит исключить методическую погрешность закрепления. Закрепление детали реализуем с использованием самоцентрирующего элемента (цанговой оправки) для равномерного распределения сил закрепления (рис.1), что позволит исключить методическую погрешность закрепления.Рисунок 1 — Схема установки детали в приспособлении Базирование и закрепление приспособления на станке Установка приспособления на станок выполнена с неполным базированием по установочной базе, так как вследствие принятой схемы обработки на радиально-сверлильном станке определенное положение приспособления на столе станка не требуется. Закрепление приспособления осуществляется при помощи стандартных Т-образных болтов, шайб и гаек (рис.2). 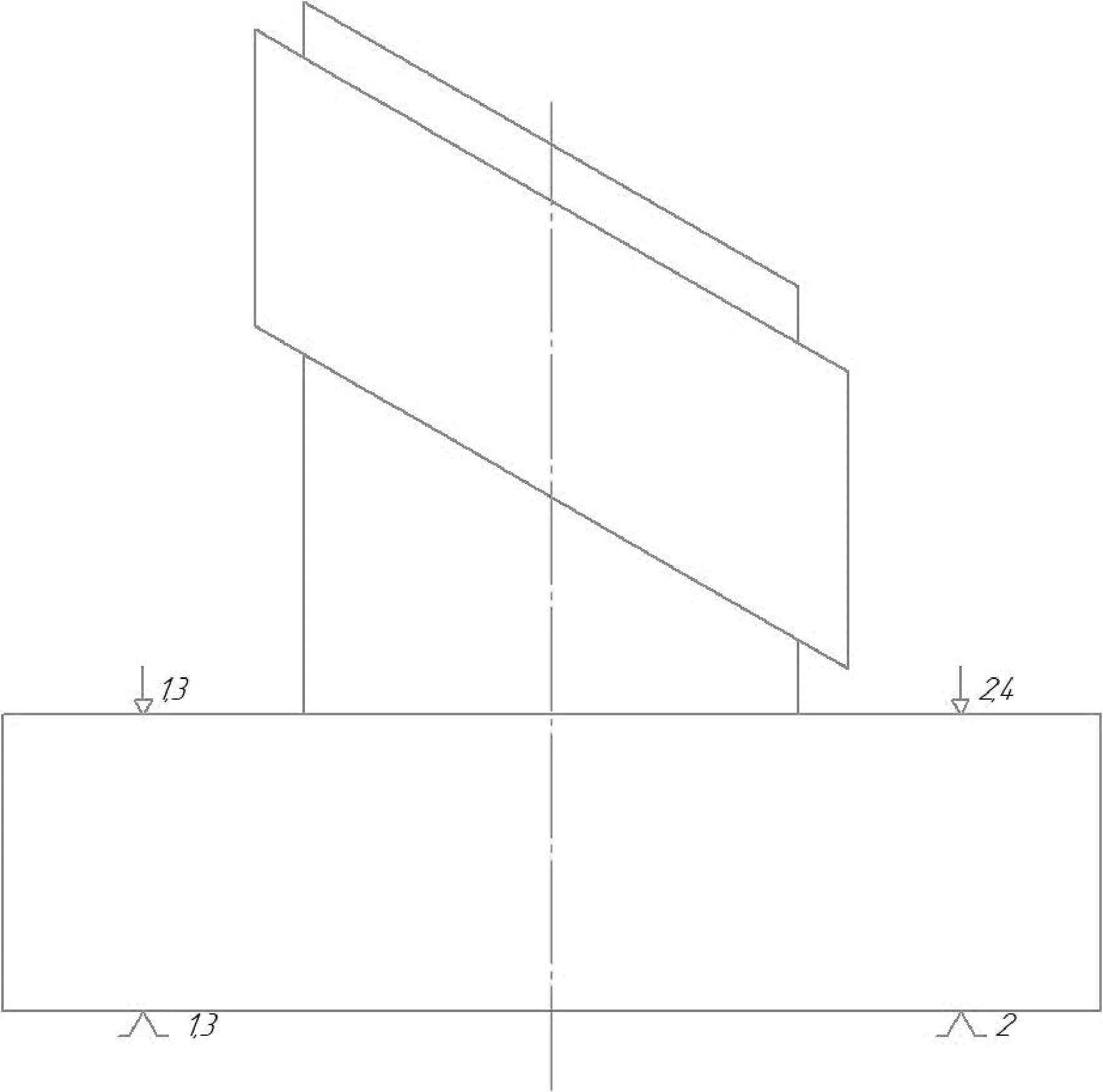 Рисунок 2 — Установка приспособления на столе станка |