контроль качества покрытий. Инструкция по применению материала должна содержать следующие сведения марку материала наименование фирмы поставщика
 Скачать 197.62 Kb. Скачать 197.62 Kb.
|

|
КОНТРОЛЬ КАЧЕСТВА ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ. Входной контроль Входной контроль лакокрасочных материалов, поступивших от поставщика или со склада, производится обычно исполнителем окрасочных работ, однако инспектор, прежде чем дать разрешение на использование материала, должен окончательно убедиться в его качестве. Входной контроль лакокрасочных материалов включает в себя проверку сопроводительной документации, осмотр транспортной тары и установление соответствия свойства материала требованиям, указанным в технической документации на материал. Сопроводительная документация, подтверждающая соответствие полученного материала заказанному и его качество (сертификат или паспорт, информация на транспортной таре, гигиенический сертификат, паспорт безопасности, инструкция по применению материала) должна содержать следующие сведения: - марку материала; - наименование фирмы – поставщика; - цвет материала и номер колера по каталогу; - дату изготовления и срок годности; - количество материала в каждой тарной упаковке; - основные технические характеристики материала; - особые свойства материала (токсичность, пожаро-взрывоопасность и др.). - условия хранения. При осмотре транспортной тары инспектор должен убедиться в ее целостности, наличии необходимой маркировки, полной комплектности поставки. Качество полученных от изготовителя лакокрасочных материалов часто оценивается путем сопоставления основных технических характеристик, указанных в сертификате на партию материалов и тех же характеристик в технической документации изготовителя (спецификациях, инструкциях, технических картах, проспектах и т.п.). Однако в сомнительных случаях инспектор вправе потребовать испытаний по тем или иным показателям. Наиболее информативными показателями, объективно характеризующими качество и технологические свойства лакокрасочных материалов и не требующими длительных и трудоемких испытаний, являются: - вязкость; - содержание нелетучих веществ; - степень перетира; - цвет и внешний вид пленки покрытия; - укрывистость; - время высыхания; - прочность пленки при ударе; - прочность пленки при изгибе; - толщина нестекающего слоя; - твердость пленки; - адгезия покрытия; - жизнеспособность композиции (для многокомпонентных материалов); Обязательному контролю подвергаются также используемые в процессе лакокрасочных материалов растворители, разбавители, сиккативы и другие компоненты. Пробы материалов для испытаний отбирают согласно требованиям стандарта ИСО 15528. Используют оборудование для выполнения двух отдельных операций: перемешивания продукта для достижения наибольшей однородности и для отбора представительной пробы. Минимальное число емкостей, из которых отбирают пробы, зависит от общего числа емкостей в данной партии лакокрасочного материала. Пробы анализируют непосредственно после взятия во избежание изменения свойств материалов (особенно содержащих воду или после хранения при повышенной температуре). Пробы исследуют и готовят к испытанию в соответствии со стандартом ИСО 1513. при этом отмечают: - наличие поверхностей пленки и ее особенности (сплошная, твердая, мягкая, тонкая, толстая и т.д.), - наличие тиксотропности или желатинизации, - разделение на слои, - тип осадка (мягкий, твердый, твердо-сухой), - наличие и вид примесей. Образцы, в которых наблюдаются желатинизация, или выпадение твердо-сухого осадка, бракуют и не допускают испытаний. Образцы красок наносятся на пластины, которые изготавливаются из различных материалов в соответствии со стандартом ИСО 1514. Особое внимание должно уделяться подготовке поверхности пластин перед нанесением испытуемых материалов. Вязкость лакокрасочных материалов – основной технологический показатель, т.к. выбор окрасочного оборудования зависит от вязкости и, наоборот, применяя то или иное оборудование, необходимо использовать материал с соответствующей рабочей вязкостью. Имеются понятия динамической и кинематической вязкостей. Динамическая вязкость измеряется в Паскаль-секундах (Па•с), либо в пуазах (П); 1Па•с = 10 П. Кинематическая вязкость – это отношение динамической вязкости к плотности жидкости. величину кинематической вязкости измеряют в мм2/с. Для оценки вязкости лакокрасочных материалов используются две методики в зависимости от того, к какому типу жидких систем относится данный материал: ньютоновской либо неньютоновской. Ньютоновские жидкости характеризуются постоянством вязкости во времени и независимостью ее от механического воздействия – напряжения сдвига (например, перемешивания). У неньютоновских жидкостей вязкость зависит от времени, либо от напряжения сдвига. Если с увеличением напряжения сдвига вязкость уменьшается, то жидкости называют тиксотропными. Учитывая выше изложенное, для оценки вязкости лакокрасочных материалов, представляющих собой Ньютоновские жидкие системы и близкие к ним, пользуются методикой стандарта ИСО 2431, основанной на определении времени истечения определенного объема материала через сопло заданного размера. При применении этой методики кинематическая вязкость исследуемых материалов не должна превышать 7002 мм/с, а время истечения из сопла заполненного объема от момента первого прерывания струи вытекающего материала должно находиться в пределах от 30 до 100 с. Основная аппаратура для проведения испытаний: стандартизированные воронки ИСО с диаметром сопла 3, 4, 5 или 6 мм (рис. 1), термометр, секундомер и термостат, в котором воронка и образец материала могут быть выдержаны при рекомендуемой постоянной температуре. 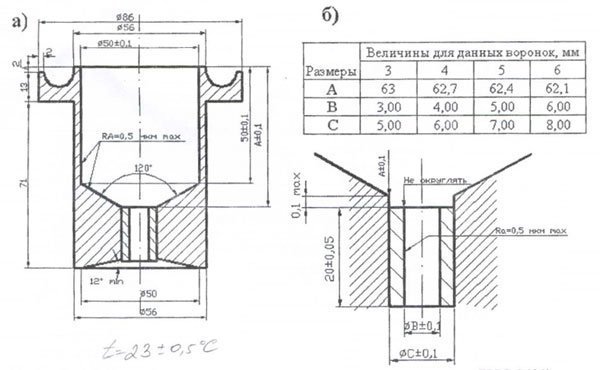 рис. 1. Воронка для определения вязкости лакокрасочных материалов (ИСО 2431) а - размеры воронки; б - параметры различных модификаций воронки. Воронку выбирают по калибровочной кривой ИСО 2431 (рис.2) с таким расчетом, чтобы время истечения материала находилось в пределах от 30 до 100 с. За время истечения материала при стандартной температуре принимается промежуток времени в секундах от момента начала истечения материала из сопла до момента первого прерывания струи. 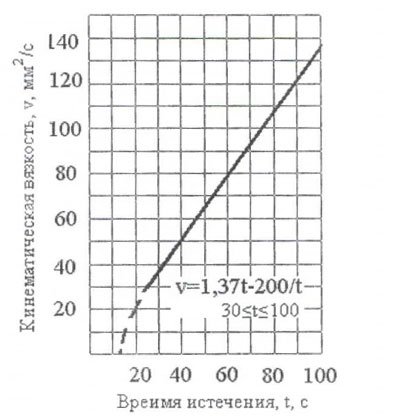 рис. 2. Калибровочная кривая для воронки ИСО 2431 с диаметром сопла 4 мм. Имеется ряд лакокрасочных материалов, представляющих собой тиксотропные коллоидные системы, время истечения которых из воронок получается неопределенным и различным. В таких случаях определяется динамическая вязкость материала по стандарту ИСО 2884 с помощью вискозиметров, работающих при высокой скорости сдвига. Толщина неистекающего мокрого слоя тиксотропных лакокрасочных материалов также характеризует их реологические свойства. Максимальное (предельное) ее значение является величиной, нормируемой для тиксотропного материала. Для определения предельной толщины неистекающего слоя используется аппликатор длиной 50-60 мм со щелями 0,3-0,8 мм. Лакокрасочный материал наносят на пластинки с помощью аппликатора, начиная с большей высоты щели. Затем пластину ставят в вертикальное положение, и после выдержки в течение 1 ч при температуре (20 2)˚С осматривают состояние пленки. За предельную толщину неистекающего мокрого слоя принимают максимальную высоту щели аппликатора, при которой не наблюдается стекания, т.е. перемещение слоя материала относительно подложки. Содержание нелетучих веществ в лакокрасочном материале – это отношение массы веществ, остающихся в пленке после испарения летучих веществ, к общей массе испытуемого материала, выражение в процентах. Определение данного показателя (масс.%) производится в соответствии со стандартом ИСО 3251. Методика основана на испарении летучих веществ (растворителей, разбавителей) при нагревании навески этого материала при заданной температуре в течение определенного периода времени (1-3 часа). Содержание нелетучих веществ в объемных процентах (об.%) определяется по стандарту ИСО 3233 или может быть рассчитано по формуле: Nv = Nm • Рж / Рпл , где Nv - содержание нелетучих веществ в об.%, Nm - содержание нелетучих веществ в масс.%, Рж - плотность лакокрасочного материала, г/см3, Рпл - плотность пленки высушенного покрытия, г/см3. Степень перетира, характеризующаяся степень дисперсности содержащихся в лакокрасочном материале пигментов и наполнителей, оценивается по стандарту ИСО 1524. Для этого используется специальный прибор с клинообразной откалиброванной по глубине канавкой, имеющей шкалу с делениями (рис. 3). 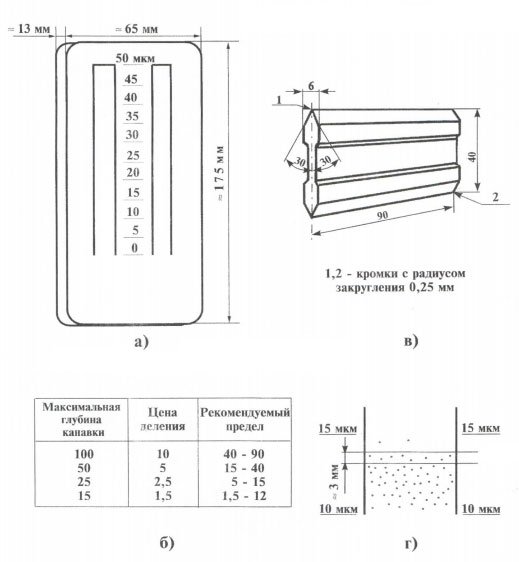 Рис. 3. Приббор для определения степени перетира лакокрасочных материалов (ИСО 1524): а - общий вид прибора; б - параметры различных модификаций прибора (мкм); в - скребок для проведения измерений; г - характерный вид показания прибора (степень перетира 14 мкм) За степень перетира принимается показание в микрометрах, которое соответствует глубине канавки на приборе, где отдельные частицы материала становятся легко различимыми. Обычно степень перетира наиболее применяемых лакокрасочных материалов составляет от 30 до 70 мкм. Цвет и внешний вид пленки покрытия определяется по стандарту ИСО 3668 путем визуального сравнения его с цветом соответствующих образцов (эталонов) цвета при естественном или искусственном рассеянном свете. Сравнительные образцы должны находиться в одной плоскости на расстоянии 300-500мм от глаз наблюдателя под углом зрения, исключающем блеск поверхности. Укрывистость лакокрасочных материалов, обуславливающая их расход при нанесении, определяется в соответствии со стандартом ИСО 2814. Метод основан на определении степени (коэффициента) контрастности, т.е. соотношения количества света, диффузно отраженного от черной и белой поверхности, на которые нанесен лакокрасочный материал. K= Rч / Rб • 100%, где K - коэффициент контрастности, %, Rч – отражательная способность окрашенной черной поверхности, %, Rб – отражательная способность окрашенной белой поверхности, %. Коэффициент контрастности определяется при помощи фотоэлектрического прибора и стандартной контрастной черно-белой подложки, отражательная способность которой на белом участке составляет 75-85%, а отражательная способность на черном участке – не более 5%. Поверхность считается укрытой, когда коэффициент контрастности достигнет величины, близкой к единице. Расход материала (в г/м2), соответствующий значению контрастности K= 0,98 и является показателем укрывистости данного материала. Время высыхания – это промежуток времени от нанесения лакокрасочного материала до момента, когда происходит формирование покрытия до определенной степени высыхания пленки при определенных температуре и влажности воздуха. Оценка времени для первой степени высыхания производится по стандарту ИСО 1517. Метод основан на способности лакокрасочного покрытия по мере высыхания удерживать на своей поверхности стеклянные шарики без повреждения поверхностной пленки покрытия. Покрытие считается “сухим”, если шарики скатываются с поверхности или удаляются щеткой без повреждения пленки. Состояние и время полного высыхания покрытия определяется по стандарту ИСО 9117. За полное высыхание принимается состояние, когда покрытие высохло по всей толщине и на его поверхности не остается следа после наложения и кручения сетки установленной стандартом формы при определенном давлении. Прочность пленки при ударе характеризует стойкость покрытия к растрескиванию или отслаиванию от подложки при мгновенной деформации под воздействием ударной нагрузки. Оценивается по стандарту ИСО 6272. Метод основан на определении минимальной массы или высоты падения груза, при которых покрытие растрескивается или отслаивается от подложки. Платину с покрытием закрепляют на основании и, отпуская груз, позволяют ему свободно падать на пластину. Затем исследуют покрытие с помощью лупы на наличие трещин. Отмечается высота, при которой трещины появляются первый раз. Прочность пленок при изгибе определяется по стандарту ИСО 1519. Стандарт устанавливает эмпирический метод оценки стойкости лакокрасочного покрытия к растрескиванию или тслаиванию от металлической поверхности при изгибе окрашенного образца вокруг цилиндрического стержня в стандартных условиях. В случае многослойных покрытий можно испытывать каждый слой отдельно или всю систему вместе. При испытании используют комплект цилиндрических стержней диаметром от 2 до 32 мм. Пластины с покрытием равномерно без рывков в течение 1-2 с изгибают вокруг стержня на 180˚ при стандартных условиях окружающей среды: температуре 23 2˚С, относительной влажности 50 5%, если не оговорены другие условия (рис.4 ). Сразу после изгиба покрытие осматривают невооруженным глазом на образование трещин или отслоение от металла. Отмечается диаметр стержня, при испытании на котором появились дефекты в покрытии.  Рис. 4. Прибор типа 1 для определения прочности пленок (ИСО 1519). 1 - оправка; 2 - упор. Твердость лакокрасочной пленки характеризует механическую прочность полкрытия после высыхания лакокрасочного материала, поэтому часто данный показатель используется для определения степени высыхания покрытий. Оценка показателя твердости производится по стандарту ИСО 1522, методика которого основана на зависимости скорости затухания амплитуды качания маятника от твердости покрытия. Твердость пленки может также оцениваться методом царапания по методу стандарта ИСО 1518. Этот метод используется редко в связи с его значительной погрешностью. Более удобен и чаще применяется на практике метод оценки твердости по карандашу (ИСО 15184). Используются карандаши с твердостью от 9В до 9Н. Адгезия или свойство покрытия взаимодействовать с подложкой с образованием связей является одним из самых важных свойств лакокрасочных материалов. Косвенная оценка этого показателя производится по стандарту ИСО 2409, который устанавливает метод испытания покрытий на стойкость к отслоению от подложки или предыдущего слоя при решетчатом надрезе покрытия до подложки. Метод не позволяет измерить адгезию в физических единицах и не распространяется на покрытия толщиной более 250 мкм. Инструмент для оценки адгезии этим методом показан на рис. 6. испытания проводят при температуре (23 2)˚С и относительной влажности (50 5)% на пластинках с покрытием, полученном стандартным методом. Число надрезов в каждом направлении решетки должно равняться 6. Расстояние между надрезами зависит от толщины покрытия при толщине: от 0 до 60 мкм – 1мм; от 61 до 120 мкм – 2мм; от 121 до 250 мкм – 3мм. 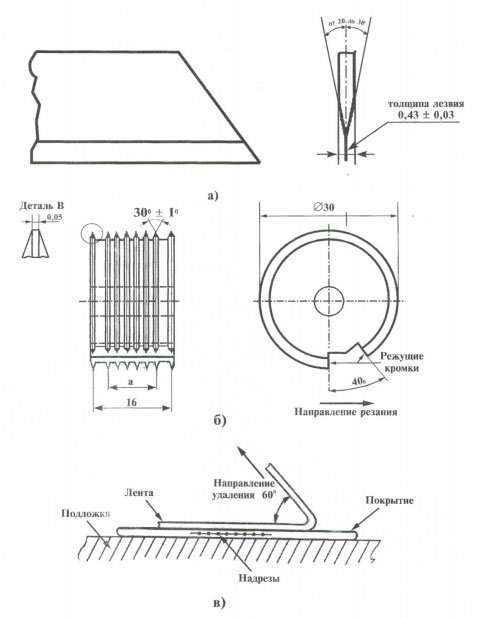 Рис. 6. Инструменты для испытания адгезии лакокрасочных покрытий методом решетчатых надрезов (ИСО 2409). Полученную решетку чистят мягкой кистью, для твердых подложек дополнительно используют липкую ленту. Затем внимательно исследуют поверхность надрезов испытуемого покрытия невооруженным глазом или пользуясь лупой и классифицируют в соответствии с приведенными в стандарте иллюстрациями по 6-бальной шкале оценки (табл. 1). При испытании многослойных покрытий указывают поверхность раздела слоев, на которой произошло расслаивание. Таблица 1. Оценка результатов испытания адгезии лакокрасочных покрытий методом решетчатых надресов (ИСО 2409)
В том случае, когда нужно измерить адгезию покрытия к подложке, используется метод измерения минимального разрывного напряжения, необходимого для нормального отрыва покрытия. Данный метод регламентируется стандартом ИСО 4624. Испытание производится обычно в лабораторных условиях путем приклеивания к окрашенной пластине металлических образцов стандартного размера (“грибков”). После высыхания клея образцы отрываются от пластины специальным приспособлением, позволяющим определить усилие отрыва. Исходя из величины усилия отрыва и площади “грибка”, определяется величина адгезионной прочности на отрыв (рис. 5). при этом фиксируется не только прочность на отрыв, но и характер разрушения, который может быть адгезионным (полный отрыв пленки от поверхности), когезионным (разрыв пленки) и когезионно-адгезионным (смешанным).  Рис. 5. Приспособие для определения адгезии лакокрасочных покрытий методом отрыва (ИСО 4624) для испытаний на плоской окрашенной поверхности: 1 - внешнее опорное кольцо; 2 - цилиндр для испытаний ("грибок"), приклеиваемый к поверхности; 3 - лакокрасочное покрытие; 4 - окрашенная поверхность Жизнеспособность многокомпонентных лакокрасочных материалов после смешения компонентов определяется по стандарту ИСО 9514. При смешении реакционноспособных компонентов вязкость композиции со временем возрастает до такой величины, когда система теряет текучесть – наступает гелеобразование. Величина максимального времени, в течении которого вязкость системы после смешения компонентов практически не изменяется или изменяется в заданных пределах считается жизнеспособностью системы. Стандартный метод определения жизнеспособности заключается в измерении условной вязкости материала по воронке ИСО сразу после смешения компонентов, затем после выдержки испытуемой пробы при заданной температуре в течение времени, указанного в технической документации на материал. Материал считается пригодным к использованию, если вязкость пробы, измеренная по истечении заданного времени, не превышает исходную или превышает в допустимых пределах. Помимо указанных выше показателей при необходимости или в соответствии с требованиями технологической документации могут контролироваться и другие показатели (например, плотность, толщина, блеск и др.), характеризующие те или иные свойства лакокрасочных покрытий. Испытания проводят по методам, регламентируемым стандартами ИСО. В отдельных случаях проверяется стойкость покрытий в различных средах (вода, атмосфера, солевые растворы и т.п.) или при воздействии отдельных факторов среды (светостойкость, теплостойкость и т.п.). Испытания должны проводиться по методам, регламентируемым стандартами ИСО. |



