ПСК-Белоусов. Исследование условий и факторов, влияющих на качество продукции в условиях действующего производства
 Скачать 1.27 Mb. Скачать 1.27 Mb.
|

 Организация статистического контроля при производстве песка, щебня и гравия Организация статистического контроля при производстве песка, щебня и гравияСтатистический анализ – исследование условий и факторов, влияющих на качество продукции в условиях действующего производства. Источником данных при осуществлении анализа и контроля качества служат следующие мероприятия: 1. Инспекционный контроль: регистрация данных входного контроля исходного сырья, материалов; регистрация данных контроля готовых изделий; регистрация данных промежуточного контроля и т.д. 2. Производство и технология: регистрация данных контроля процесса; повседневная информация о применяемых операциях, регистрация данных контроля оборудования (наладки, ремонт, техническое обслуживание); патенты и статьи из периодической печати. 3. Поставки материалов и сбыт продукции: регистрация движения через склады; регистрация сбыта продукции (данные о получении и выплате денежных сумм, контроль срока поставок). 4. Управление и делопроизводство: регистрация прибыли, регистрация возвращенной продукции; регистрация обслуживания постоянных клиентов; журнал регистрации продажи; материалы анализа рынка. 5. Финансовые операции: таблица сопоставления дебета и кредита; регистрация подсчета потерь; экономические расчеты. Обычно для анализа данных на рабочем участке на японских предприятиях используются специально подобранные несложные для понимания и применения статистические методы – так называемые «семь инструментов контроля качества», которые объединяют следующие методы:
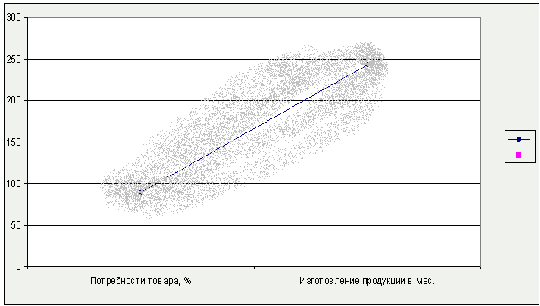
Перечисленные «семь инструментов контроля качества» при решении различных проблем могут использоваться как в отдельности, так и в различных комбинациях. В данном курсовом проекте мы будем использовать все семь методов, а так же проведем статистический контроль производства асфальтобетона.  1 Диаграмма разброса 1 Диаграмма разбросаСоставим график отношения производства выпускаемой продукции (в данном случае производство пустотных плит перекрытия) в течение месяца, по отношению потребности товара в месяц (таблица 1)
В данном графике мы видим, что процентная ставка отношения потребления товара к его потребности растет, и мы тут наблюдаем прямую корелляцию. 2 Использование метода расслоения Если в результате анализа данных окажется, что строгое соблюдение даты оформления заказа приводит к значительному улучшению положения, как показано в таблице 2, то решение можно считать правильным. Таблица 2
Если же при расслоении данных оказываются расположениями как в таблице 3, то целесообразно провести более глубокий анализ. Таблица 3
 Прежде всего, следует провести расслоение по видам деталей, которые составляют заказ. Прежде всего, следует провести расслоение по видам деталей, которые составляют заказ.Таблица 4
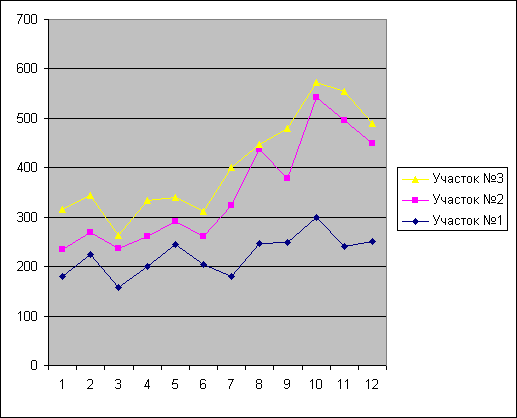
Как видно из таблицы 4, больше всего случаев задержек поставок относится к поставкам деталей A, B, C. следует, очевидно, искать причину такой разницы в сроках поставок и намечать необходимые меры.  3 Использование методов построения различных графиков 3 Использование методов построения различных графиковГрафики используются для наглядности и облегчения понимания взаимосвязи количественных величин или их изменений во времени. Чаще всего применяются линейные, круговые, столбчатые и ленточные графики. Графики дают возможность не только оценить состояние анализируемого объекта на данный момент, но и спрогнозировать тенденции его изменения, а также принять соответствующие меры по предотвращению ухудшения состояния объекта или по усилению положительного эффекта. 3.1 График, выраженный ломаной линией График, выраженный ломаной линией, иллюстрирует изменение состояния объекта с течением времени (какого-либо параметра детали, объема выпуска продукции, количества дефектов). Эффективность такого графика повышается, если одновременно анализировать графики по расслоенным данным. Проведем анализ трех смен, внесших свой вклад в дефектность асфальтобетонного покрытия. Затем, построим график рисунок 1 :
Рисунок 1 График выраженной ломаной линией Из графика видно, что на трех приведенных графиках больший объем брака в разные месяцы дает третья смена. Она устойчиво держит этот показатель дефектности, причем есть небольшая тенденция к его увеличению. Вторая смена в середине года довольно резко увеличила объем брака, а третья устойчиво дает относительно небольшой объем дефектности. 3.2 Столбчатый график Столбчатый график отражает количественную зависимость различных факторов какого-либо явления, выраженную высотой столбца. Разновидности столбчатого графика – диаграмма Парето и гистограмма.
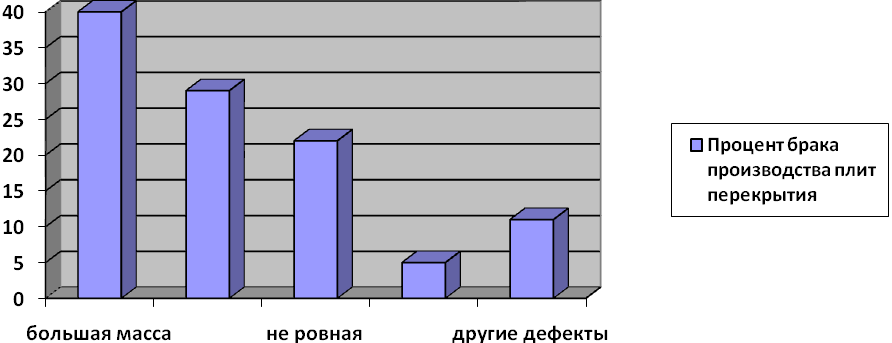 Из диаграммы видно, что наибольшее влияние на качество плиты перекрытия оказывает дефект под номером 1.  3.3 Ленточный график 3.3 Ленточный графикЛенточный график используется для наглядного представления соотношения составляющих какого-то параметра и одновременно для выражения изменения этих составляющих с течением времени. На рисунке приведены данные по вкладам в общий уровень дефектности смен трех участков в разные месяцы. 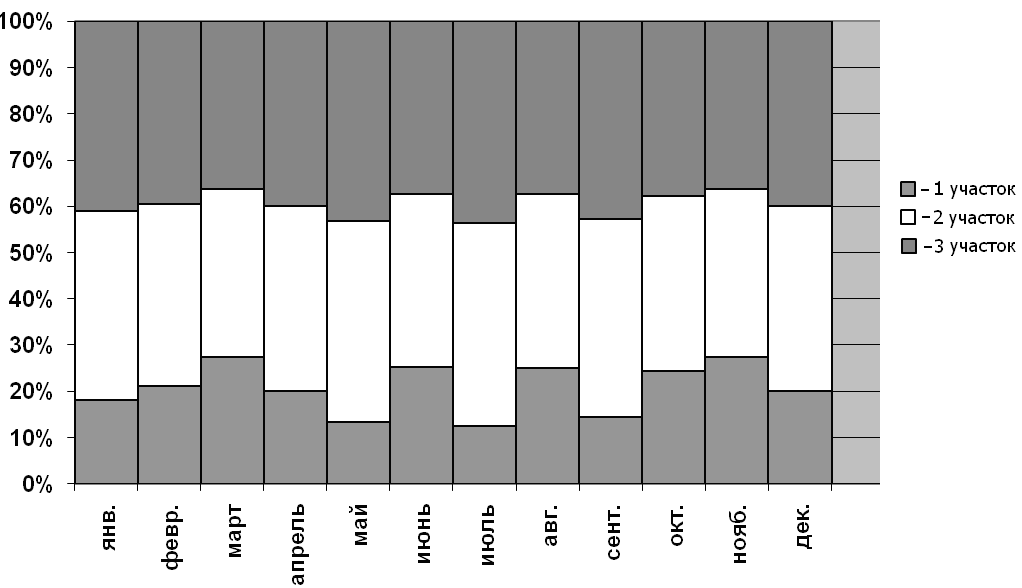 График в виде ломаной линии отражает динамику анализируемого процесса. Однако очень часто на практике возникают задачи, когда при помощи статистических методов необходимо оценить, насколько далеко «отскакивают» от других отдельные точки на графике. Для решения таких задач применяют контрольные карты.  3.4 Круговой график 3.4 Круговой графикКруговым графиком выражают соотношение составляющих какого-либо целого параметра или всего параметра в целом. На рисунке приведены данные возникновения брака при изготовлении плит перекрытий железобетонных многопустотных:   По диаграмме видно, что наибольший вклад вносит нарушение производственно-технологической дисциплины при возникновении брака плит перекрытия.  3.5 Z-образный график 3.5 Z-образный графикZ – образный график используют для оценки общей тенденции при регистрации по месяцам фактических данных (объем сбыта, объем производства). Z – образный график применяют также для уменьшения числа дефектных мест изделий и суммарного числа дефектов, для снижения себестоимости и уменьшения числа случаев невыхода на работу. На рисунке показано изменение суммы выручки от месяца к месяцу:    млн. руб. 1100 1   000 000900 800 700 600 500 400 300 2  00 00100  2006 1 2 3 4 5 6 7 8 9 10 11 12 Год, месяцы Изменение выручки: 1 – выручка по месяцам; 2 – кумулятивная сумма выручки по месяцам; 3 - измененная итоговая выручка На графике хорошо видно изменение от месяца к месяцу суммы выручки и кумулятивной суммы выручки.  4 Контрольная карта 4 Контрольная картаКонтрольная карта – разновидность графика, на котором кроме ломаной присутствуют еще две прямые линии – контрольные границы. Они обозначают допустимую ширину разброса отдельных точек (значений параметра), образующуюся в обычном состоянии технологического процесса. Исследуем трещиностойкость плиты перекрытия по пределу прочности (при температуре 0°С). Для этого собираем предварительные данные, состоящие из 100 измерений характеризующих прочность плиты. Разделим их на 20 групп, равных по количеству, чтобы в каждой группе получилось по 5 данных. Для регистрации и систематизации предварительных данных используем специальный бланк контрольного листка (табл. 8): Значения А2, D3, D4 берем из таблицы 5: Таблица 5 – Значения коэффициентов
Примечание. Прочерк в столбце D3 означает, что контрольный диапазон не имеет нижней контрольной границы. Определяем среднюю линию контрольного диапазона, для этого находим средние значения xи Rдля xи Rкаждой группы.  Таблица 6 - Бланк контрольной карты Таблица 6 - Бланк контрольной карты
Поскольку в нашем случае число данных в выборке n=5, коэффициенты А2, D3, D4 будут следующими: А2 = 0,577, D4=2,115, D3 – не предусмотрено. Установив контрольные границы для х – карты и R- карты построим графики. По вертикальной оси контрольной карты откладываем значения xi иR, а по горизонтальной оси – номера групп:      Рис.2 х – карта   Рис. 3. R – карта  Из первого и второго графиков видно, что все точки входят в область, ограниченную контрольными границами, отсюда делаем вывод, что в процесс приготовления асфальтобетона были соблюдены правила прохождения технологических операций, соблюдались условия производства: температурный режим, дозирование компонентов, время обработки и отгрузки плиты. Исходя из этого процесс можно считать стабильным. Из первого и второго графиков видно, что все точки входят в область, ограниченную контрольными границами, отсюда делаем вывод, что в процесс приготовления асфальтобетона были соблюдены правила прохождения технологических операций, соблюдались условия производства: температурный режим, дозирование компонентов, время обработки и отгрузки плиты. Исходя из этого процесс можно считать стабильным. 5 Гистограмма 5 ГистограммаГистограмма – это столбчатый график, построенный по разбитым осям на несколько интервалов статистическим данным. При этом число данных, попадающих в каждый из интервалов (частота), выражается высотой столбца. Проведем анализ заводе по стажу работы сотрудников на ЖЗБИ. Для этого систематизируем полученные данные и для удобства их использования составим таблицу стажа работы сотрудников (табл.6): Таблица 6 - Стаж работы сотрудников
i = R /n = x max – x min / n; n= 1+3,22 lg N= i=44 – 2 / 7 =6. Составим вспомогательную таблицу (табл. 6): Таблица 7 – Количество значений, попавших в интервал
По полученным данным строим график на плоскости с осями х – значение параметров качества (интервалы) и у – частота попадания данных в соответствующий интервал.   Гистограмма стажа работы сотрудников на ЗЖБИ. Гистограмма имеет в виде распределения с обрывом слева. Это говорит о том, что на предприятии идет малая проходимость кадров, что непосредственно влияет на работу завода и качество плит перекрытий. Устранить данный дефект можно с помощью повышения заработной платы рабочим, ввести поощрения людям, проработавшим определенный срок, установить более высокие требования к работе персонала. 6 Диаграмма Парето В случае, когда необходимо сделать заключение, по каким именно видам из большого числа выявленных видов брака (причин отклонения процесса) можно найти решение проблемы, проводят расслоение и анализ АВС диаграмм Парето. На графике показан контроль качества плит перекрытия железобетонных многопустотных:  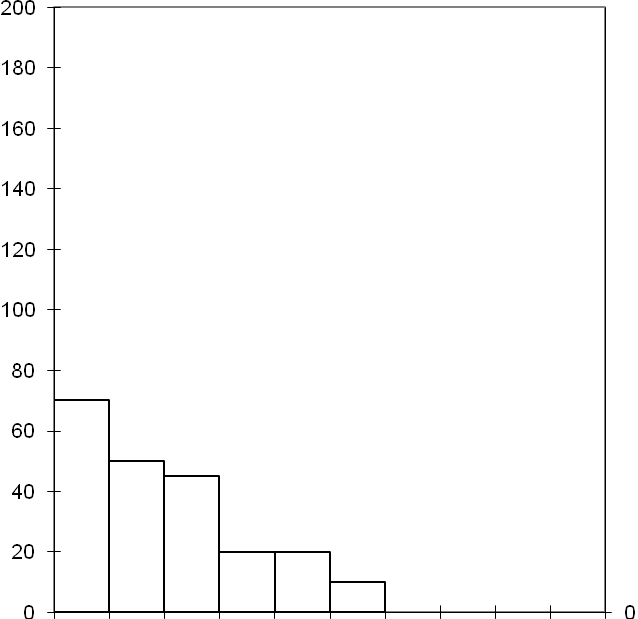 Контроль качества плит перекрытия железобетонных многопустотных На диаграмме видно, что первая часть (А) содержит небольшое число признаков, дающих большое число дефектов. Третья часть (С) содержит немного малозначительных признаков. Вторая (В) – промежуточная группа признаков. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||