История производства железа и его сплавов. История производства железа и его сплавов
 Скачать 0.8 Mb. Скачать 0.8 Mb.
|

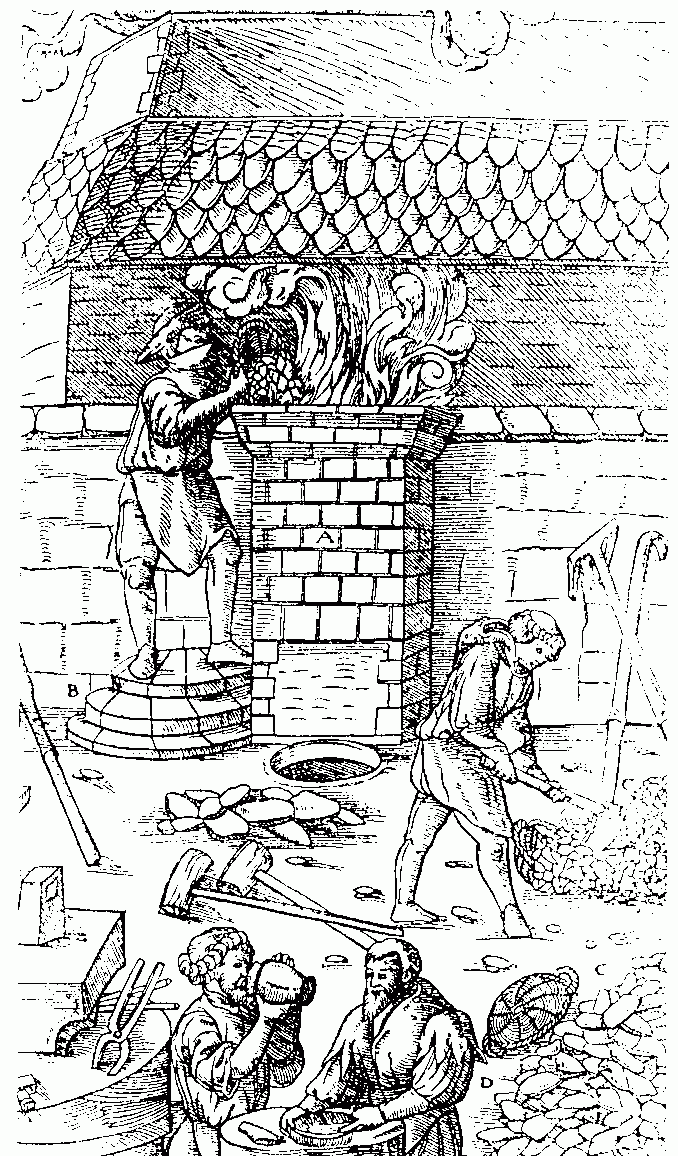 Выплавка железа. Средневековая гравюра. Tаким образом, ни железо, ни сталь сами по себе для изготовления оружия не годились. Орудия и инструменты из чистого железа выходили слишком мягкими, а из чистой стали — слишком хрупкими. Потому, чтобы изготовить, например, меч, приходилось делать бутерброд из двух пластин железа, между которыми закладывалась стальная пластина. При заточке мягкое железо стачивалось и появлялась стальная режущая кромка. Такое оружие называлось сварным. Общими недостатками этой технологии являлись излишняя массивность и недостаточная прочность изделий. Железу можно было придать какую угодно остроту, но и тупилась мягкая режущая кромка из железа почти мгновенно. Сталь же точиться не желала — режущая кромка крошилась. Единственной мерой, позволяющей достичь сочетания остроты и твёрдости в рамках технологии сварки, была закалка изделия уже после его заточки. Недостатком такого метода было то, что заточка оказывалась возможна лишь однажды. Когда стальное лезвие иззубривалось и тупилось, весь клинок приходилось перековывать. Тем не менее, именно освоение техники сварки, несмотря на все её недостатки, произвело настоящий переворот во всех сферах человеческой деятельности. Сварные орудия были вполне функциональны и, при том, общедоступны. Только с их распространением каменные орудия оказались окончательно вытеснены, и наступил век металла. Железные орудия решительно расширили практические возможности человека. Стало возможным, например, строить рубленные из брёвен дома – железный топор валил дерево уже в 3 раза быстрее, чем медный, и в 10 раз быстрее, чем каменный. Широкое распространение получило строительство из тёсаного камня. Такое строительство было возможно и в эпоху бронзы, но большой расход сравнительно мягкого и дорогого металла решительно ограничивал такие эксперименты. Значительно расширились также и возможности земледельцев. 1.4. Булатная сталь и дамаск Ещё на заре железной металлургии, в начале I тысячелетия до новой эры, индийские мастера сумели решить проблему получения упругой стали без расплавления железа. Такую сталь называли булатом, но из-за сложности изготовления и отсутствия необходимых материалов в большей части мира эта сталь так и осталась индийским секретом на долгое время. Более технологичный путь получения упругой стали, при котором не требовались ни особо чистая руда, ни графит, ни специальные печи, был найден в Китае во II веке нашей эры. Сталь перековывали очень много раз, при каждой ковке складывая заготовку вдвое, в результате чего получался отличный оружейный материал, называемый дамаском, из которого, в частности, делались японские катаны. 1.5. Штукофен 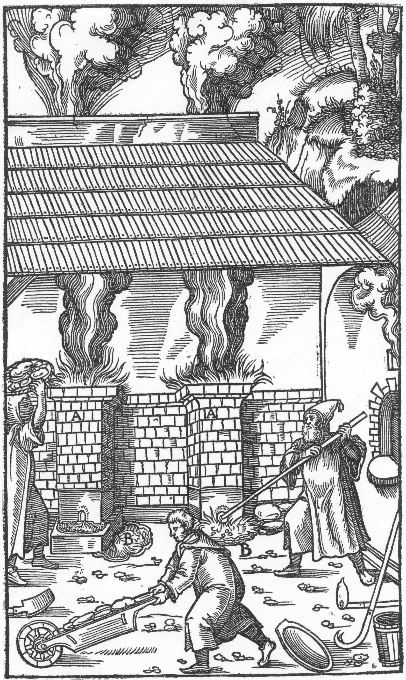 Плавильная печь с передним горном. Гравюра изикниги Г. Агриколы «О горном деле и металлургии» (1557) Более высокую, по сравнению с сыродутной печью, ступень в развитии чёрной металлургии представляли собой постоянные высокие печи, называемые в Европе штукофенами. Это была печь с четырёхметровой трубой для усиления тяги, меха штукофена качались несколькими людьми или водяным двигателем. Штукофен имел дверцы, через которые раз в сутки извлекалась крица. Изобретены штукофены были в Индии в начале первого тысячелетия до новой эры. В начале нашей эры они попали в Китай, а в VII веке вместе с «арабскими» цифрами арабы заимствовали из Индии и эту технологию. В конце XIII века штукофены стали появляться в Германии и Чехии (а ещё до того были на юге Испании) и в течение следующего века распространились по всей Европе. Производительность штукофена была несравненно выше, чем сыродутной печи – в день он давал до 250 кг железа, а температура плавления в нем оказывалась достаточна для науглероживания части железа до состояния чугуна. Однако штукофенный чугун при остановке печи застывал на её дне, смешиваясь со шлаками, а очищать металл от шлаков умели тогда только ковкой, но как раз ей-то чугун и не поддавался. Его приходилось выбрасывать. Иногда штукофенному чугуну пытались найти какое-то применение. Например, древние индусы отливали из грязного чугуна гробы, а турки в начале XIX века — пушечные ядра. 1.6.Блауофен Металлурги давно заметили связь между температурой плавления и выходом продукта – чем выше она была, тем большую часть содержащегося в руде железа удавалось восстановить. Потому рано или поздно им приходила мысль форсировать штукофен предварительным подогревом воздуха и увеличением высоты трубы. В середине XV века в Европе появились печи нового типа – блауофены. Более высокая температура плавления действительно значительно повысила выход железа из руды, но она же повысила и долю железа науглероживающегося до состояния чугуна. Теперь уже не 10 %, как в штукофене, а 30 % выхода составлял чугун – «свиное железо», ни к какому делу не годное. В итоге, выигрыш часто не окупал модернизации. Блауофенный чугун, как и штукофенный, застывал на дне печи, смешиваясь со шлаками. Он выходил несколько лучшим, так как его самого было больше, следовательно, относительное содержание шлаков выходило меньше, но продолжал оставаться малопригодным для литья. Чугун получаемый из блауофенов оказывался уже достаточно прочен, но оставался ещё очень неоднородным – из него выходили только предметы простые и грубые — кувалды, наковальни. Уже прилично выходили пушечные ядра. 1.7. Доменная печь Еще в древние времена человек научился добывать железо в сыродутных печах. Такой способ применялся в течение многих веков и полностью удовлетворял потребности производства. Для этих целей вполне хватало легкоплавких руд, в изобилии встречающихся на поверхности земли. Однако уже в средние века потребность в железе стремительно возросла и возникла необходимость в использовании тугоплавких руд. Чтобы извлечь железо из такой руды, необходима была очень высокая температура плавки. Повысить температуру можно было путем увеличения высоты печи либо за счет усиления дутья. Таким образом, на смену сыродутной печи пришла новая плавильная печь, названная штукофена. Более высокая и значительно более усовершенствованная штукофена стала началом на пути к созданию доменной печи. Несмотря на то, что не изменился процесс добычи железа из руды, наблюдался явный прогресс. Закрытая шахта в штукофенах позволяла концентрировать тепло, а благодаря высоте, достигающей 3,5 м, плавка стала равномернее и полнее, увеличился коэффициент использования руды. В штукофенах получали три вида железного сырья: сталь, ковкое железо и чугун. Все три вида представляют собой сплав химического железа и углерода. Различие между ними состоит в количестве содержащегося в них углерода. Так, содержание углерода в стали составляет до 1,7%, в ковком железе — менее 0,04%, в чугуне — более 1,7%. Количество углерода в металле оказывает огромное влияние на их свойства. Например, железо является мягким, хорошо поддающимся ковке металлом, а чугун, напротив, хрупкий и твердый, не поддается ковке. Сталь — очень твердая, имеет отличные режущие качества. Тугоплавким рудам необходимо было более сильное дутье. К концу XIV века плавильные печи были усовершенствованы гидравлическими двигателями, которые приводили в действие кожаные меха. Благодаря этому усилилось дутье, что отразилось на всем процессе. Температура в печи стала настолько высокой, что при восстановлении железа из руды большая его часть стала превращаться в чугун. Вначале это неприятно поразило мастеров, так как новый металл не поддавался ковке, не сваривался, был хрупкий и не пригоден для изготовления из него прочных инструментов, острого оружия. Чтобы не выбрасывать негодный материал, чугун стали выбирать из шлака, добавлять к руде и пускать на повторную плавку. Так было положено начало величайшему открытию в металлургии — переделочному процессу. Неожиданно мастера обнаружили, что после усиленного дутья чугун превращается в кричное железо, причем, по своим свойствам и качеству он нисколько не уступал железу, полученному из руды, но был даже лучше. На плавку чугуна уходило меньше времени и требовалось меньше топлива. Расплавленный чугун проще выпустить из печи, чем твердую крицу. Благодаря отличным литейным качествам из чугуна стали отливать ядра, отдельные части пушек, печные котлы, молоты и другую продукцию. Так было положено начало величайшему открытию в металлургии — переделочному процессу. Правда, широчайшее применение он получил в XVI веке с появлением доменных печей. Важным шагом к доменной печи стало появление блауофен — поддувных печей. Они были значительно выше штукофены (5-6 м) и позволяли совершать непрерывный процесс плавки при довольно высокой температуре. Они позволяли одновременно получать железо и чугун. Наконец появилась идея сделать процесс плавки двухступенчатым. Блауофены были усовершенствованы, они превратились в доменную печь, или как ее часто называют, домну, предназначенную для получения чугуна. Переделочный процесс получил окончательное признание.  Доменная печь Двухступенчатый процесс плавки начал быстро вытеснять сыродутный процесс. На первой стадии, называвшейся доменным процессом, из руды выплавляли чугун. Вторая стадия, получившая название кричного передела, заключалась в переплавке чугуна в железо. Первые домны появились в Вестфалии примерно во второй половине пятнадцатого века. Они отличались от блауофенов большей высотой шахты, большим объемом верхней части шахты и более мощным воздуходувным аппаратом. Вначале домны были с закрытой грудью, позже стали строить домны с открытой грудью. Производительность домны высотой 4,5 м достигала 1600 кг в день. Процесс переработки чугуна происходил в кричном горне. Вначале загружали древесный уголь и подавалось дутье. Когда древесный уголь разгорался, возле сопла ложили чугунные чушки. Чугун плавился и стекал вниз. Проходя против фурм, он терял часть углерода. В результате получали малоуглеродистое железо тестообразной консистенции. Это железо подавали к соплу. Под действием дутья выгорала большая часть углерода, а мягкий, легко сваривающийся металл оседал на дно горна. Образовавшуюся на дне горна крицу, весом от 50 до 100 и больше килограмм, извлекали и проковывали под молотом для уплотнения и удаления жидкого шлака. Коэффициент извлечения готового кричного железа достигал 90-92% от веса чугуна. Кричное железо было более высокого качества, чем сыродутное из-за меньшего содержания шлака.  Доменная печь Благодаря двухступенчатому процессу в несколько раз возросла производительность труда, что позволило удовлетворить возросший спрос на металл. Однако вскоре в металлургии наметилась проблема нехватки топлива. В результате использования древесного угля вырубались десятки тысяч гектаров леса. Остро встал вопрос поиска и применения в плавке нового вида топлива. В 1619 году Додлей первым заменил древесный уголь на каменный. Большим недостатком каменного угля было наличие в нем серы, что мешало хорошей выделке железа. Лишь в 1735 году Дерби предложил поглощать серу, используя негашеную известь во время термической обработки каменного угля в закрытых тиглях. Таким образом был получен кокс. С этого момента каменный уголь нашел широкое применение. 1.8. Передельный процесс и пудлинговочная печь С XVI века в Европе получил распространение так называемый передельный процесс в металлургии – технология, при которой железо ещё при получении за счёт высокой температуры плавления и интенсивного науглероживания перегонялось в чугун, а уже затем, жидкий чугун, освобождаясь от лишнего углерода при отжиге в горнах, превращался в сталь. Из передельной стали уже можно было изготавливать кривые мечи (например, сабли), чего не позволяла сделать сварная технология. 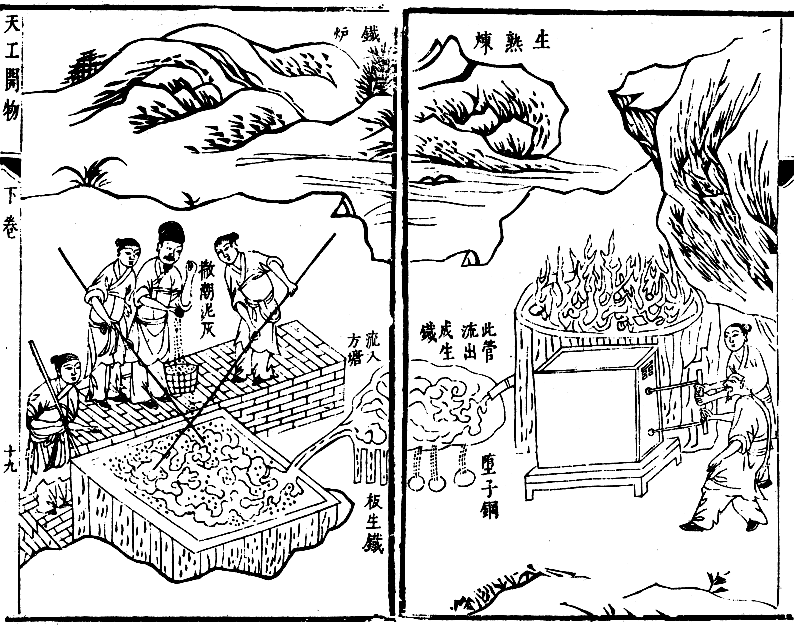 Выплавка железа пудлингованием. Китайская гравюра, 1637г. Среди многих металлургических профессий того времени, пожалуй, самой тяжелой была профессия пудлинговщика. Пудлингование было основным способом получения железа почти на протяжении всего XIX в. Рабочие-пудлинговщики, перемешивая ломом массу металла, старались собрать вокруг лома комок, или крицу, железа. Такой комок весил до 50 — 80 кг и более. Крицу вытаскивали из печи и подавали сразу под молот — для проковки с целью удаления частиц шлака и уплотнения металла. 2. Современные способы производства В 1856 г. Г. Бессемер получил патент на новую технологию производства стали (Бессемеровский процесс). Он изобрёл конвертер – устройство, в котором сквозь жидкий чугун, получаемый в доменных печах, продувался воздух. В конвертере происходит выгорание углерода, растворённого в железе, что позволяет получать сталь в существенно больших количествах, чем это было ранее доступно. Альтернативой применения конвертера на протяжении ХХ века являлась мартеновская печь, в которой также происходило дожигание углерода. К концу XX века мартеновские печи стали очевидно устаревшей технологией и были вытеснены кислородно-конвертерным производством стали. В середине XX века был изобретён турбодетандер, позволяющий снизить затраты на производство кислорода. Кислород стал достаточно дешевым, чтобы получить массовое применение в сталелитейной промышленности. Продувка расплавленного чугуна кислородом существенно разогревает металл, что упрощает производство (железо не «вымораживается», а остаётся жидким), позволяет также в конвертер сбрасывать металлолом для переплавки, а также в ряде случаев улучшает качество металла за счет отсутствия растворённого в металле азота. Доменные печи и конвертерное производство является достаточно современным, но весьма грязным для экологии процессом. При том, что большая часть железа получается в кислородно-конвертерном производстве, велики и выбросы углекислого и угарного газов в атмосферу. Модной альтернативой становится прямое восстановление железа из руды водородом. При этом образующиеся частички железа расплавляются в электрических печах, после чего добавляется углерод и получается сталь. 2.1. Конвертерное производство Конвертерный способ включает несколько разновидностей: -конвертерные процессы с донным воздушным дутьем (бессемеровский и томасовский процессы); -кислородно-конвертерный процесс с продувкой кислородом сверху и снизу. Сущность конвертерных процессов на воздушном дутье заключается в том, что залитый в плавильный агрегат (конвертер) чугун продувают снизу воздухом. Кислород воздуха окисляет примеси чугуна, в результате чего он превращается в сталь. Тепло, выделяющееся при окислении, обеспечивает нагрев стали до температуры около 1600 °C. 2.1.1.Бессемеровский конвертер Бессемеровский процесс (кислая футеровка конвертора) разработан англичанином Г. Бессемером в 1856-1869гг. и позволяет перерабатывать чугун с низ-ким содержанием фосфора и серы и достаточным количеством кремния. Плавка в бессемеровском конвертере проводится следующим образом. В конвертер заливают бессемеровский чугун (0,7-1,25%Si; <0,06%P; <0,06%S) при температуре 1250 – 1300 °C и продувают его воздухом. За время продувки окисляются углерод, кремний и марганец чугуна и из образующихся оксидов формируется кислый шлак. После того, как углерод окислился до заданного содержания, продувку заканчивают. Металл сливают через горловину в ковш, одновременно раскисляя его. Поскольку шлак кислый при плавке не удаляются сера и фосфор. 2.1.2.Томасовский конвертер Томасовский процесс (основная футеровка конвертера) был предложен С.Томасом в 1878 г. для переработки чугуна с высоким содержанием фосфора. Бессемеровский и томасовский конвертеры представляют собой сосуд грушевидной формы (рисунок 20), выполненный из стального листа с внутренней футеровкой. Футеровка бессемеровского конвертера кислая (динасовый кирпич), томасовского – основная (смолодоломитовая). Сверху в горловине конвертера имеется отверстие, служащее для заливки чугуна и выпуска стали. Снизу к кожуху крепиться отъемное днище с воздушной коробкой. Дутье, подаваемое в воздушную коробку, поступает в полость конвертера через фурмы (сопла), имеющиеся в футеровке днища. В цилиндрической части конвертера имеются цапфы, на которых он поворачивается вокруг горизонтальной оси. Отъемное днище конвертера позволяет заменять его после выработки срока службы. Плавка в томасовском конвертере проводится следующим образом. В конвертер загружают известь для образования основного шлака. Затем заливают томасовский чугун (1,6 - 2,0%P; <0,08%S; 0,2 - 0,6%Si), имеющий температуру 1200 – 1250 °C, и ведут продувку воздухом. Во время продувки окисляются углерод, марганец и кремний. В образующийся основной шлак удаляются фосфор и сера. Продувку заканчивают, когда содержание фосфора в металле снизится до 0,05 - 0,07%. После этого металл выпускают в ковш, куда вводят раскислители. Рассмотренным процессам присущ большой недостаток – повышенное содержание азота в стали, вызванное тем, что азот воздушного дутья растворяется в металле. По этой причине бессемеровская и томасовская сталь обладают повышенной хрупкостью и склонностью к старению. Для получения стали с пониженным содержанием азота были разработаны способы продувки снизу парокислородной смесью, смесью кислорода и углекислого газа, а также продувка дутьём, обогащенным кислородом. Однако бессемеровский и томасовский процессы и их разновидности были вытеснены кислородно-конвертерными процессами с верхней и нижней подачей дутья. 2.1.3.Кислородный конвертор Кислородно-конвертерный процесс это процесс выплавки стали из жидкого чугуна в конвертере с основной футеровкой и продувкой кислородом через водоохлаждаемую фурму. В России используют в основном конвертеры с подачей кислорода сверху. Кислородный конвертор представляет собой сосуд грушевидной формы из стального листа, футерованный основным кирпичом (рисунок 21). Вместимость конвертера 50-350 тонн. В процессе работы конвертер может поворачиваться на цапфах вокруг горизонтальной оси на 360 градусов для завалки металлолома, заливки чугуна, слива стали и шлака. Шихтовыми материалами кислородно-конвертерного процесса являются: -жидкий передельный чугун; -металлолом; -шлакообразующие (известь, полевой шпат, железная руда, бокситы). Перед плавкой конвертер наклоняют, загружают через горловину металлолом (скрап) и заливают чугун при температуре 1250 – 1400 °C. После этого конвертер поворачивают в вертикальное положение, вводят водоохлаждаемую фурму и через нее подают кислород. Одновременно с началом продувки в конвертер загружают известь, бокситы, железную руду для образования жидкоподвижного шлака. Кислород проникает в металл, вызывает его циркуляцию и перемешивание со шлаком. В зоне контакта кислородной струи с чугуном интенсивно окисляется железо, так как концентрация его выше, чем примесей. Образующийся оксид железа растворяется в шлаке и металле, обогащая металл кислородом. Растворенный в металле кислород, окисляет кремний, марганец, углерод и содержание их в металле понижается. При этом происходит разогрев ванны металла теплотой, выделяющийся при окислении примесей. Благодаря присутствию шлаков с большим содержанием CaO и FeO происходит удаление из металла фосфора в начале продувки ванны кислородом, когда температура ее еще не высока. В чугунах, перерабатываемых в кислородных конвертерах, не должно быть более 0,15%P. При повышенном содержании фосфора для его удаления необходимо сливать шлак и наводить новый. Удаление серы из металла в шлак проходит в течении всей плавки. Однако для передела в сталь в кислородных конвертерах применяют чугун с содержанием до 0,07%S. Подачу кислорода заканчивают, когда содержание углерода в металле соответствует заданному. После этого конвертер наклоняют, выпуская сталь в ковш через летку и одновременно вводят в ковш раскислители и легирующие добавки. В ковш сливают также небольшое количество шлака, который предохраняет металл в ковше от быстрого охлаждения. Оставшейся шлак сливают через горловину в шлаковую чашу. Общая длительность плавки в конвертерах емкостью 50 – 350 тонн составляет 30 – 50 минут. Конвертерный процесс с донной продувкой кислородом. Конвертеры для донной кислородной продувки имеют отъёмное днище, а в остальном схожи с конвертерами, применяемыми при верхней продувке кислородом. Емкость этих конвертеров составляет 30 – 250 тонн. В зависимости от емкости в днище устанавливают определенное количество фурм. Каждая фурма состоит из двух концентрически расположенных труб. По средней трубе подают кислород, а внешняя труба образует кольцевой зазор, через который подается защитная среда, состоящая из газообразных или жидких углеводородов. При донной продувке у фурм в результате окисления здесь примесей чугуна образуются зоны высоких температур и футеровка днища по этой причине разрушается в течение нескольких минут. Образующаяся кольцевая оболочка предотвращает контакт кислорода с чугуном у фурм, перемещая зону интенсивного окисления примесей чугуна и тепловыделения от фурм в объем ванны. Кроме того, при контакте с жидким металлом углеводороды разлагаются, что сопровождается поглощением тепла и обеспечивает охлаждение околофурменной зоны. 2.1.4.Плавка в конвертере с донной продувкой протекает следующим образом В наклоненный конвертер загружают стальной лом и заливают жидкий чугун. При заливке конвертер поворачивают в почти горизонтальное положение, чтобы жидкий чугун не заливал фурм. Для защиты фурм от попадания чугуна и шлака через них продувают азот или воздух. Затем подают дутьё и конвертер поворачивают в рабочее вертикальное положение. В начале продувки вдувают порошкообразную известь иногда с добавкой плавикового шпата. В ходе продувки окисляется избыточный углерод, кремний, марганец. Формируется шлак, в который удаляются фосфор и сера. За счет реакций окисления расплавляется металлолом и нагревается металл. Продувку заканчивают при заданном содержании углерода в металле. 2.2. Мартеновская печь Изобрел мартеновскую печь французский металлургический инженер Пьер Эмиль Мартен в 1864 году. С того времени – это официальная дата изобретения мартеновской печи. Во второй половине XIX века мартеновские установки стали настоящим прорывом в сталелитейном производстве. В России первые мартены появились в 1870 году на Сормовском заводе под Нижним Новгородом. В их создании принимал активное участие инженер А. Износков. Благодаря интенсивному развитию промышленности в СССР, в 30-ые годы XX века, к началу Великой Отечественной войны этот комбинат стабильно обеспечивал советскую армию запасными деталями, частями корпусов из стали и чугуна для военной техники. В мартеновской печи источником тепла для разогрева, плавления и дальнейшего нагрева металла является жидкое (мазут) или газообразное (природный и коксовый газ) топливо или их смесь. Для сжигания топлива используется предварительно нагретый воздух или воздух, обогащенный кислородом до 28-35%. Образующееся в рабочем пространстве печи пламя излучает тепло либо непосредственно на ванну, либо на свод печи, от которого тепло отражается на ванну и нагревает материалы. Принцип работы мартеновской печи, отапливаемой газом, заключается в следующем: через нагретые регенераторы справа в печь по раздельным каналам поступают газ и воздух. В печи происходит горение топлива. Факел, образующийся в результате горения, должен иметь хорошие настильность (стелиться над поверхностью ванны) и светимость. Настильность улучшает конвективный нагрев ванны, а светимость обеспечивает передачу тепла излучением непосредственно на ванну или отражением от свода. Продукты горения отводятся в трубу с левой стороны печи через шлаковики для осаждения пыли, далее через регенераторы (для их нагрева) и систему боровов, включающих клапаны и шиберы. Через некоторое время правые регенераторы, отдавая тепло на нагрев газа и воздуха, остывают, а левые - нагреваются отходящими газами. Тогда производят перекидку клапанов, т. е. закрывая одни клапаны и открывая другие, изменяют направление движения газов в печи: топливо и воздух подаются слева, а продукты горения отводятся вправо. Иначе говоря, мартеновская печь работает реверсивно: факел создается то с одной, то с другой стороны. Все элементы мартеновских печей футерованы огнеупорными материалами. В общем случае можно выделить следующие периоды мартеновской плавки: заправку, завалку, прогрев, заливку чугуна, плавление, кипение, предварительное раскисление, выпуск. |