|
|
технология механизированной дуговой сварки. диплом на проверку. История развития сварочного производства
Для подачи и уборки оставшегося флюса монтируются бункеры с регуляторами (дозаторами). У механизированных полуавтоматов для сварки в защитных газах имеется специальная газоэлектрическая горелка, из которой одновременно подается газ и токопроводящая присадочная проволока.
2.5 Технология механизированной сварки
Самоходная головка (трактор) одновременно с замыканием цепи осуществляет подачу требуемых компонентов. Вместе с током, питающим дугу, в зону сварки поступает расплавляемая присадка, защитные флюсы или газы.
Классические механизированные аппараты регулируют скорость подачи проволоки и плотность дуги в зависимости от физико-механических свойств свариваемых металлов. Проволока устанавливается в кассетах фабричной намотки с фиксированным натяжением. Разматываясь, присадка сначала проходит через направляющие ролики и шланги, затем поступает на подающие.
Специальные системы, ответственные за подачу газа, флюса, настраиваются собственно токовым параметрам. Скорость движения горелки регулируется автоматизировано или сварщиком.
При помощи механизированного трактора подается электродная проволока, а ток проводится к сварочному месту.
Производители предлагают механизированное оборудование для сварки с разной степенью механизации. По сути, технология автоматизированной сварки с точки зрения физико-термических процессов идентична ручной. Отличается технологичностью, скоростью формирования шва, качеством соединений.
| |
|
|
|
|
|
ДП44.03.04.560ПЗ
|
Лист
|
|
|
|
|
|
21
| |
Изм.
|
Лист
|
№ документа
|
Подпись
|
Дата
|
2.6 Механизированная сварка и ее применение
Механизированная сварка помогает накладывать прямые и кривые швы, а также позволяет производить сваривание в труднодоступных местах. Металлы должны быть средней и небольшой толщины, чтобы обеспечивать надежное и качественное сваривание. Данные виды сварки применяются при ремонтных и производственных работах. Кольцевые и прямолинейные швы при использовании на производстве, которые имеют длину больше 300 мм, обычно выполняются только при использовании автоматического сварочного оборудования.
При транспортном и машиностроительном производстве механизированная сварка плавящимся электродом применяется при производстве локомотивов или вагонов.
Балки необходимо сваривать под флюсом на потоке. Рамы обычно сваривают при помощи углекислого газа. В сельском хозяйстве и производствах оборудования практически около 80 % работ выполняется при помощи углекислого газа.
При автоматической сварке при применении флюса и углекислого газа в основной массе свариваются трубы и другие детали, которые имеют большой диаметр.
Механизированная сварка с применением дополнительного флюса, углекислого газа и порошковых проволок постоянно используется в строительстве печей, для специальных резервуаров для хранения опасных и легко возгораемых веществ, для строительства мостов и судов, а также в других видах производств.
| |
|
|
|
|
|
ДП44.03.04.560ПЗ
|
Лист
|
|
|
|
|
|
22
| |
Изм.
|
Лист
|
№ документа
|
Подпись
|
Дата
|
2.7 Нормативные акты, используемые при проведении сварных работ
Перечень основных Государственных стандартов, посвященных механизированной сварке, включает:
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий;
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры;
ГОСТ 19521-74 Сварка металлов. Классификация;
ГОСТ 3.1705-81 Единая система технологической документации. Правила записи операций и переходов. Сварка;
ГОСТ 11969-79 Сварка плавлением. Основные положения и их обозначения;
ГОСТ 29273-92 Свариваемость. Определение;
ГОСТ 30430-96 Сварка дуговая конструкционных чугунов. Требования к технологическому процессу;
ГОСТ 2.312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений;
ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений;
ГОСТ Р ИСО 857-1-2009 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения;
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры.
| |
|
|
|
|
|
ДП44.03.04.560ПЗ
|
Лист
|
|
|
|
|
|
32
| |
Изм.
|
Лист
|
№ документа
|
Подпись
|
Дата
|
3. Охрана труда и техника безопасности
Сварочные работы считаются опасными и вредными не просто так. На местах сварки потенциальные опасности подстерегают повсюду. Это могут быть опасные горючие вещества, высокие температуры предметов, огнеопасные и взрывоопасные вещества, возникший пожар. Поэтому охрана труда при проведении сварочных работ играет ключевую роль.
Правила и техника безопасности при сварочной деятельности устанавливаются путем принятия локального нормативно-правового акта на предприятии, в организации – Инструкции по охране труда (далее — Инструкция). В зависимости от специфики деятельности предприятия Инструкция по охране может одна, общая. Если предприятие имеет значительные объемы производства, сочетает в себе несколько направлений деятельности, то инструкций по охране труда может быть несколько, по каждой для отдельного направления.
Возможные опасности
С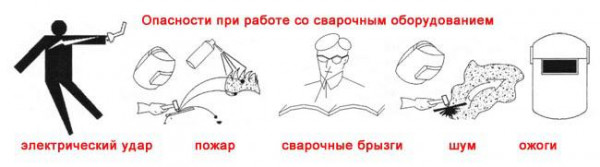
варщика в его деятельности подстерегают различные опасности (рис 6) Это объясняется тем, что сварочный процесс может осуществляться только при сильном разогреве металла, при котором достигается температура его плавления.
|
Рис.6
| |
|
|
|
|
|
ДП44.03.04.560ПЗ
|
Лист
|
|
|
|
|
|
33
| |
Изм.
|
Лист
|
№ документа
|
Подпись
|
Дата
|
Соблюдаемая при сварке техника безопасности поможет снизить вероятность наступления этих событий.
Повышенный уровень опасности имеет сварка трубопроводов и иных крупных деталей, имеющих круглую форму. Для выполнения имеющихся требований по безопасности необходимо оборудовать специальные площадки, которые должны быть изолированными.
Если соединению подлежат неповоротные трубы большого диаметра, то необходимо использование специальных подъемников. Все металлические детали и элементы должны быть заземлены. Место сварки должно иметь достаточное освещение.
3.1 Основные положения безопасности
Правила безопасности при сварке:
Не должны находиться вблизи горючие жидкости, сухой мусор, промасленная ветошь.
Использование защитной маски.
Переноска или установление на новое место сварного оборудования возможно только при его отключении из электросети.
При работе на высоте необходимо использование страховочных поясов для избежания падения.
Работа на открытом воздухе недопустима во время атмосферных осадков.
При минусовой температуре необходимо наличие обогревающих устройств для исключения обморожения рук.
При ремонте автотранспорта необходима проверка отключения аккумулятора.
При длительных перерывах следует отключать электрооборудование из сети. Включенные приборы нельзя оставлять без присмотра.
| |
|
|
|
|
|
ДП44.03.04.560ПЗ
|
Лист
|
|
|
|
|
|
34
| |
Изм.
|
Лист
|
№ документа
|
Подпись
|
Дата
|
9.Недопустима работа неисправными приборами.
10.Место работы должно быть хорошо освещено.
11.Надежная фиксация свариваемых металлоконструкций.
12.Недопустимо на месте проведения сварки посторонних лиц и животных.
13.Наличие необходимой экипировки. Недопустимость влажной одежды и открытых участков кожного покрова.
Такие правила безопасности сварочных работ обязаны соблюдать профессиональные рабочие и при проведении новичками самостоятельных сварок.
Требования к помещению
Правила охраны труда при проведении сварочных работ включают особые требования к помещению, где будет происходить этот процесс. Одно из основных требований относится
к наличию вентиляции. Если она отсутствует, то необходимо использование респираторов для защиты органов дыхания.
Большие требования предъявляются к освещенности рабочего места. К рабочей зоне должен быть обеспечен достаточный доступ света. Организацию рабочего места устраивают согласно рекомендациям НОТ. Если работа производится за верстаком, то сверху должен иметься защитный козырек. Под ногами сварщика должен находиться резиновый коврик.
Перед началом процесса
Перед тем, как приступать к сварочному процессу, необходимо произвести подготовительные операции. Требования безопасности при сварочных работах предполагают проверку применяемого оборудования. Техника безопасности при работе со сварочным оборудованием предполагает внешний осмотр и проверку его работоспособности. Работа с неисправными приборами категорически запрещена.
Необходимо проверить наличие надежного заземления, чтобы исключить вероятность поражения током, а также исключить короткое замыкание.
| |
|
|
|
|
|
ДП44.03.04.560ПЗ
|
Лист
|
|
|
|
|
|
37
| |
Изм.
|
Лист
|
№ документа
|
Подпись
|
Дата
|
Следует проверить целостность изоляции кабелей. На расстоянии пяти метров от места проведения работ должен быть убран лишний мусор и промасленная ветошь.
Необходимо исключить влажность пола в помещении и обеспечить сухость используемой одежды и обуви. Надо удостовериться в наличии огнетушителя. Надежно зафиксировать свариваемые металлоконструкции.
Для охлаждения инструментов подготовить емкость с водой. Примерить плотность прилегания маски на голове. Удостовериться в наличии свободного доступа к месту сварки. Если она производится на улице, то следует оградить это место опознавательными знаками.
3.2 Средства защиты сварщика
К безопасной экипировке предъявляются специальные требования: она должна без повреждений переносить кратковременное воздействие электродуги. Средства защиты сварщика делаются по ГОСТу из негорючих тканей:
брезента;
пропитанной огнезащитой парусины;
спилка;
плотной кожи;
сукна.
В полный комплект для безопасности входят следующие средства защиты сварщика:
костюм;
обувь;
краги;
маска или шлем.
Перед работой одежда проверяется на наличие маслянистых загрязнений. Обувь нужна на толстой подошве, не проводящей электрический ток. Недопустимы гвозди металлические накладки. Носок уплотняется металлической вставкой для безопасности ног при падении тяжелых предметов (рис.7)

| |
|
|
|
|
|
ДП44.03.04.560ПЗ
|
Лист
|
|
|
|
|
|
39
| |
Изм.
|
Лист
|
№ документа
|
Подпись
|
Дата
|

Рис.7 Защитные средства сварщика
Краги выбираются в зависимости от видов сварки. Есть двух, трех и пятипалые модели, с высокими обшлагами, защищающими руки, или без них. Допустимо использование фартуков, нарукавников вместо костюмов при некоторых видах сварки: контактной, газовой.
Дефекты в маске недопустимы, для безопасности она должна плотно крепиться на голове. Производители предлагают шлемы с регулируемыми фильтрами, искусственным наддувом. Светофильтр должен защищать глаза во время работы, и обеспечивать возможность контроля в варочной зоне. Они должны соответствовать ГОСТ 9497-60
| |
|
|
|
|
|
ДП44.03.04.560ПЗ
|
Лист
|
|
|
|
|
|
42
| |
Изм.
|
Лист
|
№ документа
|
Подпись
|
Дата
| |
|
|
 Скачать 1.02 Mb.
Скачать 1.02 Mb.