Курсовая для Тмо. ПОЯСНИТЕЛЬНАЯ ЗАПИСКА АБАЙ- антиплагиат 80. Из большого колличества сфер машиностроения в Стране казахстане наиболее сформированы тяжелое спецмашиностроение, аграрное, станкостроение, отчасти машиноприборостроение и электротехническое спецмашиностроение
 Скачать 0.96 Mb. Скачать 0.96 Mb.
|

2.2 Выбор рациональных способов устранения дефектовВ востановительных процессах существует большое число методов возобновления элементов. Следуя данным методам, сначала необходимо восстановлятть очень изношенные элементы разных конструкций и аппаратов. Технологические методы возобновления элементов возможно представить в варианте 2-ух методов: методы наращивания и методы обрабатывания. К наращиванию причисляются методы, в присутствии которых источник элемента возместят нанесением иных использованных материалов, в этом количестве и искусственных. К ним причисляются сваривание и наплавление, покрытие, металлизирование, паяние, покрытие электролитных металлопокрытий и полимерных использованных материалов. К методам обрабатывания причислены последующие технологические методы: обрабатывания давлением, слесарно-машинное обрабатывание, гальванические методы обрабатывания, упрочняющее обрабатывание и т. д. В этом случае подбираем метод наплавки, т.к. возобновление элементов наплавкой состоит в этом, то что на изношенные плоскости элементов наплавляют железо, уже после чего же их подвергают машинной обрабатке, возобновляя вплоть до требуемого объема. 2.3 Выбор технологических и установочных баз с приведением схем Достоверность машинной обрабатки при восстановлении элементов находится в зависимости с верного подбора технических баз, учитывая многофункциональные направления плоскости элементов и размерной связи среди ними, о износе и дефектах, какие испытывают данные плоскости. В свойстве технических баз невозможно применять плоскости, какие в ходе эксплуатации обрабатываются, по другому станет отслеживаться несоблюдение координации среди раздельных поверхностей элементов. Как правило плоскости, какие применяют равно как технологические базы, никак не срабатываются, и по этой причине их возможно применять неоднократно присутствие возобновлении с необходимой верностью нужной координации плоскостей элементов (к примеру, конические плоскости хребтовых отверстий элементов вида вала, фрезерованные плоскости в щеках суставчатых валов и т.п.). Технологические базы обрабатыают с значительной точностью. Присутствие в их подборе придерживаются последующими утверждениями: плоскости, представляющие базисными, обрабатываютс в главную очередность; стремиться применять основы завода-изготовителя; плоскости, сопряженные с верностью условного утверждения (соосность, вертикальность, синхронность осей), возделываются с первого монтажа; за технологические базы более рационально брать хребтовые отверстия валов, отверстия в корпусах и т.д.; при восстановлении за техническую либо замерную основу берут главные либо дополнительные плоскости, которые никак не подлежат возобновлению; если в ходе возобновления деталь обязана быть подвергнута обработке согласно абсолютно всем плоскостям, базу следует осуществить как подобную основу, при применении которой возможно подвергнуть обработке за 1 монтаж все без исключения главные и дополнительные плоскости; при нехватке такого рода способности технической основой обязана являться подобная плоскость (либо комплекс плоскостей), что даст возможность с первого монтажа подвергнуть обработке в главную очередность главные либо дополнительные плоскости; принятая техническая основа обязана оставаться в абсолютно во всех действиях технологического процесса (правило постоянства баз), в случае если условие не соблюдается,за последующую основу следует брать подвергнутую обработке плоскость элемента, что размерно сопряжена напрямую с возделываемой; 2.4 Выбор технологического оборудования Шлифующее оборудование Круглошлифовальный электростанок 3А423 рассчитанный с целью перешлифовки основных и шатунных шеек коленвалов протяженностью вплоть до 1600 миллиметров и весом вплоть до 130 килограмм, а кроме того конических хвостовиков с направленностью вплоть до 3° коленчатых валов способом врезного шлифования присутствие ручной подачи шлифующей области. Станки 3А423 имеют все шансы использоваться в авторемонтных заводах и иных фирмах, занимающихся восстановлением коленчатых валов, исполняющих восстановление двигателей внутреннего сгорания легковых и фрахтовых машин, тракторов, минитракторов, мотоблоков и иной техники. Наличие верхнего поворотного стола в станке 3А423 предоставляет вероятность фрезеровать конические хвостовики коленчатых валов с небольшой конусностью, а кроме того прочие конические элементы. Балансировка коленвала в станке 3А423 при шлифовании шатунных шеек исполняется мобильными грузами в патронах. 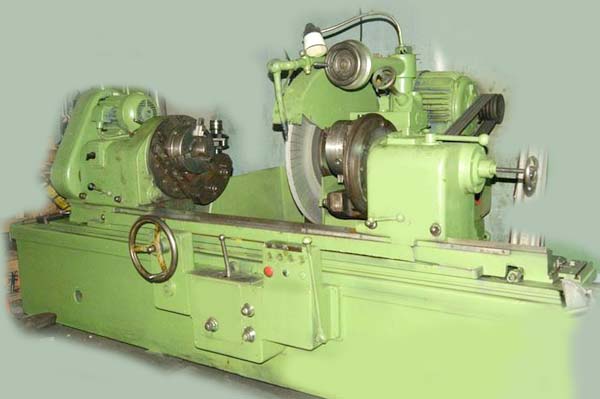 Рисунок 2.2 – Шлифовальный станок 2 А 423 Таблица 2.1 – Технические характеристики шлифовального станка 2 А 423
Наплавочное оборудование Установка многоцелевая наплавочная (наплавный электростанок) У-653 Предназначен с целью возобновления дуговой наплавкой внутренних и внешних плоскостей элементов вида "теловращения". В станке вероятна наплавление элементов 3-мя методами: Наплавка сварной проволокой в сфере предохранительных газов (С 2). Наплавка сварной проволокой около покровом флюса. Наплавка порошковой проволокой.  Рисунок 2.3 – Наплавочный станок У – 653 |